العيب الرئيسي لمطحنة الدرفلة ذات الأربعة أعمدة هو قدرتها المحدودة على التحكم في شكل المادة عبر عرضها. غالبًا ما يؤدي هذا إلى تأثيرات غير مرغوب فيها مثل استطالة الحافة، والمعروفة أيضًا باسم "انخفاض الحافة"، حيث تكون حواف الشريط أكثر سمكًا من المركز. يحدث هذا لأن التصميم، على الرغم من قوته، يفتقر إلى الدعم المباشر لفات العمل عند حواف المادة التي تتم معالجتها.
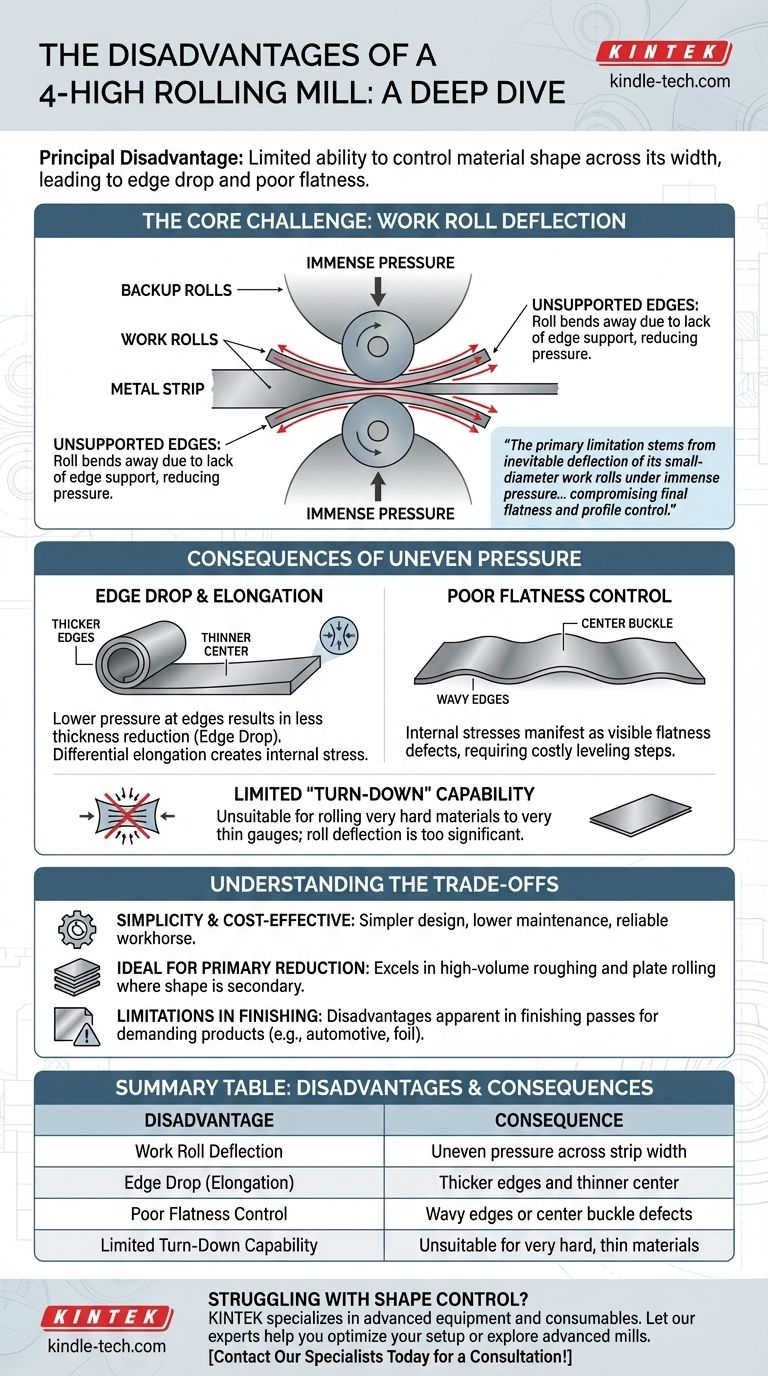
ينبع القيد الأساسي لمطحنة الأربعة أعمدة من الانحراف الحتمي لفات العمل ذات القطر الصغير تحت الضغط الهائل. في حين أن لفات الدعم الكبيرة توفر دعمًا مركزيًا، يمكن أن تنثني أطراف اللفة غير المدعومة، مما يؤدي إلى مركز أرق وحواف أكثر سمكًا على المادة المدرفلة، مما يضر بالتسطيح النهائي والتحكم في المقطع الجانبي.

التحدي الأساسي: انحراف لفة العمل
القضية المركزية في أي عملية درفلة هي إدارة القوى الهائلة المطلوبة لتقليل سمك المعدن. في مطحنة ذات أربعة أعمدة، تخلق هذه القوة تحديًا ميكانيكيًا أساسيًا.
ميكانيكا الانحناء
تكون لفات العمل ذات القطر الصغير على اتصال مباشر مع شريط المعدن. لتشكيل المعدن، تخضع لملايين الأرطال من القوة.
تحت هذا الحمل، تتصرف لفات العمل مثل عارضة مدعومة بنقطتين وتنحني قليلاً، مع حدوث أكبر انحراف في المنتصف.
دور لفات الدعم
لمواجهة هذا الانحناء، يتم وضع لفتي دعم أكبر بكثير (backup rolls) على اتصال مع لفات العمل. يوفر قطرها الهائل وصلابتها دعمًا حاسمًا.
ومع ذلك، فإن هذا الدعم ليس موحدًا تمامًا عبر الطول الكامل لفة العمل. إنه يقوي المركز بشكل فعال ولكنه لا يلغي الانحراف تمامًا.
الحواف غير المدعومة
ينشأ العيب الحاسم عند حواف الشريط المعدني. تدعم لفات الدعم الجسم الرئيسي لفات العمل، ولكن لا يوجد سطح دعم مباشرة عند الحواف.
يسمح هذا النقص في دعم الحافة لفات العمل بالانحناء بعيدًا عن المادة عند الأطراف القصوى، مما يقلل من ضغط الدرفلة عند الحواف مقارنة بالمركز.
عواقب الضغط غير المتساوي
يؤدي ملف الضغط غير المتساوي هذا عبر عرض الشريط مباشرة إلى عيوب جودة شائعة تحدد حدود أداء مطحنة الأربعة أعمدة.
انخفاض الحافة والاستطالة
نظرًا لأن الضغط أقل عند الحواف، فإن المادة هناك لا يتم تقليل سمكها بنفس القدر الذي يتم به تقليل المادة في المركز. ينتج عن هذا شريط أكثر سمكًا عند الحواف - وهو عيب يُعرف باسم انخفاض الحافة (edge drop).
هذا يعني أيضًا أن المادة في المركز يتم استطالتها أكثر من المادة عند الحواف. يؤدي هذا الاستطالة التفاضلية إلى إجهاد داخلي داخل الشريط.
ضعف التحكم في التسطيح
يجب تخفيف الإجهادات الداخلية. تتجلى هذه الإجهادات كعيوب تسطيح مرئية، مثل الحواف المتموجة أو انتفاخ مركزي.
غالبًا ما تكون عيوب الشكل هذه غير مقبولة للتطبيقات عالية الدقة وتتطلب خطوات تسوية أو معالجة إضافية للتصحيح، مما يزيد من وقت الإنتاج والتكلفة.
قدرة محدودة على "التقليل" (Turn-Down)
يجعل هذا القيد التصميمي مطاحن الأربعة أعمدة أقل ملاءمة لدرفلة المواد الصلبة جدًا إلى مقاييس رقيقة جدًا. يصبح انحراف اللفة كبيرًا جدًا بالنسبة للسمك المستهدف، مما يجعل تحقيق منتج مسطح وموحد أمرًا شبه مستحيل.
فهم المفاضلات
على الرغم من هذه العيوب، تظل مطحنة الأربعة أعمدة حجر الزاوية في الصناعة المعدنية لأسباب واضحة وعملية. يعد الاعتراف بحدودها مفتاحًا لاستخدامها بفعالية.
البساطة والفعالية من حيث التكلفة
تكوين الأربعة أعمدة أبسط ميكانيكيًا وأقل تكلفة في البناء والصيانة من تصميمات المطاحن الأكثر تقدمًا (مثل مطاحن المجموعة ذات الستة أعمدة أو العشرين عمودًا).
تجعله قوته حصان عمل موثوقًا لمجموعة واسعة من تطبيقات الدرفلة الشائعة.
مثالي للتخفيض الأولي
تتفوق مطاحن الأربعة أعمدة في عمليات "التخشين" (roughing) و "درفلة الألواح". في هذه المراحل المبكرة، يكون الهدف الأساسي هو تقليل السمك بشكل كبير، ويكون التحكم الدقيق في الشكل النهائي مصدر قلق ثانوي.
القيود في التشطيب
تصبح عيوب المطحنة أكثر وضوحًا في تمريرات "التشطيب"، حيث يكون المقياس النهائي والمقطع الجانبي والتسطيح أمرًا بالغ الأهمية. بالنسبة للمنتجات المتطلبة مثل صفائح هياكل السيارات أو الرقائق الرقيقة، غالبًا ما تكون هناك حاجة إلى تصميمات مطاحن أكثر تعقيدًا للتغلب على القيود المتأصلة في إعداد الأربعة أعمدة.
اتخاذ القرار الصحيح لهدفك
يتطلب اختيار تكنولوجيا المطحنة المناسبة مطابقة قدرات المعدات مع متطلبات المنتج النهائي.
- إذا كان تركيزك الأساسي هو التخشين عالي الحجم أو درفلة الألواح: غالبًا ما تكون مطحنة الأربعة أعمدة هي الحل الأكثر فعالية من حيث التكلفة والأكثر قوة بسبب تصميمها البسيط وإنتاجيتها العالية.
- إذا كان تركيزك الأساسي هو إنتاج شرائط رقيقة المقياس وعالية القوة مع تسطيح استثنائي: قد يكون التحكم في الشكل المحدود لمطحنة الأربعة أعمدة غير مقبول، ويجب عليك التفكير في تكوينات متقدمة مثل مطاحن الستة أعمدة أو مطاحن المجموعة.
- إذا كنت تقوم باستكشاف أخطاء مطحنة ذات أربعة أعمدة حالية: ركز على الأنظمة التي تتصدى لانحراف اللفة، مثل رافعات ثني لفة العمل وملفات التجليخ المتخصصة (الأكواز)، لتوسيع نافذة أداء المطحنة.
يعد فهم القيود المتأصلة في تصميم المطحنة ذات الأربعة أعمدة الخطوة الأولى نحو تحسين أدائها أو اختيار تكنولوجيا أكثر ملاءمة لتطبيقك المحدد.
جدول ملخص:
| العيب | النتيجة |
|---|---|
| انحراف لفة العمل | ضغط غير متساوٍ عبر عرض الشريط |
| انخفاض الحافة (الاستطالة) | حواف أكثر سمكًا ومركز أرق |
| ضعف التحكم في التسطيح | عيوب الحواف المتموجة أو الانتفاخ المركزي |
| قدرة محدودة على التقليل | غير مناسب للمواد الصلبة جدًا والرقيقة جدًا |
هل تعاني من التحكم في الشكل أو جودة المنتج في عمليات الدرفلة لديك؟ يمكن أن تكون قيود مطحنة الأربعة أعمدة عنق زجاجة رئيسيًا. في KINTEK، نحن متخصصون في المعدات المخبرية المتقدمة والمواد الاستهلاكية لاختبار المواد ومعالجتها. يمكن لخبرائنا مساعدتك في تحليل احتياجاتك والتوصية بالتكنولوجيا المناسبة - سواء كان ذلك لتحسين إعدادك الحالي أو استكشاف تكوينات مطاحن أكثر تقدمًا. دعنا نحسن جودة منتجك وكفاءتك معًا. اتصل بخبرائنا اليوم للحصول على استشارة!
دليل مرئي
المنتجات ذات الصلة
- مطحنة وعاء أفقية معملية رباعية الأوعية
- مطحنة طحن الأنسجة عالية الإنتاجية للمختبر
- آلة خلط مطاط مفتوحة من نوع لفة مزدوجة للكسارة المطاطية
- آلة طحن كروية كوكبية عالية الطاقة متعددة الاتجاهات للمختبر
- مطحنة كرات اهتزازية عالية الطاقة للاستخدام المخبري
يسأل الناس أيضًا
- بأي طريقة يؤثر مطحنة الكرات المخبرية على خصائص المواد عند تعديل المركبات المصنوعة من PHBV/ألياف اللب؟
- لماذا يلزم استخدام مطحنة كرات معملية للرماد المتطاير فائق النعومة؟ إطلاق العنان لقوة الامتصاص على المستوى النانوي
- لماذا يلزم استخدام مطحنة كروية معملية لمساحيق سبيكة Fe-Cr-Mn-Mo-N؟ اكتشف سر تصنيع السبائك عالية الأداء
- كيف تسهل مطاحن الكرات المخبرية التخليق الكيميائي الميكانيكي لـ ZIF-8؟ شرح التخليق الخالي من المذيبات
- لماذا يُستخدم مطحنة الكرات المختبرية في أبحاث المحفزات المشتركة بين الكوبالت والنيكل؟ تحسين تحويل ثاني أكسيد الكربون بدقة الطحن














