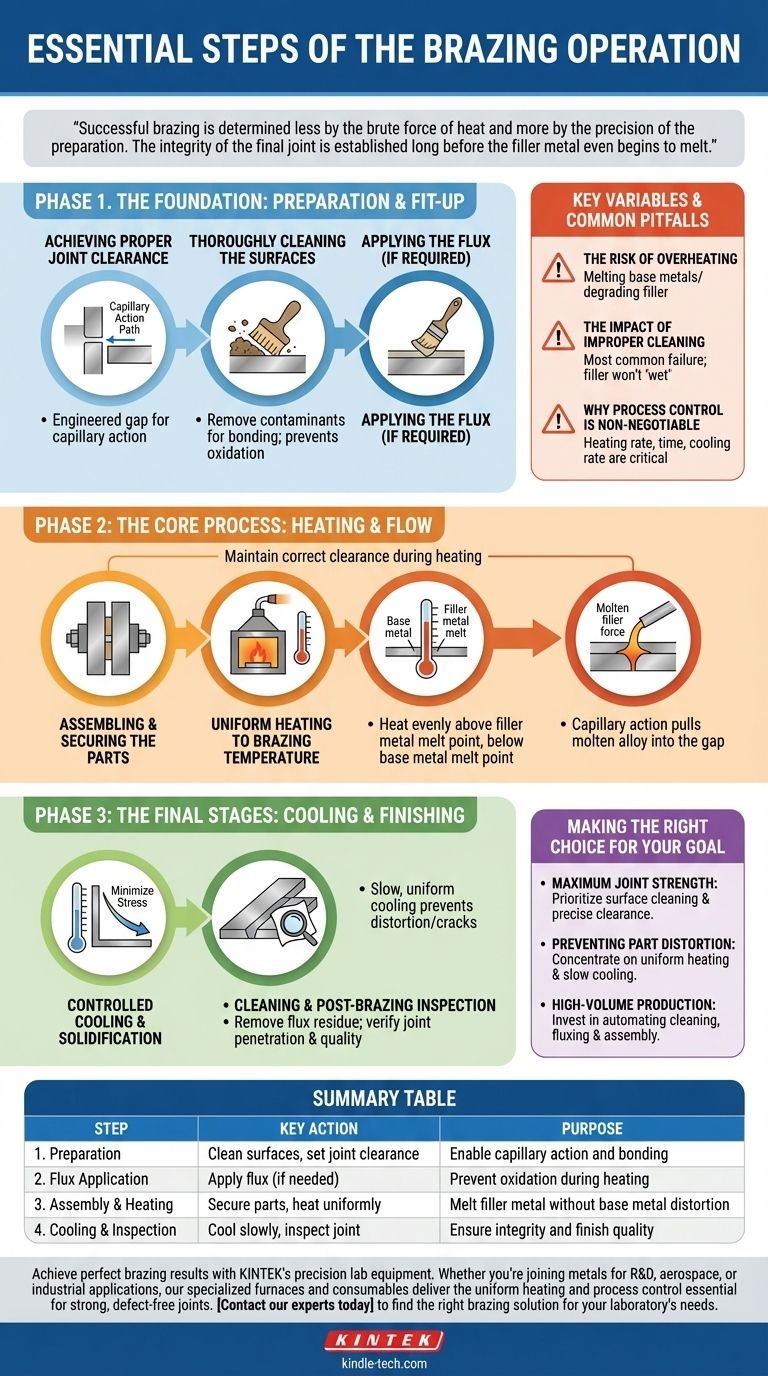
في جوهرها، عملية اللحام بالنحاس هي عملية متعددة المراحل تتضمن تحضير سطحين معدنيين متقاربين، تطبيق معدن حشو، تسخين التجميع لصهر معدن الحشو (ولكن ليس المعادن الأساسية)، والسماح له بالانجذاب إلى المفصل عبر الخاصية الشعرية قبل التبريد. الخطوات التشغيلية الأساسية هي التنظيف الدقيق، تطبيق التدفق (flux)، تجميع الأجزاء، التسخين الموحد، التبريد المتحكم به، والفحص النهائي.
نجاح اللحام بالنحاس يتحدد بشكل أقل بقوة الحرارة الخام وأكثر بدقة التحضير. يتم تأسيس سلامة المفصل النهائي قبل وقت طويل من بدء معدن الحشو في الذوبان.

الأساس: التحضير والتجميع
يمكن إرجاع الغالبية العظمى من إخفاقات اللحام بالنحاس إلى التحضير غير الكافي. تخلق هذه الخطوات الأولية الظروف الضرورية لربط قوي ودائم.
تحقيق الخلوص المناسب للمفصل
الفجوة بين السطحين المعدنيين المراد ربطهما حاسمة. يجب أن يكون هذا الخلوص ضيقًا بما يكفي للسماح بالخاصية الشعرية بسحب معدن الحشو المنصهر بالكامل عبر المفصل.
هذه الفجوة ليست عشوائية؛ بل هي مصممة بدقة بناءً على المعادن الأساسية، معدن الحشو، وخصائص التمدد الحراري المعنية.
تنظيف الأسطح بدقة
يجب إزالة جميع الملوثات، وخاصة الزيوت والشحوم والأكاسيد، بالكامل من الأسطح المراد ربطها. سيمنع وجود أي مادة غريبة معدن الحشو من ترطيب المعادن الأساسية والالتصاق بها.
يمكن أن تتضمن هذه الخطوة التنظيف الكيميائي، مثل استخدام قلوي لإزالة طبقة أكسيد الألومنيوم، أو الطرق الميكانيكية مثل الفرشاة السلكية أو الطحن.
تطبيق التدفق (إذا لزم الأمر)
للعديد من أنواع اللحام بالنحاس، يتم تطبيق تدفق (flux) على منطقة المفصل قبل التسخين. الغرض الأساسي منه هو حماية الأسطح من الأكسدة أثناء دورة التسخين.
مع ارتفاع درجة الحرارة، يذوب التدفق ويذيب أي أكاسيد سطحية متبقية، مما يخلق سطحًا نظيفًا كيميائيًا لمعدن الحشو المنصهر للالتصاق به. في اللحام بالنحاس الفراغي، يؤدي الغلاف الجوي المتحكم فيه هذه الوظيفة الوقائية، مما يجعل التدفق غير ضروري.
العملية الأساسية: التسخين والتدفق
هذه هي المرحلة التي يتم فيها إنشاء الرابطة المعدنية. الهدف هو صهر معدن الحشو وجعله يتدفق بشكل موحد في جميع أنحاء المفصل.
تجميع وتثبيت الأجزاء
بمجرد تنظيف المكونات وتطبيق التدفق عليها، يتم تجميعها وتثبيتها بعناية. يجب أن تُمسك بإحكام في وضعها النهائي طوال دورة التسخين والتبريد للحفاظ على الخلوص الصحيح للمفصل.
التسخين الموحد لدرجة حرارة اللحام بالنحاس
يتم تسخين التجميع بالكامل بالتساوي حتى يصل إلى درجة حرارة أعلى من نقطة انصهار معدن الحشو ولكن أقل من نقطة انصهار المعادن الأساسية.
على سبيل المثال، في لحام الألومنيوم بالنحاس، قد يذوب التدفق بين 565-572 درجة مئوية، مع ذوبان معدن الحشو بعد فترة وجيزة عند 577-600 درجة مئوية. التسخين بسرعة كبيرة أو بشكل غير متساوٍ يمكن أن يسبب تشوهًا ومفصلًا غير مكتمل.
سحب معدن الحشو إلى المفصل
بمجرد ذوبان معدن الحشو، تسحبه قوة الخاصية الشعرية إلى الفجوة الضيقة بين المعادن الأساسية. هذا هو السبب في أن التنظيف والخلوص المناسبين حاسمان للغاية—فهما يخلقان المسار المثالي لتدفق السبيكة المنصهرة.
المراحل النهائية: التبريد والتشطيب
لا تكتمل العملية حتى يعود الجزء بأمان إلى درجة حرارة الغرفة ويتم التحقق من مطابقته لمعايير الجودة.
التبريد والصلابة المتحكم بهما
يجب تبريد التجميع ببطء وبشكل موحد. يقلل هذا من الإجهادات الحرارية الداخلية التي يمكن أن تشقق المفصل أو تشوه الجزء أثناء تصلبه وانكماشه.
التنظيف والفحص بعد اللحام بالنحاس
بعد التبريد، يجب إزالة أي بقايا تدفق متبقية، حيث يمكن أن تكون مسببة للتآكل. ثم يتم فحص المفصل المكتمل بدقة للتأكد من جودته، مع ضمان اختراق معدن الحشو للمفصل بالكامل وعدم وجود فراغات أو عيوب.
اعتمادًا على التطبيق، قد تكون هناك حاجة إلى معالجات إضافية بعد اللحام بالنحاس مثل التشغيل الآلي أو التشطيب السطحي.
المتغيرات الرئيسية والمزالق الشائعة
بينما الخطوات واضحة، يعتمد النجاح على التحكم في عدة عوامل حاسمة. سوء إدارة أي من هذه العوامل يمكن أن يؤدي إلى فشل المفصل.
خطر السخونة الزائدة
تسخين التجميع إلى درجة حرارة أعلى بكثير من نقطة انصهار معدن الحشو يمكن أن يتلف أو يذيب المعادن الأساسية. كما يمكن أن يؤدي إلى تدهور خصائص معدن الحشو، مما ينتج عنه مفصل ضعيف وهش.
تأثير التنظيف غير السليم
هذا هو السبب الأكثر شيوعًا لفشل اللحام بالنحاس. إذا لم تكن الأسطح نظيفة تمامًا، فلن "يرطب" معدن الحشو المعدن الأساسي، مما يعني أنه سيتجمع بدلاً من التدفق، مما يخلق فراغات ويمنع تكون الرابطة.
لماذا التحكم في العملية غير قابل للتفاوض
عوامل مثل معدل التسخين، ووقت الاحتفاظ بالحرارة، ومعدل التبريد ليست مجرد اقتراحات—إنها معايير عملية حاسمة. يجب تحسينها لتناسب السبائك المحددة، وهندسة الجزء، والفرن المستخدم لتحقيق نتائج متسقة وعالية الجودة.
اتخاذ القرار الصحيح لهدفك
يعتمد التركيز الذي تضعه على كل خطوة على النتيجة المرجوة.
- إذا كان تركيزك الأساسي هو أقصى قوة للمفصل: أعطِ الأولوية للتنظيف الدقيق للسطح وتحقيق الخلوص الهندسي الدقيق للمفصل لضمان ملء شعري كامل.
- إذا كان تركيزك الأساسي هو منع تشوه الجزء: ركز على التسخين الموحد ودورة تبريد بطيئة ومتحكم بها لتقليل الإجهاد الحراري الداخلي.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة: استثمر في أتمتة خطوات التنظيف والتدفق والتجميع لضمان الاتساق المطلق من جزء إلى آخر.
في النهاية، اللحام بالنحاس الناجح هو نظام حيث كل خطوة تمكن بشكل مباشر نجاح الخطوة التالية.
جدول ملخص:
| الخطوة | الإجراء الرئيسي | الغرض |
|---|---|---|
| 1. التحضير | تنظيف الأسطح، تحديد خلوص المفصل | تمكين الخاصية الشعرية والترابط |
| 2. تطبيق التدفق | تطبيق التدفق (إذا لزم الأمر) | منع الأكسدة أثناء التسخين |
| 3. التجميع والتسخين | تثبيت الأجزاء، التسخين الموحد | صهر معدن الحشو دون تشوه المعدن الأساسي |
| 4. التبريد والفحص | التبريد ببطء، فحص المفصل | ضمان السلامة وجودة التشطيب |
حقق نتائج لحام بالنحاس مثالية مع معدات مختبر KINTEK الدقيقة. سواء كنت تربط معادن للبحث والتطوير، أو تطبيقات الفضاء، أو الصناعة، فإن أفراننا وموادنا الاستهلاكية المتخصصة توفر التسخين الموحد والتحكم في العملية الضروريين لمفاصل قوية وخالية من العيوب. اتصل بخبرائنا اليوم للعثور على حل اللحام بالنحاس المناسب لاحتياجات مختبرك.
دليل مرئي