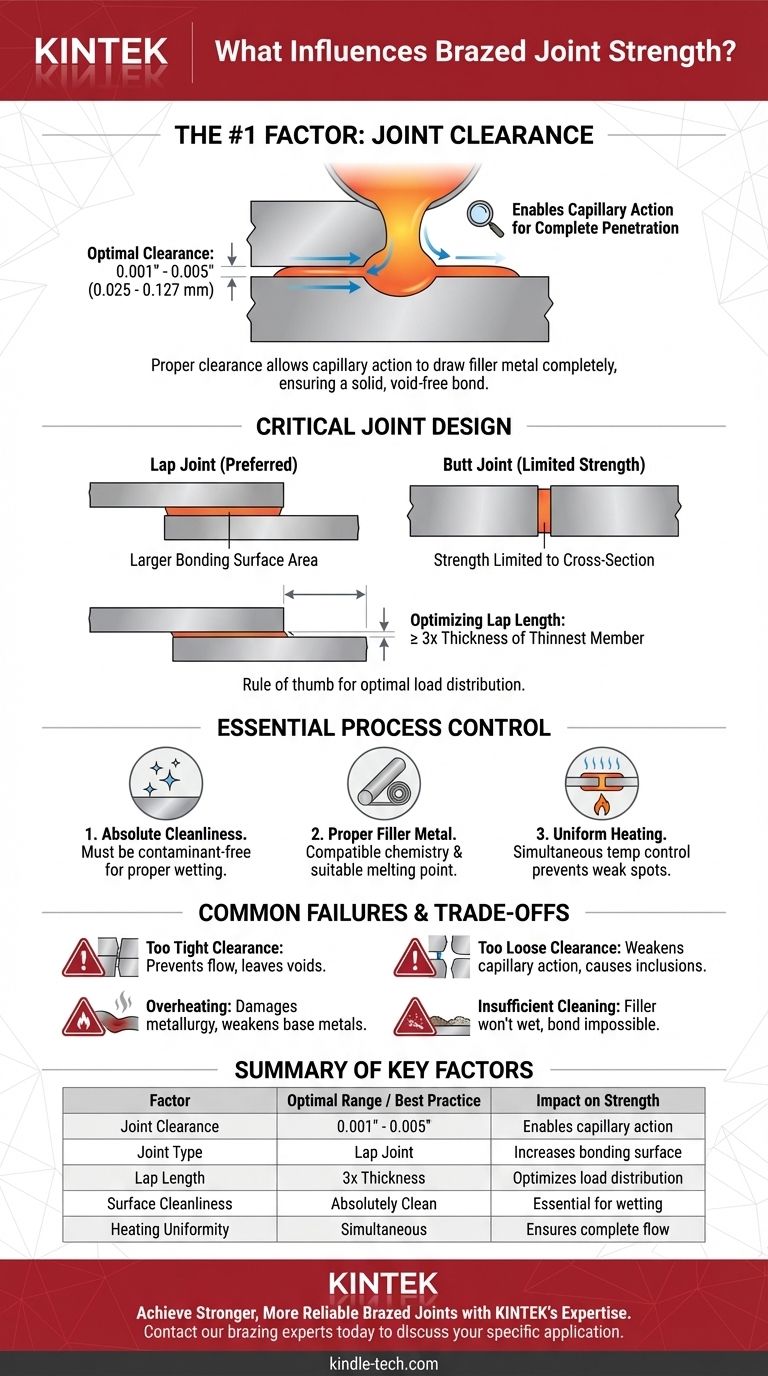
بينما توجد عدة عوامل حاسمة، فإن أهم عامل تصميم فردي يؤثر على قوة الوصلة الملحومة بالنحاس هو خلوص الوصلة. هذه هي الفجوة المادية بين المادتين الأساسيتين اللتين يتم ربطهما. الخلوص المناسب هو ما يسمح للعملية الشعرية بسحب المعدن الحشو المنصهر بالكامل إلى الوصلة، مما يضمن رابطة صلبة وخالية من الفراغات عند التبريد.
إن تحقيق وصلة لحام نحاسي قوية لا يتعلق بإتقان متغير واحد، بل بالتحكم في نظام من العوامل المترابطة. خلوص الوصلة هو الأساس، ولكن بدون نظافة تامة وتسخين صحيح، حتى الفجوة المثالية ستؤدي إلى فشل الوصلة.

الدور الحاسم لتصميم الوصلة
تُحدد قوة تجميع اللحام بالنحاس قبل إشعال الشعلة. يحدد التصميم الميكانيكي للوصلة نفسها الحد الأعلى لأدائها المحتمل.
خلوص الوصلة: أساس القوة
يتحكم خلوص الوصلة بشكل مباشر في فعالية العمل الشعري. هذه القوة مسؤولة عن سحب المعدن الحشو السائل إلى الفجوة، حتى ضد قوة الجاذبية.
يضمن الخلوص الأمثل، الذي يتراوح عادة بين 0.001 بوصة و 0.005 بوصة (0.025 ملم إلى 0.127 ملم)، أن المعدن الحشو يمكنه ملء الفراغ بالكامل، مما يخلق رابطة معدنية قوية مع كلا السطحين.
وصلات التراكب مقابل وصلات التناكبي
للتطبيقات التي تتطلب أقصى قوة، يفضل بشدة وصلة التراكب على وصلة التناكبي. تقتصر قوة وصلة التناكبي على مساحة المقطع العرضي لأرق جزء.
ومع ذلك، تخلق وصلة التراكب مساحة سطح ربط أكبر بكثير. وهذا يسمح بتوزيع الحمل بشكل أكثر فعالية، مما يضمن أن الوصلة النهائية أقوى من المعادن الأصلية نفسها.
تحسين طول التراكب
بالنسبة لوصلة التراكب، القاعدة العامة هي جعل طول التراكب على الأقل ثلاثة أضعاف سمك أرق جزء يتم ربطه.
تؤدي زيادة طول التراكب بعد هذه النقطة إلى تناقص العوائد ويمكن أن تزيد من الإجهاد والتكلفة دون تحقيق مكسب كبير في القوة القابلة للاستخدام.
عوامل التحكم الأساسية في العملية
سيفشل التصميم المثالي إذا لم يتم التحكم في عملية اللحام بالنحاس نفسها بدقة. كل خطوة من الخطوات التالية حاسمة لتحقيق قوة الوصلة المصممة.
مبدأ النظافة
يجب أن تكون أسطح المعادن الأصلية نظيفة تمامًا. أي ملوثات - مثل الزيوت أو الشحوم أو الأكاسيد - ستمنع المعدن الحشو من "ترطيب" الأسطح.
إذا لم يتمكن المعدن الحشو من ترطيب المادة، فلن يتمكن من تكوين رابطة معدنية. هذا سبب شائع ومباشر لفشل الوصلة.
الاختيار الصحيح للمعدن الحشو
يعد اختيار المعدن الحشو أمرًا بالغ الأهمية. يجب أن يكون متوافقًا كيميائيًا مع المعادن الأصلية ومناسبًا لظروف الخدمة المقصودة (مثل درجة الحرارة، البيئة المسببة للتآكل).
يجب أن تكون نقطة انصهار المعدن الحشو أيضًا أقل من نقطة انصهار المعادن الأصلية، ويجب أن تتطابق خصائص تدفقه مع تصميم الوصلة.
التسخين الموحد والتحكم في درجة الحرارة
الهدف هو رفع درجة حرارة كلا مكوني التجميع إلى درجة حرارة اللحام بالنحاس بشكل موحد ومتزامن.
إذا كان أحد الأجزاء أكثر سخونة من الآخر، فسيتدفق المعدن الحشو فقط إلى الجانب الأكثر سخونة، مما يؤدي إلى وصلة غير مكتملة وضعيفة. يجب أن تكون درجة الحرارة مرتفعة بما يكفي لإذابة الحشو ولكن منخفضة بما يكفي لتجنب إتلاف المعادن الأصلية.
فهم المفاضلات والإخفاقات الشائعة
يتطلب تحقيق لحام نحاسي ناجح التنقل في نافذة ضيقة من الظروف المثالية. الانحراف عن هذه المعايير هو المصدر الرئيسي لضعف الوصلة.
مشكلة الخلوص غير الصحيح
سيمنع الخلوص الضيق جدًا المعدن الحشو المنصهر من التدفق إلى الوصلة، مما يترك فراغات ومناطق غير متصلة.
يضعف الخلوص الواسع جدًا العمل الشعري. وهذا يؤدي إلى فراغات كبيرة، وتضمينات تدفق، ووصلة نهائية تتكون بشكل أساسي من المعدن الحشو الأضعف بدلاً من خط ربط رفيع وقوي.
مخاطر السخونة الزائدة
يمكن أن يكون تطبيق الحرارة الزائدة أو التسخين لفترة طويلة مدمرًا للغاية. يمكن أن يتلف التركيب المعدني للمعادن الأصلية، مما يتسبب في إضعافها أو تشوهها.
يمكن أن تؤدي السخونة الزائدة أيضًا إلى إتلاف المعدن الحشو نفسه، مما يتسبب في تبخر مكوناته وتغيير خصائص أدائه.
تأثير عدم كفاية التنظيف
هذه نقطة فشل مطلقة. إذا لم تكن الأسطح نظيفة، فإن الرابطة المعدنية مستحيلة. سيتجمع المعدن الحشو ببساطة ويرفض التدفق عبر أسطح الوصلة.
اتخاذ القرار الصحيح لتطبيقك
يعتمد النهج الأمثل على الأهداف المحددة لتجميعك. استخدم هذه المبادئ لتوجيه قرارات التصميم والعملية الخاصة بك.
- إذا كان تركيزك الأساسي على أقصى قوة: أعط الأولوية لوصلة تراكب ذات تراكب أمثل، وحافظ على خلوص وصلة دقيق (0.001 بوصة - 0.003 بوصة)، وطبق بروتوكولات تنظيف صارمة.
- إذا كان تركيزك الأساسي على ربط معادن مختلفة: انتبه بشكل خاص لاختيار المعدن الحشو لضمان التوافق المعدني، وفكر في كيفية تأثير معدلات التمدد الحراري المختلفة على خلوص الوصلة أثناء التسخين.
- إذا كان تركيزك الأساسي على الإنتاج بكميات كبيرة: صمم الوصلة لتحديد الموقع الذاتي، واستخدم حلقات أو معاجين حشو معدنية مسبقة التشكيل، وقم بتطوير عملية تسخين آلية قابلة للتكرار (مثل اللحام بالحث أو الفرن).
في النهاية، الوصلة الملحومة بالنحاس القوية هي نتاج مباشر للتصميم المدروس والتحكم المنضبط في العملية.
جدول الملخص:
| العامل الرئيسي | النطاق الأمثل / أفضل الممارسات | التأثير على قوة الوصلة |
|---|---|---|
| خلوص الوصلة | 0.001 بوصة - 0.005 بوصة (0.025 - 0.127 ملم) | يمكّن العمل الشعري لاختراق المعدن الحشو بالكامل |
| نوع الوصلة | وصلة تراكب (مقابل وصلة تناكبي) | يزيد من مساحة سطح الربط للحصول على قوة فائقة |
| طول التراكب | 3 أضعاف سمك أرق جزء | يحسن توزيع الحمل دون إضافة إجهاد غير ضروري |
| نظافة السطح | خالٍ تمامًا من الملوثات | ضروري لترطيب المعدن الحشو بشكل صحيح والربط المعدني |
| انتظام التسخين | تسخين متزامن وموحد لكلا الجزأين | يضمن تدفق المعدن الحشو بالكامل ويمنع نقاط الضعف |
احصل على وصلات لحام نحاسي أقوى وأكثر موثوقية مع خبرة KINTEK.
سواء كنت تربط معادن مختلفة، أو تحسن الإنتاج بكميات كبيرة، أو تسعى للحصول على أقصى قوة، فإن المعدات والمواد الاستهلاكية المناسبة أمر بالغ الأهمية. تتخصص KINTEK في معدات المختبرات الدقيقة وحلول اللحام بالنحاس التي توفر:
- تسخينًا متسقًا وموحدًا لتدفق المعدن الحشو بلا عيوب
- أنظمة التحكم في درجة الحرارة لمنع السخونة الزائدة وتلف المواد
- أدوات تحضير السطح لضمان النظافة المطلقة للربط المثالي
يتفهم فريقنا التوازن الدقيق بين تصميم الوصلة واختيار المواد والتحكم في العملية. دعنا نساعدك على تحسين عمليات اللحام بالنحاس للحصول على نتائج ممتازة.
اتصل بخبراء اللحام بالنحاس لدينا اليوم لمناقشة تطبيقك المحدد واكتشاف كيف يمكن لحلول KINTEK أن تعزز عملية التصنيع الخاصة بك.
دليل مرئي