أقصى درجة حرارة للخدمة للمفصل الملحوم بالنحاس ليست قيمة واحدة، بل هي معلمة تصميم حاسمة تحددها في المقام الأول مادة حشو اللحام بالنحاس (BFM) المستخدمة. كقاعدة عامة، يجب ألا تتجاوز درجة حرارة الخدمة 50% من درجة حرارة التصلب (الانصهار) لمعدن الحشو، مقاسة على مقياس مطلق، وغالبًا ما يجب أن تبقى أقل من ذلك اعتمادًا على الحمل والبيئة.
تعتمد موثوقية المفصل الملحوم بالنحاس في درجات الحرارة العالية على أكثر من مجرد نقطة انصهار سبيكة الحشو. يجب أن تأخذ في الاعتبار تدهور قوة السبيكة، ومقاومة الزحف، وسلوك الأكسدة مع اقترابها من درجة حرارة التصلب.

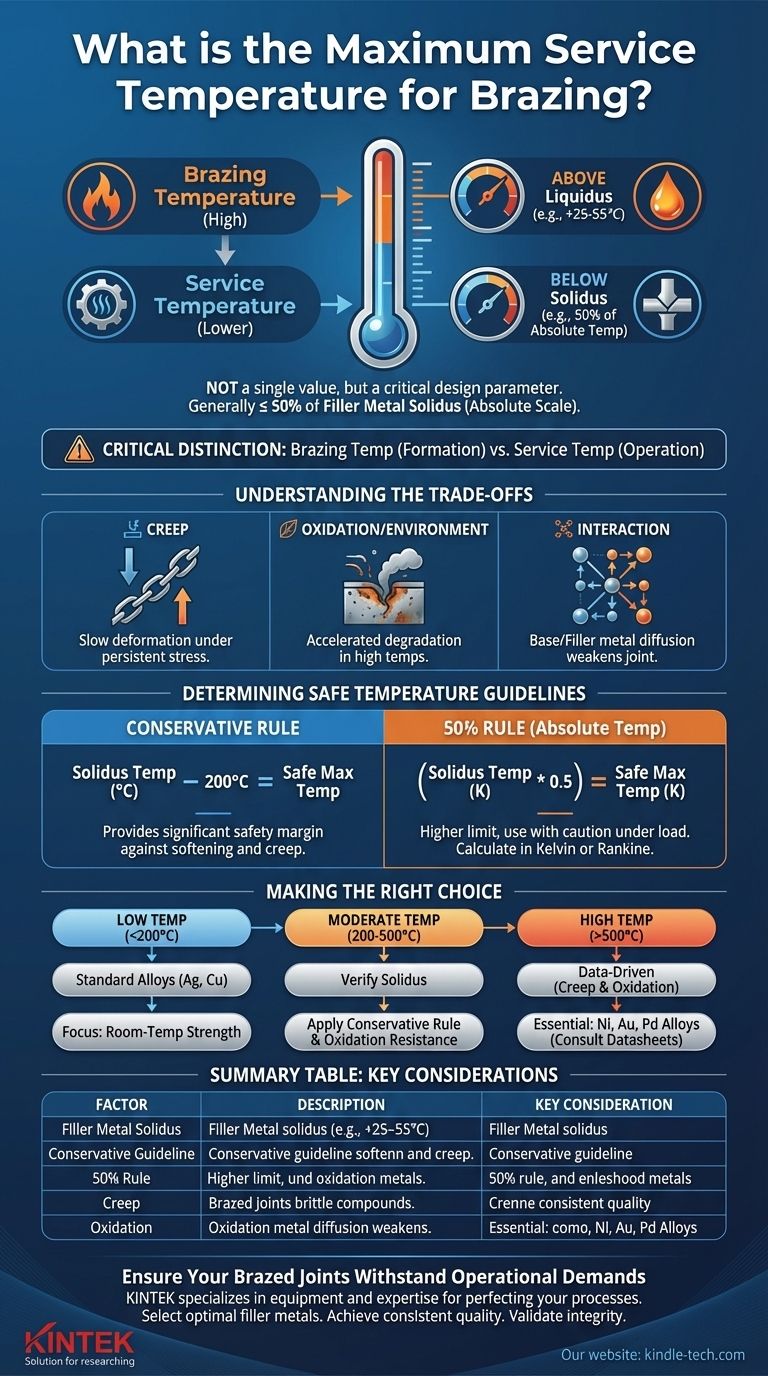
التمييز الحاسم: درجة حرارة اللحام بالنحاس مقابل درجة حرارة الخدمة
لضمان سلامة المفصل، يجب أن تفهم الفرق بين درجة الحرارة المطلوبة لإنشاء المفصل ودرجة الحرارة التي يمكن أن يتحملها في تطبيقه النهائي.
تعريف درجة حرارة اللحام بالنحاس
درجة حرارة اللحام بالنحاس هي درجة الحرارة التي يتم تسخين التجميع إليها لإذابة معدن الحشو وتشكيل المفصل. يجب أن تكون هذه الدرجة أعلى من درجة السيولة لمعدن الحشو — النقطة التي يكون فيها منصهرًا بالكامل. من الممارسات الشائعة تسخين التجميع بما لا يقل عن 25-55 درجة مئوية (50-100 درجة فهرنهايت) فوق درجة السيولة لضمان التدفق والترطيب المناسبين.
تعريف درجة حرارة الخدمة
أقصى درجة حرارة للخدمة هي أعلى درجة حرارة يمكن أن يتحملها المفصل المكتمل أثناء التشغيل دون فقدان حرج للقوة الميكانيكية أو الفشل. يحد من ذلك أساسًا درجة حرارة التصلب لمعدن الحشو — النقطة التي يبدأ فيها بالانصهار. مع اقتراب درجة حرارة الخدمة من درجة حرارة التصلب، يلين معدن الحشو ويفقد قوته بسرعة.
كيفية تحديد درجة حرارة خدمة آمنة
بينما يكون اختبار التطبيق المحدد هو الأفضل دائمًا، توجد إرشادات هندسية راسخة لتقدير أقصى درجة حرارة خدمة آمنة.
إرشادات "التصلب ناقص" (قاعدة محافظة)
قاعدة عامة مستخدمة على نطاق واسع ومحافظة هي الحفاظ على أقصى درجة حرارة للخدمة عند 200 درجة مئوية على الأقل (حوالي 390 درجة فهرنهايت) أقل من درجة حرارة التصلب لمعدن حشو اللحام بالنحاس. يوفر هذا هامش أمان كبيرًا ضد التليين والزحف.
على سبيل المثال، معدن الحشو الشائع القائم على الفضة BAg-7 له درجة تصلب تبلغ 652 درجة مئوية (1205 درجة فهرنهايت). تطبيق هذه القاعدة يشير إلى أن أقصى درجة حرارة للخدمة تبلغ حوالي 452 درجة مئوية (815 درجة فهرنهايت).
قاعدة 50% (درجة الحرارة المطلقة)
تنص إرشادات أخرى على أن درجة حرارة الخدمة يجب ألا تتجاوز 50% من درجة حرارة التصلب عند قياسها على مقياس مطلق (كلفن أو رانكين).
- للحساب باستخدام كلفن:
أقصى درجة حرارة للخدمة (درجة مئوية) = [ (درجة حرارة التصلب درجة مئوية + 273.15) * 0.5 ] - 273.15 - للحساب باستخدام رانكين:
أقصى درجة حرارة للخدمة (درجة فهرنهايت) = [ (درجة حرارة التصلب درجة فهرنهايت + 459.67) * 0.5 ] - 459.67
غالبًا ما تعطي هذه القاعدة حدًا أعلى لدرجة الحرارة من الإرشادات المحافظة ويجب استخدامها بحذر، خاصة تحت الحمل الميكانيكي العالي.
فهم المقايضات: ما وراء قواعد درجة الحرارة البسيطة
الاعتماد فقط على حساب نقطة الانصهار غير كافٍ للتطبيقات الحرجة. الأداء الحقيقي للمفصل الملحوم بالنحاس في درجات الحرارة العالية هو توازن بين عدة عوامل.
تهديد الزحف
الزحف هو ميل المادة الصلبة إلى التشوه الدائم تحت تأثير الإجهاد الميكانيكي المستمر، حتى تحت قوة الخضوع. هذه الظاهرة تعتمد بشكل كبير على درجة الحرارة. مع زيادة درجة حرارة الخدمة، تقل مقاومة معدن الحشو للزحف، ويمكن أن يفشل المفصل تحت حمل ثابت ببطء بمرور الوقت.
تأثير الأكسدة والبيئة
تسرع درجات الحرارة العالية بشكل كبير الأكسدة والتآكل. تحدد بيئة الخدمة (مثل الهواء، غاز العادم، الفراغ) أي معدن حشو مناسب. قد تتدهور سبيكة BFM القوية في جو خامل بسرعة وتفشل في الهواء المؤكسد عند نفس درجة الحرارة. لهذا السبب يتم تحديد سبائك النيكل والمعادن الثمينة للتطبيقات الصناعية والفضائية ذات درجات الحرارة العالية.
التفاعل مع المعدن الأساسي
على مدى فترات طويلة في درجات حرارة مرتفعة، يمكن أن تنتشر الذرات من معدن الحشو والمعدن الأساسي إلى بعضها البعض. يمكن أن يشكل هذا مركبات بين معدنية هشة داخل المفصل، مما يقلل من ليونته ومقاومته للتعب الناتج عن الدورات الحرارية.
اتخاذ القرار الصحيح لهدفك
يتطلب اختيار معدن حشو اللحام بالنحاس الصحيح مطابقة خصائصه لمتطلبات التشغيل الخاصة بك.
- إذا كان تركيزك الأساسي على خدمة درجات الحرارة المنخفضة (< 200 درجة مئوية / 400 درجة فهرنهايت): عادةً ما تكون سبائك الفضة أو النحاس القياسية كافية، حيث تكون القوة الميكانيكية في درجة حرارة الغرفة هي الشغل الشاغل.
- إذا كان تركيزك الأساسي على خدمة درجات الحرارة المعتدلة (200-500 درجة مئوية / 400-930 درجة فهرنهايت): يجب عليك التحقق بعناية من درجة حرارة التصلب لـ BFM وتطبيق القاعدة المحافظة "التصلب ناقص 200 درجة مئوية"، مع مراعاة مقاومة الأكسدة أيضًا.
- إذا كان تركيزك الأساسي على خدمة درجات الحرارة العالية (> 500 درجة مئوية / 930 درجة فهرنهايت): يجب أن يعتمد قرارك على بيانات قوة الزحف ومقاومة الأكسدة، وليس نقاط الانصهار البسيطة. تعد معادن الحشو القائمة على النيكل أو الذهب أو البلاديوم ضرورية، والرجوع إلى أوراق البيانات الفنية الخاصة بها إلزامي.
في النهاية، تصميم مفصل ملحوم بالنحاس متين يتعلق بفهم أن بيئة الخدمة تحدد اختيار المواد.
جدول ملخص:
| العامل | الوصف | الاعتبار الرئيسي |
|---|---|---|
| تصلب معدن الحشو | درجة الحرارة التي يبدأ عندها الانصهار. | يجب أن تكون درجة حرارة الخدمة أقل بكثير من درجة التصلب. |
| إرشادات محافظة | درجة حرارة الخدمة ≤ درجة حرارة التصلب - 200 درجة مئوية (~390 درجة فهرنهايت). | توفر هامش أمان ضد التليين. |
| قاعدة 50% (درجة حرارة مطلقة) | درجة حرارة الخدمة ≤ 50% من درجة حرارة التصلب (بالكلفن/رانكين). | غالبًا ما تعطي حدًا أعلى؛ استخدم بحذر تحت الحمل. |
| الزحف | تشوه بطيء تحت الإجهاد في درجات الحرارة العالية. | حاسم للمفاصل تحت حمل ميكانيكي ثابت. |
| الأكسدة/البيئة | التدهور من الهواء أو الغازات أو الفراغ. | يحدد اختيار سبيكة معدن الحشو المناسبة. |
تأكد من أن مفاصلك الملحومة بالنحاس تتحمل متطلبات التشغيل
يتطلب تصميم مجموعة لحام بالنحاس موثوقة لخدمة درجات الحرارة العالية معرفة متخصصة بعلوم المواد والتحديات الخاصة بالتطبيق. يمكن أن يؤدي اختيار معدن الحشو الخاطئ إلى فشل المفصل قبل الأوان، وتكاليف توقف باهظة، ومخاطر تتعلق بالسلامة.
تتخصص KINTEK في توفير المعدات والمواد الاستهلاكية المختبرية التي تحتاجها لإتقان عمليات اللحام بالنحاس الخاصة بك. سواء كنت تقوم بتطوير نماذج أولية أو تحسين الإنتاج، فإننا نوفر الأدوات والخبرة لمساعدتك في:
- اختيار معدن حشو اللحام بالنحاس الأمثل لمتطلبات درجة الحرارة والحمل والبيئة الخاصة بك.
- تحقيق مفاصل متسقة وعالية الجودة مع تحكم دقيق في درجة الحرارة.
- التحقق من سلامة المفصل للتطبيقات الحرجة.
لا تترك أداء مفصلك للصدفة. اتصل بخبرائنا اليوم لمناقشة تحديات اللحام بالنحاس الخاصة بك وكيف يمكن لـ KINTEK دعم نجاح مختبرك.
دليل مرئي