من الأهمية بمكان أن تكون درجة حرارة انصهار قضيب اللحام بالنحاس أقل من درجة انصهار الفولاذ الذي يتم توصيله. هذا هو المبدأ المحدد لعملية اللحام بالنحاس. تعمل هذه الطريقة عن طريق صهر معدن حشو (القضيب) يتدفق إلى الفجوة بين أجزاء الفولاذ الصلبة غير المنصهرة، مما يخلق رابطة معدنية قوية عند التبريد.
القاعدة الأساسية للحام بالنحاس هي أن معدن الحشو ينصهر بينما تظل المعادن الأساسية صلبة. لذلك، فإن قضيب اللحام بالنحاس دائمًا ما يكون له نقطة انصهار أقل بكثير من الفولاذ الذي يوصله، مما يسمح له بتكوين رابطة دون صهر أو تشويه الهيكل الأساسي للفولاذ.

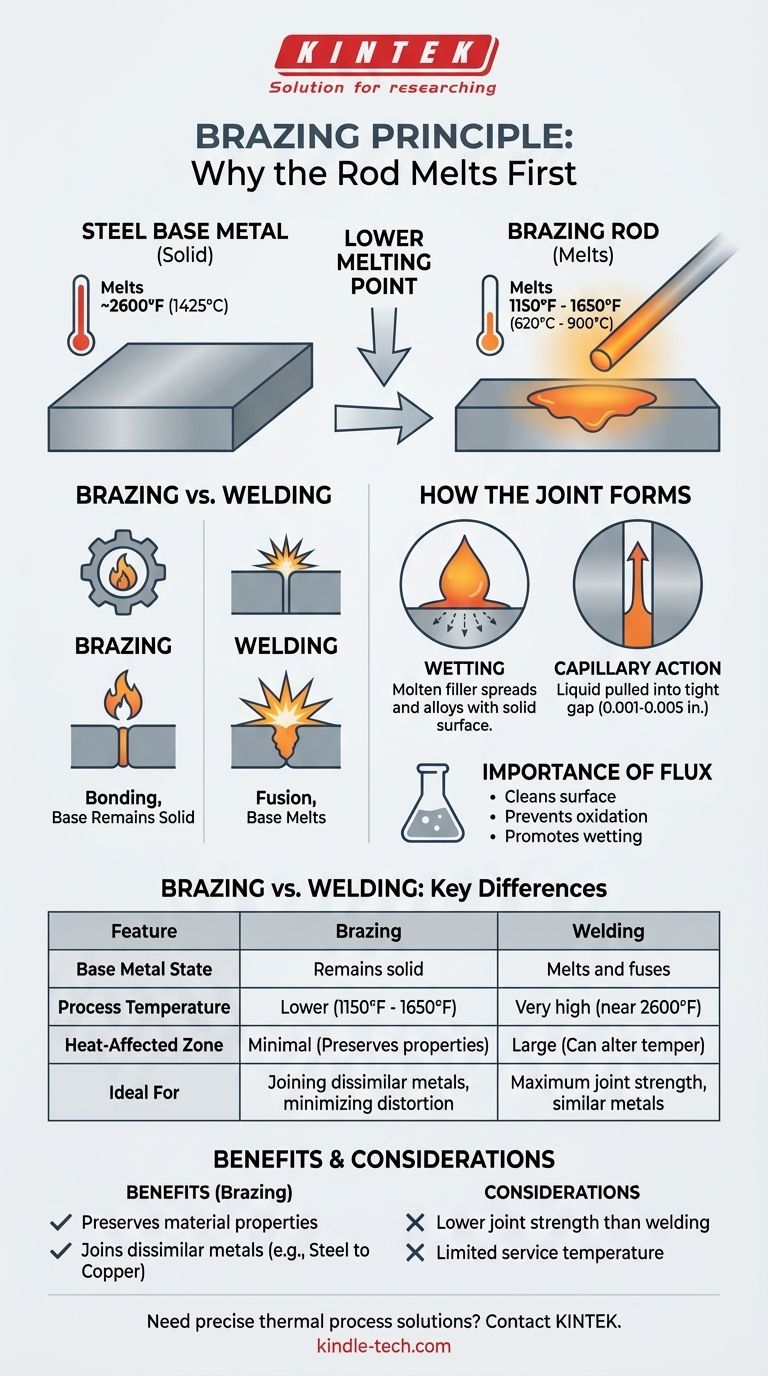
المبدأ الأساسي: لماذا يعتمد اللحام بالنحاس على نقطة انصهار أقل
إن فرق درجة الحرارة بين معدن الحشو والمعدن الأساسي ليس مجرد تفصيل - بل هو الأساس الكامل للعملية وما يميزه عن اللحام التقليدي.
تحديد اللحام بالنحاس مقابل اللحام التقليدي
الفرق الرئيسي بين اللحام بالنحاس واللحام التقليدي هو حالة المعادن الأساسية أثناء العملية.
في اللحام التقليدي، يتم تسخين المعادن الأساسية نفسها إلى نقطة انصهارها وتندمج معًا، غالبًا باستخدام مادة حشو. الهدف هو إنشاء قطعة واحدة ومستمرة من المعدن.
في اللحام بالنحاس، ينصهر معدن الحشو فقط. تصبح المعادن الأساسية (أجزاء الفولاذ) ساخنة جدًا ولكنها تظل أقل بكثير من نقطة انصهارها. اللحام بالنحاس هو عملية ربط، وليس عملية دمج.
فهم نقاط الانصهار بالأرقام
لإضعة هذا في المنظور، ضع في اعتبارك درجات الحرارة النموذجية المعنية.
يحتوي الفولاذ الكربوني الشائع على نقطة انصهار تبلغ حوالي 2600 درجة فهرنهايت (1425 درجة مئوية).
تمتلك معادن الحشو المستخدمة في اللحام بالنحاس للفولاذ، مثل البرونز أو سبائك الفضة، نقاط انصهار (تقنيًا درجة الحرارة السائلة الخاصة بها) أقل بكثير، وعادة ما تكون في نطاق 1150 درجة فهرنهايت إلى 1650 درجة فهرنهايت (620 درجة مئوية إلى 900 درجة مئوية).
إن فجوة درجة الحرارة الهائلة هذه هي ما يجعل العملية ممكنة. يمكنك رفع المجموعة بأكملها إلى 1700 درجة فهرنهايت، وهو ما يكفي لصهره ولكن يترك الفولاذ أقل من نقطة انصهاره بأكثر من 900 درجة فهرنهايت.
كيف تتكون الوصلة الملحومة بالنحاس
مع بقاء المعدن الأساسي صلبًا، يجب أن يرتبط معدن الحشو المنصهر به من خلال آليات أخرى. يحدث هذا من خلال ظاهرتين رئيسيتين.
مفهوم "التبليل"
التبليل هو قدرة السائل على الانتشار عبر سطح صلب. في اللحام بالنحاس، "يبلل" معدن الحشو المنصهر سطح الفولاذ الساخن.
هذا ليس مجرد التصاق بسيط. إنها عملية معدنية حيث يشكل معدن الحشو طبقة انتشار رقيقة، ويتآلف مع السطح الفعلي للفولاذ لإنشاء رابطة قوية ودائمة للغاية.
قوة الخاصية الشعرية
يعمل اللحام بالنحاس بشكل أفضل على الأجزاء ذات الفجوة الصغيرة والمتحكم فيها بينها، تتراوح عادة بين 0.001 إلى 0.005 بوصة.
عندما ينصهر معدن الحشو، تسحب هذه الفجوة الضيقة المعدن السائل إلى الوصلة من خلال الخاصية الشعرية. هذه هي نفس القوة التي تسحب الماء إلى أعلى في أنبوب ضيق، مما يضمن ملء الوصلة بأكملها بسبائك الربط.
أهمية التدفق (Flux)
لكي يحدث التبليل، يجب أن تكون أسطح الفولاذ نظيفة تمامًا على المستوى الذري. عند درجات حرارة اللحام بالنحاس، يشكل الفولاذ بسرعة أكاسيد تمنع الحشو من الالتصاق.
يتم تطبيق مادة تدفق (Flux) قبل التسخين. تنصهر هذه المادة في درجة حرارة أقل من قضيب اللحام بالنحاس، وتعمل كعامل تنظيف كيميائي يحمي الوصلة من الأكسجين ويذيب أي أكاسيد موجودة، مما يهيئ السطح للتبليل المثالي.
فهم المفاضلات: اللحام بالنحاس مقابل اللحام التقليدي للفولاذ
نظرًا لأن اللحام بالنحاس لا يصهر المعدن الأساسي، فإنه يتمتع بمزايا وعيوب مميزة مقارنة باللحام التقليدي.
الميزة: الحفاظ على خصائص المادة
الحرارة العالية للحام التقليدي تخلق منطقة متأثرة بالحرارة (HAZ) كبيرة يمكن أن تغير درجة صلابة الفولاذ وقساوته وإجهاده الداخلي، مما قد يضعف المنطقة المحيطة باللحام.
يستخدم اللحام بالنحاس حرارة أقل بكثير، مما يؤدي إلى منطقة متأثرة بالحرارة أصغر بكثير. هذا يحافظ على الخصائص الأصلية للفولاذ، ويقلل من التشوه، ويقلل من الإجهاد المتبقي في التجميع النهائي.
الميزة: توصيل المعادن المتباينة
يعد اللحام بالنحاس طريقة ممتازة لتوصيل المعادن ذات نقاط الانصهار المختلفة تمامًا، مثل الفولاذ بالنحاس أو الفولاذ بالنحاس الأصفر. غالبًا ما يكون محاولة لحام هذه التركيبات مستحيلة، حيث سيتبخر أحد المعادن قبل أن ينصهر الآخر.
القيود: قوة الوصلة ودرجة حرارة الخدمة
تكون القوة الميكانيكية للوصلة الملحومة بالنحاس محدودة بقوة معدن الحشو، والتي تكون دائمًا تقريبًا أقل من قوة الفولاذ الأصلي. في حين أن الوصلة الملحومة بالنحاس المصممة بشكل صحيح قوية للغاية، إلا أنها لن تحقق قوة المعدن الأصلي الكاملة بنسبة 100٪ التي يمكن أن يحققها اللحام عالي الجودة.
علاوة على ذلك، لا يمكن استخدام التجميع الملحوم بالنحاس في التطبيقات التي تقترب فيها درجة حرارة الخدمة من نقطة انصهار معدن الحشو.
اتخاذ القرار الصحيح لهدفك
يتطلب اختيار العملية الصحيحة أن تفهم هدفك الأساسي من الوصلة.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة تضاهي المعدن الأساسي: اختر اللحام التقليدي، لأنه يدمج المواد الأصلية مباشرة.
- إذا كان تركيزك الأساسي هو تقليل تشوه الحرارة والحفاظ على خصائص الفولاذ: اللحام بالنحاس هو الخيار الأفضل بسبب درجة حرارة العملية الأقل.
- إذا كنت بحاجة إلى توصيل الفولاذ بمعدن مختلف مثل النحاس أو النحاس الأصفر: اللحام بالنحاس هو الطريقة الأكثر فعالية وشيوعًا لهذه المهمة.
إن فهم علاقة درجة الحرارة الأساسية هذه يمكّنك من اختيار عملية التوصيل المناسبة لسلامة وأداء منتجك النهائي.
جدول ملخص:
| الميزة | اللحام بالنحاس | اللحام التقليدي |
|---|---|---|
| حالة المعدن الأساسي | يبقى صلبًا | ينصهر ويندمج |
| درجة حرارة العملية | أقل (1150 درجة فهرنهايت - 1650 درجة فهرنهايت) | عالية جدًا (قريبة من نقطة انصهار الفولاذ 2600 درجة فهرنهايت) |
| المنطقة المتأثرة بالحرارة | ضئيلة، تحافظ على خصائص الفولاذ | كبيرة، يمكن أن تغير درجة الصلابة والقساوة |
| مثالي لـ | توصيل المعادن المتباينة، تقليل التشوه | أقصى قوة للوصلة، دمج المعادن المتشابهة |
هل تحتاج إلى توصيل المعادن دون المساس بسلامتها؟ تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية، حيث توفر حلولًا لعمليات حرارية دقيقة مثل اللحام بالنحاس. تضمن خبرتنا تحقيق وصلات قوية وموثوقة مع الحفاظ على خصائص المواد الخاصة بك. اتصل بنا اليوم لمناقشة كيف يمكننا دعم احتياجات مختبرك في توصيل المعادن!
دليل مرئي
المنتجات ذات الصلة
- قضيب سيراميك نيتريد البورون (BN) للتطبيقات ذات درجات الحرارة العالية
- قضيب ألومينا متقدم دقيق معزول للسيراميك Al2O3 للتطبيقات الصناعية
- فرن التلدين بالتفريغ الهوائي
- مصنع مخصص لأجزاء PTFE Teflon لقضيب استعادة قضيب التحريك PTFE
- قضيب سيراميك زركونيا مستقر بدقة مصقولة لتصنيع السيراميك المتقدم الدقيق
يسأل الناس أيضًا
- لماذا يستخدم طلاء نيتريد البورون في التلبيد بالضغط الساخن الفراغي؟ منع انتشار الكربون وضمان إطلاق القالب النظيف
- لماذا يتم اختيار أنابيب نيتريد البورون كأوعية تفاعل لـ Na3SbS4؟ ضمان النقاء في التخليق عالي الحرارة
- ما هي المواد العازلة التي يمكنها تحمل أقصى درجات الحرارة؟ اختر العازل المناسب لدرجات الحرارة العالية لتطبيقك
- ما هي ضرورة استخدام بوتقة سيراميك كناقل أثناء تخليق النتريد البوروني؟ ضمان نتائج عالية النقاء
- ما هي المزايا التقنية لاستخدام قضبان الجرافيت؟ تعزيز الدقة في عمليات درجات الحرارة العالية 1200 درجة مئوية




