في جوهره، البثق هو عملية تصنيع مستمرة تحول المواد الخام، وعادة ما تكون حبيبات أو كريات بلاستيكية، إلى منتج نهائي ذي مقطع عرضي ثابت. تتضمن العملية تغذية المواد الخام في أسطوانة مُسخَّنة، حيث يقوم لولب دوار بصهرها وضغطها، قبل دفع المادة المنصهرة عبر أداة تشكيل تُعرف باسم القالب (Die).
المبدأ الأساسي للبثق هو تحويل المادة الخام الصلبة إلى تيار مستمر منصهر يتم تشكيله وتصليده بعد ذلك. العملية برمتها هي توازن مُتحكَّم فيه بعناية بين الحرارة والضغط والحركة لإنشاء شكل نهائي موحد.

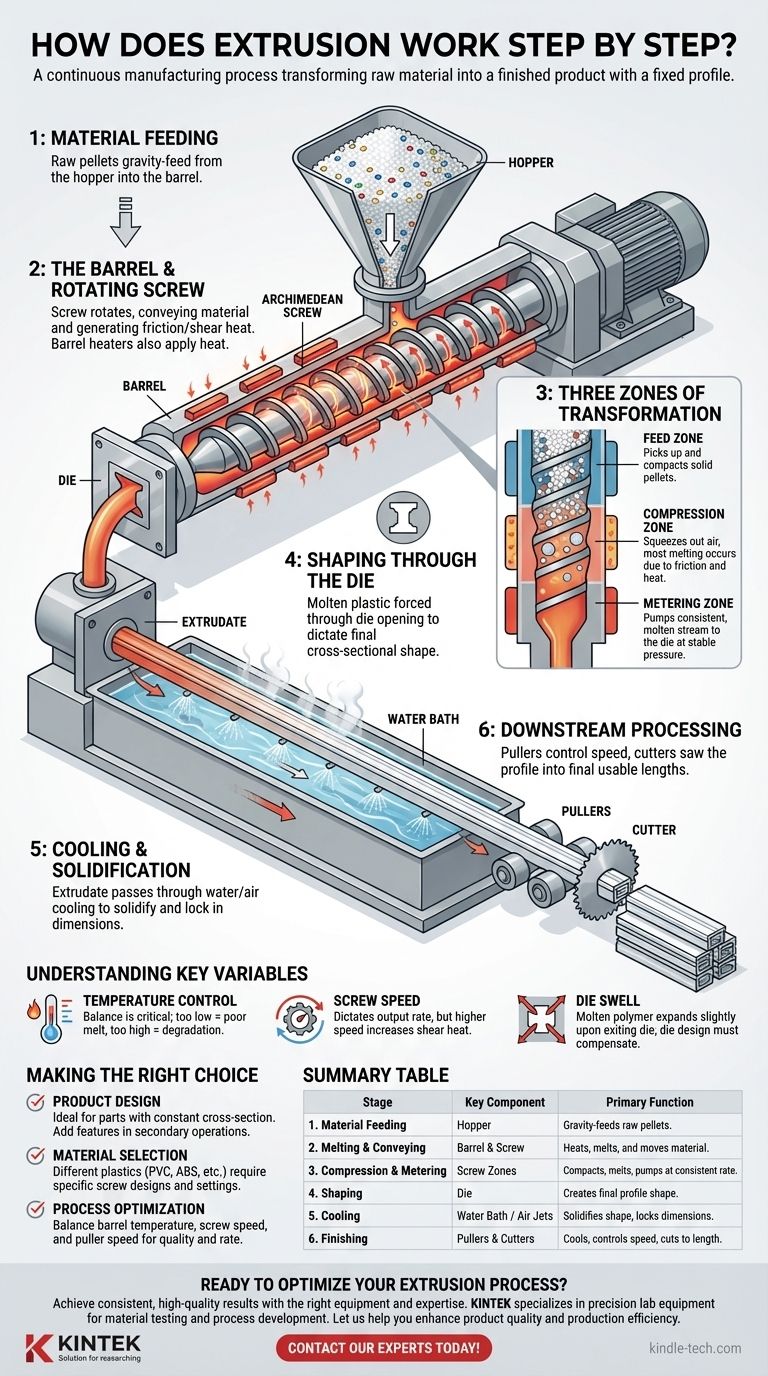
تشريح آلة البثق: تفصيل خطوة بخطوة
لفهم كيفية عمل البثق حقًا، يجب أن ننظر إلى المراحل الميكانيكية التي تحول الكريات البسيطة إلى منتج نهائي مُشكَّل بدقة.
المرحلة 1: تغذية المواد
تبدأ العملية عند القادوس (Hopper)، وهو حاوية كبيرة على شكل قمع مُثبتة في أحد طرفي آلة البثق.
يتم تحميل كريات البلاستيك الخام أو الحبيبات أو المساحيق في القادوس. من هنا، تعمل الجاذبية على تغذية المادة عبر فتحة في الأسفل (حلق التغذية) إلى أسطوانة آلة البثق.
المرحلة 2: الأسطوانة واللولب الدوار
هذا هو قلب آلة البثق، حيث يحدث التحول الأساسي. تدخل المادة إلى أسطوانة طويلة ومُسخَّنة تُعرف باسم البرميل (Barrel).
يوجد داخل الأسطوانة لولب أرخميدس (Archimedean screw) دوار كبير. هذا اللولب هو المكون الحاسم الذي يؤدي وظيفتين في وقت واحد: فهو ينقل المادة إلى الأمام على طول الأسطوانة ويولد حرارة شديدة من خلال الاحتكاك (القص).
المرحلة 3: مناطق التحول الثلاث
الرحلة على طول الأسطوانة واللولب ليست موحدة. وهي مقسمة إلى ثلاث مناطق متميزة، لكل منها غرض محدد.
- منطقة التغذية (Feed Zone): في هذا القسم الأول، تكون قنوات اللولب عميقة. دورها الأساسي هو ببساطة التقاط الكريات الصلبة من حلق التغذية ونقلها إلى الأمام، وضغطها قليلاً.
- منطقة الضغط (Compression Zone): هنا، يقل عمق قناة اللولب تدريجيًا. هذا يعصر المادة جسديًا، ويطرد الهواء المحبوس ويضغطها على جدار الأسطوانة المُسخَّن. هنا يحدث معظم الانصهار، مدفوعًا بالسخانات الموجودة في الأسطوانة والحرارة الشديدة الناتجة عن قص دوران اللولب.
- منطقة القياس (Metering Zone): في هذا القسم الأخير، تكون قناة اللولب ضحلة جدًا. يجب أن تكون المادة منصهرة تمامًا ومتجانسة هنا. الغرض من هذه المنطقة هو العمل كمضخة، مما يضمن تدفقًا ثابتًا وخاليًا من التذبذب للبلاستيك المنصهر يتم توصيله إلى القالب عند ضغط مستقر.
المرحلة 4: التشكيل عبر القالب (Die)
في نهاية الأسطوانة، يتم دفع البلاستيك المنصهر عبر أداة متخصصة تسمى القالب (Die).
القالب عبارة عن لوحة فولاذية مُقسَّاة بها فتحة مشغولة بدقة. يحدد هذا الفتح المقطع العرضي النهائي للمنتج، سواء كان أنبوبًا بسيطًا، أو إطار نافذة معقدًا، أو صفائح مسطحة.
المرحلة 5: التبريد والتصلب
لا تنتهي العملية عندما تخرج المادة من القالب. يجب تبريد الشكل الساخن والمرن، والذي يسمى الآن المُبثوق (Extrudate)، لتصليده وتثبيت أبعاده.
يتم تحقيق ذلك عادةً عن طريق سحب المُبثوق عبر حمام مائي، أو رشه بالماء البارد، أو تمريره عبر نفاثات هواء التبريد. يعد معدل التبريد أمرًا بالغ الأهمية للتحكم في الخصائص النهائية للمادة.
المرحلة 6: المعالجة اللاحقة (Downstream Processing)
بمجرد تبريد الشكل الصلب، ينتقل المقطع المستمر إلى المرحلة النهائية.
تُستخدم معدات مثل الساحبات (Pullers) (التي تتحكم في سرعة الخط) والقواطع (Cutters) أو المناشير لقطع المقطع إلى أطواله النهائية القابلة للاستخدام.
فهم المفاضلات والمتغيرات الرئيسية
تعتمد جودة المنتج المبثوق على توازن دقيق بين عدة عوامل. قد يؤدي سوء فهم هذه العوامل إلى عيوب وعدم كفاءة.
الدور الحاسم لدرجة الحرارة
يعد التحكم في درجة الحرارة أمرًا بالغ الأهمية. عادةً ما تكون الأسطوانة مزودة بمناطق تسخين وتبريد مستقلة متعددة.
إذا كانت درجة الحرارة منخفضة جدًا، فلن يذوب البلاستيك تمامًا، مما يؤدي إلى تشطيب سطحي ضعيف وإجهاد داخلي. إذا كانت مرتفعة جدًا، فقد تتدهور المادة، وتفقد خصائصها الهيكلية.
تأثير سرعة اللولب
تحدد سرعة دوران اللولب معدل الإنتاج. ومع ذلك، تولد سرعة اللولب الأعلى أيضًا المزيد من حرارة القص الاحتكاكية.
يجب على المهندسين الموازنة بين سرعة الإنتاج المطلوبة وخطر ارتفاع درجة الحرارة وتدهور المادة.
تحدي انتفاخ القالب (Die Swell)
عندما يتم إطلاق البوليمر المنصهر من ضغط القالب، فإنه يميل إلى التمدد قليلاً. تُعرف هذه الظاهرة باسم انتفاخ القالب (Die Swell).
يجب على مصممي القوالب توقع هذا التأثير وتصنيع فتحة القالب لتكون أصغر قليلاً من الأبعاد النهائية المطلوبة للتعويض عن هذا التمدد.
اتخاذ الخيار الصحيح لهدفك
يسمح لك فهم خطوات البثق باتخاذ قرارات أكثر استنارة، سواء كنت تصمم جزءًا أو تدير خط إنتاج.
- إذا كان تركيزك الأساسي هو تصميم المنتج: أدرك أن العملية مثالية للأجزاء ذات المقطع العرضي الثابت. يجب إضافة الميزات مثل الثقوب أو الألسنة العمودية على اتجاه البثق في عملية ثانوية.
- إذا كان تركيزك الأساسي هو اختيار المادة: اعلم أن المواد البلاستيكية المختلفة (مثل PVC، ABS، البولي كربونات) لها درجات انصهار فريدة وخصائص تدفق تتطلب تصميمات لولبية وإعدادات عملية محددة.
- إذا كان تركيزك الأساسي هو تحسين العملية: ركز على التفاعل بين درجة حرارة الأسطوانة وسرعة اللولب وسرعة الساحب، حيث يحكم هذا الثلاثي كلاً من معدل الإنتاج والجودة النهائية للجزء.
من خلال إتقان هذه المراحل الأساسية، يمكنك الاستفادة بفعالية من قوة البثق لإنشاء منتجات متسقة وعالية الجودة بكفاءة.
جدول ملخص:
| المرحلة | المكون الرئيسي | الوظيفة الأساسية |
|---|---|---|
| 1. تغذية المواد | القادوس | تغذية كريات البلاستيك الخام بالجاذبية إلى آلة البثق. |
| 2. الصهر والنقل | الأسطوانة واللولب الدوار | تسخين البلاستيك وصهره ونقله إلى الأمام. |
| 3. الضغط والقياس | مناطق اللولب (التغذية، الضغط، القياس) | ضغط البلاستيك وصهره وضخه بمعدل ثابت. |
| 4. التشكيل | القالب (Die) | دفع البلاستيك المنصهر عبر فتحة لإنشاء الشكل النهائي. |
| 5. التبريد | حمام مائي / نفاثات هواء | تصلب الشكل المبثوق لتثبيت الأبعاد. |
| 6. التشطيب | الساحبات والقواطع | تبريد المقطع المستمر وقصه إلى الطول المطلوب. |
هل أنت مستعد لتحسين عملية البثق لديك؟
يعد فهم الميكانيكا الخطوة الأولى؛ ويتطلب تحقيق نتائج متسقة وعالية الجودة المعدات والخبرة المناسبة. تتخصص KINTEK في معدات المختبرات الدقيقة والمواد الاستهلاكية لاختبار المواد وتطوير العمليات، مما يساعد فرق البحث والتطوير ومرافق الإنتاج مثل منشأتك على التحقق من صحة المواد وتحسين معلمات البثق.
دعنا نساعدك في تعزيز جودة المنتج وكفاءة الإنتاج. اتصل بخبرائنا اليوم لمناقشة احتياجات تطبيقك المحددة!
دليل مرئي
المنتجات ذات الصلة
- آلة تحبيب البلاستيك بالبثق ذو اللولب المزدوج
- آلة بثق أفلام بلاستيكية من كلوريد البولي فينيل (PVC) للاختبار
- آلة بثق أفلام بثق ثلاثية الطبقات لفيلم بثق المختبر
- آلة تكسير بلاستيك قوية
- قالب ضغط حبيبات مسحوق بلاستيكية بحلقة دائرية XRF و KBR لـ FTIR
يسأل الناس أيضًا
- ما هي عملية البثق بالبرغي؟ دليل لتشكيل البلاستيك المستمر
- ما هي مزايا التحبيب بالبرغي المزدوج؟ تحقيق تحكم واتساق فائقين في التصنيع
- ما هي عملية التركيب بالبراغي المزدوجة؟ الدليل الشامل لخلط البوليمرات المتقدم
- ما الفرق بين اللولب الفردي واللولب المزدوج؟ اختر آلة البثق المناسبة لعمليتك
- ما هو البثق بالبرغي المزدوج؟ تحقيق خلط فائق وجودة منتج موحدة




