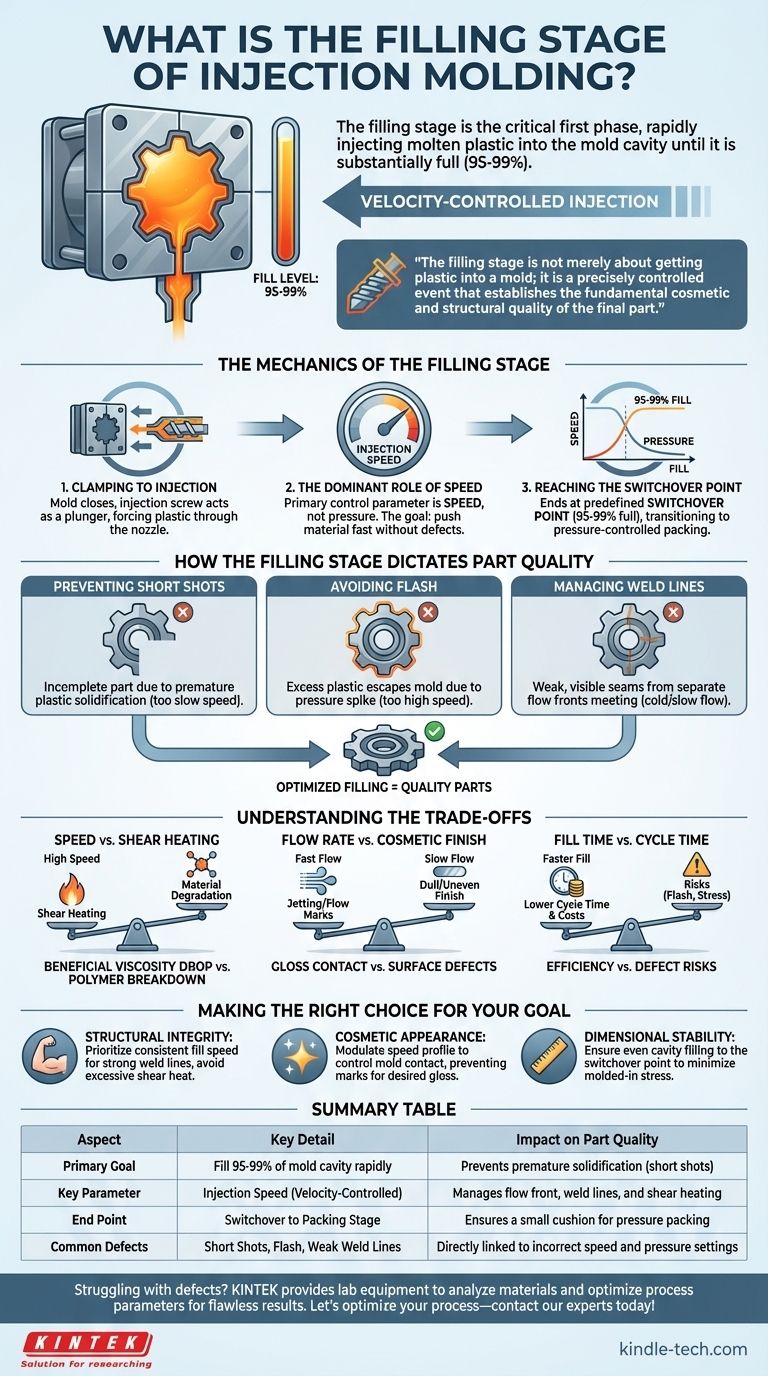
تُعد مرحلة الملء المرحلة الأولى الحاسمة في عملية القولبة بالحقن. تبدأ لحظة إغلاق نصفي القالب بإحكام وتتضمن حقن المادة البلاستيكية المنصهرة بسرعة في تجويف القالب الفارغ. يستمر هذا الحدث عالي السرعة وعالي الضغط حتى يمتلئ التجويف إلى حد كبير، عادةً ما بين 95% و 99%.
لا تقتصر مرحلة الملء على مجرد إدخال البلاستيك في القالب؛ بل هي حدث يتم التحكم فيه بدقة يحدد الجودة التجميلية والهيكلية الأساسية للجزء النهائي. تحدد المعلمات المحددة خلال هذه الثواني القليلة كل شيء بدءًا من التشطيب السطحي وحتى القوة الداخلية.

آليات مرحلة الملء
لفهم أهميتها، يجب عليك أولاً فهم تسلسل الأحداث. مرحلة الملء هي عملية ديناميكية تحكمها السرعة والضغط ودرجة الحرارة.
من الإغلاق إلى الحقن
تبدأ الدورة بإغلاق القالب وتثبيته بقوة هائلة بواسطة وحدة التثبيت. بمجرد تأمينه، يتحرك لولب وحدة الحقن إلى الأمام مثل مكبس، مما يجبر البلاستيك المنصهر المتراكم على المرور عبر الفوهة وإلى نظام العداء (runner system) الخاص بالقالب.
الدور المهيمن للسرعة
أثناء مرحلة الملء، يكون متغير التحكم الأساسي هو سرعة الحقن، وليس الضغط. الهدف هو دفع المادة إلى القالب بأسرع ما يمكن دون التسبب في عيوب. يضمن هذا النهج المتحكم فيه بالسرعة ملء التجويف بالكامل قبل أن يتمكن أي جزء من البلاستيك من التبريد والتصلب بشكل سابق لأوانه.
الوصول إلى نقطة التبديل
تنتهي مرحلة الملء عند موضع محدد مسبقًا يُعرف باسم نقطة التبديل (switchover point). هذه هي اللحظة الحاسمة التي ينتقل فيها الجهاز من مرحلة "الملء" عالية السرعة إلى مرحلة "التعبئة" التي يتم التحكم فيها بالضغط. يحدث هذا التبديل عادةً عندما يكون القالب ممتلئًا بنسبة 95% إلى 99%، تاركًا وسادة صغيرة ليتم ملؤها أثناء مرحلة التعبئة اللاحقة.
كيف تحدد مرحلة الملء جودة الجزء
يمكن إرجاع ما يقرب من جميع عيوب القولبة الشائعة إلى مرحلة ملء غير مُتحكم بها بشكل صحيح. كيفية دخول البلاستيك وتدفقه داخل القالب أمر بالغ الأهمية.
منع اللقطات الناقصة (Short Shots)
اللقطة الناقصة (Short Shot) هي جزء غير مكتمل، يحدث إذا تصلب البلاستيك المنصهر قبل أن يملأ تجويف القالب بالكامل. غالبًا ما يكون هذا ناتجًا عن سرعة حقن بطيئة جدًا، مما يسمح للمادة بالتبريد بشكل مفرط أثناء انتقالها.
تجنب الوميض (Flash)
الوميض (Flash) هو المشكلة المعاكسة: طبقة رقيقة من البلاستيك الزائد تهرب من تجويف القالب، عادةً عند خط الفصل (parting line). يمكن أن يحدث هذا إذا كانت سرعة الحقن عالية جدًا، مما يؤدي إلى حدوث ارتفاع مفاجئ في الضغط يدفع نصفي القالب بعيدًا قليلاً.
إدارة خطوط اللحام (Weld Lines)
عندما يتدفق البلاستيك المنصهر حول قلب (core) أو يدخل من بوابات متعددة، يجب أن تلتقي جبهات التدفق المنفصلة وتندمج. النقطة التي تلتقي فيها تسمى خط اللحام (weld line). يؤدي جبهة تدفق باردة أو بطيئة الحركة إلى خط لحام ضعيف، وغالبًا ما يكون مرئيًا، مما يعرض قوة الجزء ومظهره للخطر.
فهم المفاضلات
يعد تحسين مرحلة الملء بمثابة موازنة. قد يؤدي السعي لتحقيق هدف ما إلى التأثير سلبًا على هدف آخر، مما يتطلب دراسة متأنية للمادة وتصميم الجزء.
السرعة مقابل تسخين القص (Shear Heating)
تولد سرعات الحقن العالية احتكاكًا أثناء تدفق البلاستيك، وهي ظاهرة تُعرف باسم تسخين القص (shear heating). يمكن أن يكون هذا مفيدًا، لأنه يقلل من لزوجة البلاستيك ويساعده على ملء الأجزاء الرقيقة. ومع ذلك، يمكن أن يؤدي القص المفرط إلى تدهور البوليمر، وتكسير سلاسله الجزيئية وإضعاف الجزء النهائي.
معدل التدفق مقابل التشطيب التجميلي
تؤثر السرعة التي يلامس بها البلاستيك المنصهر جدار القالب بشكل مباشر على لمعان وتشطيب الجزء. يمكن أن يتسبب الحقن السريع في تأثير "النفث" (jetting)، مما يسبب علامات تدفق على السطح. في المقابل، قد يؤدي الملء البطيء جدًا إلى تشطيب باهت أو غير متساوٍ.
وقت الملء مقابل وقت الدورة
بطبيعة الحال، يؤدي وقت الملء الأسرع إلى تقليل وقت الدورة الإجمالي، مما يزيد من كفاءة الإنتاج ويقلل التكاليف. ومع ذلك، يجب موازنة هذا السعي وراء السرعة مع خطر التسبب في عيوب مثل الوميض، أو الإجهادات الداخلية العالية، أو تدهور المواد.
اتخاذ الخيار الصحيح لهدفك
تعتمد استراتيجية الملء المثالية بالكامل على المتطلبات المحددة للجزء.
- إذا كان تركيزك الأساسي هو السلامة الهيكلية: إعطاء الأولوية لسرعة ملء ثابتة تضمن خطوط لحام قوية وتمنع تدهور المادة بسبب حرارة القص المفرطة.
- إذا كان تركيزك الأساسي هو المظهر التجميلي: تعديل ملف تعريف سرعة الحقن لإدارة كيفية ملامسة البلاستيك لجدار القالب، ومنع علامات التدفق وتحقيق لمعان السطح المطلوب.
- إذا كان تركيزك الأساسي هو الاستقرار الأبعادي: ضمان ملء التجويف بالتساوي وبشكل متسق حتى نقطة التبديل، مما يقلل من الإجهاد المقولب الذي يمكن أن يسبب التواء لاحقًا.
في نهاية المطاف، يعد إتقان مرحلة الملء هو الخطوة الأولى والأكثر أهمية نحو إنتاج أجزاء قولبة بالحقن متسقة وعالية الجودة.
جدول ملخص:
| الجانب | التفاصيل الرئيسية | التأثير على جودة الجزء |
|---|---|---|
| الهدف الأساسي | ملء 95-99% من تجويف القالب بسرعة | يمنع التصلب المبكر (اللقطات الناقصة) |
| المتغير الرئيسي | سرعة الحقن (يتم التحكم فيها بالسرعة) | يدير جبهة التدفق، وخطوط اللحام، وتسخين القص |
| نقطة النهاية | التبديل إلى مرحلة التعبئة | يضمن بقاء وسادة صغيرة من المادة للتعبئة بالضغط |
| العيوب الشائعة | اللقطات الناقصة، الوميض، خطوط اللحام الضعيفة | مرتبطة مباشرة بإعدادات السرعة والضغط غير الصحيحة |
هل تعاني من عيوب في القولبة مثل اللقطات الناقصة أو الوميض؟ إن دقة مرحلة الملء لديك أمر بالغ الأهمية. في KINTEK، نحن متخصصون في توفير معدات المختبرات عالية الأداء والمواد الاستهلاكية اللازمة لتحليل المواد، وتحسين معلمات عمليتك، وتحقيق نتائج خالية من العيوب. تدعم خبرتنا المختبرات في إتقان القولبة بالحقن لتحقيق سلامة هيكلية وتشطيبات تجميلية فائقة. دعنا نحسن عمليتك - اتصل بخبرائنا اليوم للحصول على استشارة!
دليل مرئي