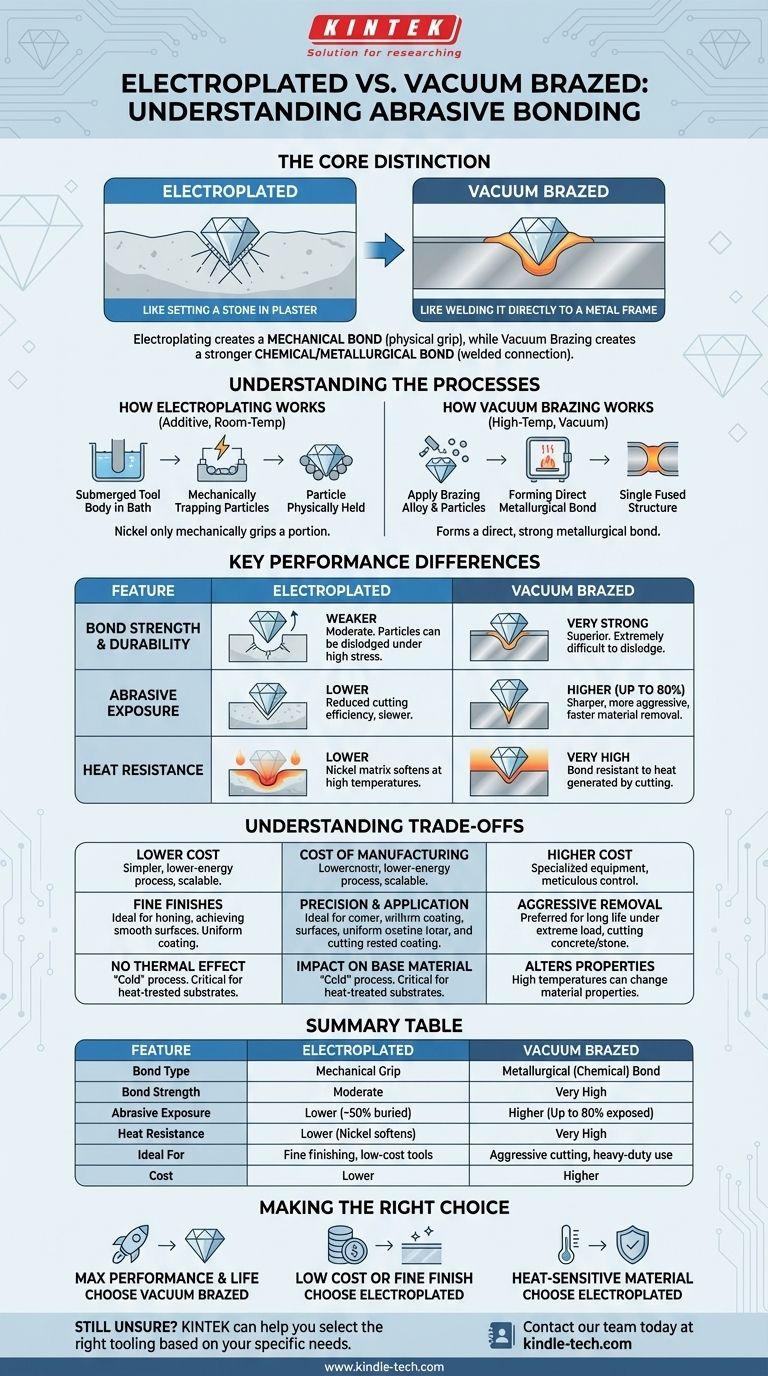
على المستوى الأساسي، يكمن الفرق بين المنتج المطلي بالكهرباء والملحوم بالفراغ في كيفية ربط جسيم كاشط (مثل الماس) بمادة أساسية. يخلق الطلاء الكهربائي رابطة ميكانيكية، حيث تتكون طبقة من المعدن حول الجسيم لتثبيته في مكانه ماديًا. يخلق اللحام بالفراغ رابطة كيميائية ومعدنية أقوى بكثير، حيث يتم لحام الجسيم بالسطح باستخدام سبيكة متخصصة في بيئة عالية الحرارة ومتحكم بها.
التمييز الأساسي الذي يجب فهمه هو هذا: الطلاء الكهربائي يشبه وضع حجر في الجص، بينما اللحام بالفراغ يشبه لحامه مباشرة بإطار معدني. يؤثر هذا الاختلاف في الترابط بشكل مباشر على متانة الأداة وأدائها وتكلفتها.

فهم العمليات الأساسية
لفهم الآثار المترتبة، من الضروري تصور كيفية عمل كل طريقة. إنها تختلف اختلافًا جوهريًا في نهجها تجاه الالتصاق.
كيف يعمل الطلاء الكهربائي
الطلاء الكهربائي هو عملية إضافية تتم في درجة حرارة الغرفة. يتم غمر مادة أساسية (جسم الأداة) في حمام كيميائي، يحتوي عادةً على أملاح النيكل.
يتم تطبيق تيار كهربائي، مما يتسبب في ترسب النيكل على سطح الأداة. يتم إدخال الجسيمات الكاشطة وتصبح محاصرة ماديًا مع تراكم طبقة النيكل حولها، مما يثبتها في مكانها.
الأهم من ذلك، أن النيكل يمسك ميكانيكيًا جزءًا فقط من الجسيم الكاشط. لا توجد رابطة كيميائية بين الجسيم ومصفوفة النيكل.
كيف يعمل اللحام بالفراغ
اللحام بالفراغ هو عملية ربط بدرجة حرارة عالية تتم داخل فرن فراغي، مما يمنع الأكسدة ويضمن رابطة نقية وقوية.
أولاً، يتم تطبيق سبيكة حشو اللحام على جسم الأداة جنبًا إلى جنب مع الجسيمات الكاشطة. ثم يتم تسخين التجميع بأكمله في فرن الفراغ.
تذوب السبيكة، وتتدفق حول قاعدة كل جسيم كاشط من خلال العمل الشعري. تشكل رابطة معدنية مباشرة بين الجسيم وجسم الأداة، مما يخلق هيكلاً مندمجًا واحدًا عند التبريد.
اختلافات الأداء الرئيسية
التمييز بين القبضة الميكانيكية واللحام المعدني له عواقب وخيمة على كيفية أداء الأداة في العالم الحقيقي.
قوة الرابطة والمتانة
يوفر اللحام بالفراغ رابطة فائقة للغاية. الاتصال الكيميائي قوي بشكل لا يصدق، مما يجعل من الصعب للغاية إزاحة جسيم كاشط أثناء الاستخدام المكثف.
الروابط المطلية بالكهرباء أضعف بكثير. تحت الضغط العالي أو الصدمات، يمكن سحب الجسيمات الكاشطة من مصفوفة النيكل الأكثر ليونة، مما يؤدي إلى فشل الأداة قبل الأوان. يُشار إلى هذا غالبًا باسم "الخلع".
تعرض المواد الكاشطة وكفاءة القطع
يسمح اللحام بالفراغ بتعرض أعلى بكثير للجسيم الكاشط - غالبًا ما يصل إلى 80٪ من البلورة مكشوفة. وهذا يخلق أداة قطع أكثر حدة وعدوانية تزيل المواد بشكل أسرع.
في الطلاء الكهربائي، يجب دفن جزء كبير من الجسيم (غالبًا 50٪ أو أكثر) داخل طبقة النيكل لتثبيته. وهذا يقلل من ارتفاع القطع الفعال، مما يؤدي إلى أداة قطع أقل عدوانية وأبطأ.
مقاومة الحرارة
تحدث عملية اللحام في درجات حرارة عالية جدًا، لذا فإن الرابطة الناتجة مقاومة للغاية للحرارة المتولدة أثناء القطع أو الطحن العدواني.
يمكن أن تلين مصفوفة النيكل في الأدوات المطلية بالكهرباء عند درجات حرارة عالية. هذا الضعف في الرابطة هو سبب شائع لفقدان الجسيمات وفشل الأداة في التطبيقات الصعبة.
فهم المفاضلات
لا توجد عملية متفوقة عالميًا؛ يعتمد الاختيار كليًا على متطلبات التطبيق وقيود الميزانية.
تكلفة التصنيع
الطلاء الكهربائي أقل تكلفة بكثير. إنها عملية أبسط وأقل استهلاكًا للطاقة ويمكن إجراؤها على نطاق أوسع بمعدات أقل تعقيدًا.
يتطلب اللحام بالفراغ أفران فراغ متخصصة ومكلفة وتحكمًا أكثر دقة في العملية، مما يجعله طريقة تصنيع أعلى تكلفة.
الدقة وتركيز التطبيق
يتفوق الطلاء الكهربائي في التطبيقات التي تتطلب حبيبات كاشطة دقيقة جدًا للشحذ أو تحقيق تشطيب سطح أملس. تسمح العملية بطلاء كثيف وموحد جدًا من الجسيمات الدقيقة.
اللحام بالفراغ هو الطريقة المفضلة للأدوات المصممة لإزالة المواد العدوانية، والعمر الطويل، والأداء تحت الحمل الشديد، كما هو الحال في قطع الخرسانة أو الحجر أو السبائك الغريبة.
التأثير على المادة الأساسية
نظرًا لأن الطلاء الكهربائي عملية "باردة"، فليس له تأثير حراري على المادة الأساسية. وهذا أمر بالغ الأهمية عند العمل مع الركائز التي تم معالجتها بالحرارة أو تخميرها.
يمكن أن تؤدي درجات الحرارة العالية المطلوبة للحام بالفراغ إلى تغيير خصائص المادة الأساسية. يجب أخذ ذلك في الاعتبار في مرحلة الهندسة واختيار المواد.
اتخاذ القرار الصحيح لتطبيقك
في النهاية، يجب أن يسترشد قرارك بالأداء الذي تتطلبه والميزانية المتاحة لديك.
- إذا كان تركيزك الأساسي هو أقصى أداء وعمر أداة طويل: اللحام بالفراغ هو الخيار الواضح لقوة ربطه الفائقة، ومقاومته للحرارة، وعمل القطع العدواني.
- إذا كان تركيزك الأساسي هو التكلفة الأولية المنخفضة أو التشطيب السطحي الدقيق: يوفر الطلاء الكهربائي حلاً مناسبًا تمامًا بسعر أكثر سهولة.
- إذا كنت تعمل بمادة أساسية حساسة للحرارة: الطلاء الكهربائي هو الخيار الأكثر أمانًا، لأنه يتجنب درجات الحرارة العالية التي قد تعرض سلامة المادة للخطر.
اختيار طريقة التصنيع الصحيحة يدور حول مواءمة قدرات الأداة مع متطلبات المهمة.
جدول ملخص:
| الميزة | مطلي بالكهرباء | ملحوم بالفراغ |
|---|---|---|
| نوع الرابطة | قبضة ميكانيكية | رابطة معدنية (كيميائية) |
| قوة الرابطة | متوسطة | عالية جدًا |
| تعرض المواد الكاشطة | أقل (~50% مدفون) | أعلى (حتى 80% مكشوف) |
| مقاومة الحرارة | أقل (النيكل يلين) | عالية جدًا |
| مثالي لـ | التشطيب الدقيق، الأدوات منخفضة التكلفة | القطع العدواني، الاستخدام الشاق |
| التكلفة | أقل | أعلى |
ما زلت غير متأكد من أي طريقة هي الأفضل لتطبيقك؟
تتخصص KINTEK في معدات ومستهلكات المختبرات الدقيقة، وتخدم مجموعة واسعة من احتياجات المختبرات والصناعة. يمكن لخبرائنا مساعدتك في اختيار الأدوات المناسبة بناءً على المواد المحددة ومتطلبات الأداء والميزانية.
اتصل بفريقنا اليوم لمناقشة مشروعك واكتشاف كيف يمكن لتقنية الربط الصحيحة أن تعزز كفاءة أداتك ومتانتها وأدائها العام.
دليل مرئي