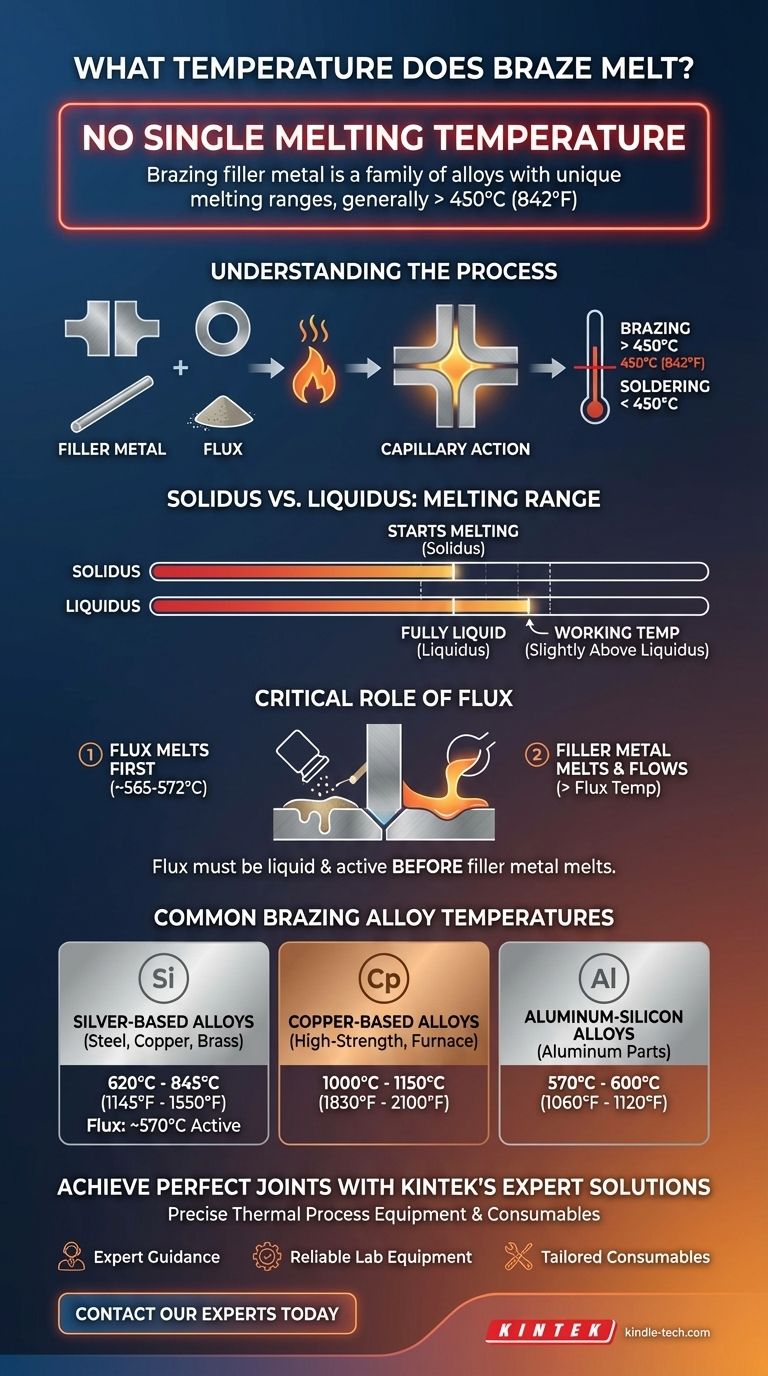
لا توجد درجة حرارة انصهار واحدة محددة لـ "اللحام بالنحاس". معدن حشو اللحام بالنحاس هو عائلة من السبائك، لكل منها نطاق انصهار فريد مصمم لتطبيقات محددة. تبدأ هذه الدرجات الحرارية عمومًا فوق 450 درجة مئوية (842 درجة فهرنهايت) ويمكن أن تتجاوز 1100 درجة مئوية (2012 درجة فهرنهايت)، اعتمادًا على تركيب السبيكة.
المفهوم الأكثر أهمية الذي يجب فهمه هو أن اللحام بالنحاس يتضمن مادتين مختلفتين بنقطتي انصهار مختلفتين: التدفق (flux) والمعدن الحشو (filler metal). للحصول على وصلة ناجحة، يجب أن يصبح التدفق نشطًا وسائلاً عند درجة حرارة أقل من نقطة انصهار المعدن الحشو.

فهم عملية اللحام بالنحاس
لاختيار درجة الحرارة الصحيحة، يجب عليك أولاً التمييز بين المواد والعملية نفسها. غالبًا ما يُستخدم مصطلح "اللحام بالنحاس" بشكل فضفاض، مما يؤدي إلى الارتباك.
درجة الحرارة المحددة للحام بالنحاس
اللحام بالنحاس هو عملية ربط معدني حيث يتم تسخين معدن حشو فوق نقطة انصهاره وتوزيعه بين جزأين أو أكثر متقاربين بواسطة الفعل الشعري. المعيار الدولي الذي يفصل اللحام بالنحاس عن نظيره ذي درجة الحرارة المنخفضة، وهو اللحام بالقصدير، هو درجة حرارة عملية تبلغ 450 درجة مئوية (842 درجة فهرنهايت).
أي عملية تستخدم معدن حشو ينصهر تحت هذا الحد تعتبر لحامًا بالقصدير.
معدن حشو اللحام بالنحاس: سبيكة، وليست معدنًا نقيًا
المادة المستخدمة لإنشاء الوصلة هي معدن حشو اللحام بالنحاس. نادرًا ما تكون هذه معادن نقية، بل هي سبائك—مزيج من عنصرين معدنيين أو أكثر.
هذا هو السبب في عدم وجود إجابة واحدة على سؤال "ما هي درجة حرارة انصهار اللحام بالنحاس؟" سبيكة الفضة والنحاس والزنك ستنصهر عند درجة حرارة مختلفة جدًا عن سبيكة النحاس والفوسفور.
الحالة الصلبة مقابل الحالة السائلة: نطاق الانصهار
نظرًا لأن معادن الحشو هي سبائك، فإنها لا تنصهر عند نقطة واحدة دقيقة. بل تنصهر عبر نطاق درجة حرارة.
- الحالة الصلبة (Solidus): درجة الحرارة التي تبدأ عندها السبيكة في الانصهار.
- الحالة السائلة (Liquidus): درجة الحرارة التي تصبح عندها السبيكة سائلة تمامًا.
عادة ما تكون درجة حرارة العمل للحام بالنحاس أعلى قليلاً من درجة حرارة الحالة السائلة لضمان أن تكون السبيكة سائلة بما يكفي للتدفق عن طريق الفعل الشعري.
الدور الحاسم للتدفق (Flux)
يشير نطاق الانصهار من 565-572 درجة مئوية (1049-1062 درجة فهرنهايت) إلى نوع شائع من تدفق اللحام بالنحاس، وليس المعدن الحشو نفسه. فهم التدفق هو مفتاح فهم العملية بأكملها.
ما هو تدفق اللحام بالنحاس؟
التدفق هو مركب كيميائي يوضع على الوصلة قبل التسخين. وظائفه الأساسية هي تنظيف أي أكاسيد من المعادن الأساسية والمعدن الحشو، وحماية الوصلة من الأكسدة أثناء التسخين.
بدون تدفق فعال، لا يمكن للمعدن الحشو المنصهر أن "يبلل" أو يلتصق بالمعادن الأساسية، مما يؤدي إلى فشل الوصلة.
لماذا يجب أن ينصهر التدفق أولاً
يجب أن يكون التدفق سائلاً ونشطًا كيميائيًا قبل أن يبدأ المعدن الحشو في الانصهار. وهذا يسمح له بأداء وظيفته التنظيفية، وإعداد سطح نقي لتدفق المعدن الحشو المنصهر عليه.
إذا كنت تستخدم تدفقًا ينصهر حوالي 570 درجة مئوية، فيجب أن ينصهر المعدن الحشو المختار عند درجة حرارة أعلى، عادةً فوق 620 درجة مئوية (1145 درجة فهرنهايت).
درجات حرارة سبائك اللحام بالنحاس الشائعة
تتطلب المعادن الأساسية المختلفة ومتطلبات التطبيق سبائك معادن حشو مختلفة ودرجات حرارتها المقابلة.
سبائك الفضة (لحام الفضة)
هذه شائعة للغاية لربط المعادن غير المتشابهة مثل الفولاذ والنحاس والنحاس الأصفر. تتراوح نطاقات انصهارها عادة بين 620 درجة مئوية و 845 درجة مئوية (1145 درجة فهرنهايت و 1550 درجة فهرنهايت). التدفق النشط حوالي 570 درجة مئوية مناسب تمامًا لهذه السبائك.
سبائك النحاس
تستخدم للحام الفولاذ والنيكل وسبائك النحاس، غالبًا في اللحام بالفرن. تتميز هذه بنقاط انصهار أعلى بكثير، غالبًا في نطاق 1000 درجة مئوية إلى 1150 درجة مئوية (1830 درجة فهرنهايت إلى 2100 درجة فهرنهايت). تتطلب تدفقات ذات درجة حرارة عالية.
سبائك الألومنيوم والسيليكون
مصممة خصيصًا للحام سبائك الألومنيوم. تتميز هذه بنطاق انصهار منخفض جدًا، غالبًا 570 درجة مئوية إلى 600 درجة مئوية (1060 درجة فهرنهايت إلى 1120 درجة فهرنهايت)، وهو أقل بقليل من نقطة انصهار المعادن الأساسية المصنوعة من الألومنيوم التي يتم ربطها.
فهم المقايضات والمزالق
يتطلب تحقيق وصلة لحام بالنحاس قوية استراتيجية دقيقة لإدارة الحرارة. الأخطاء في التحكم في درجة الحرارة هي السبب الرئيسي للفشل.
عدم تطابق الحشو والتدفق
هذا هو الخطأ الأكثر شيوعًا. إذا انصهر المعدن الحشو قبل أن يصبح التدفق نشطًا، ستكون الوصلة غير نظيفة وسيفشل الترابط. إذا كان النطاق النشط للتدفق أقل بكثير من نقطة انصهار الحشو، فقد يحترق التدفق ويفقد فعاليته قبل أن يتمكن المعدن الحشو من التدفق.
ارتفاع درجة حرارة الوصلة
يمكن أن يؤدي تطبيق الكثير من الحرارة إلى إتلاف المعادن الأساسية عن طريق تغيير خصائصها المعدنية (مثل التلدين أو إضعافها). يمكن أن يؤدي أيضًا إلى تبخير أو "حرق" التدفق، مما يترك الوصلة غير محمية من الأكسدة في اللحظة الحرجة.
حرارة غير كافية
يجب تسخين المعادن الأساسية إلى درجة حرارة عمل المعدن الحشو. إذا تم صهر المعدن الحشو فقط (خطأ شائع عند استخدام الشعلة)، فلن يتدفق إلى الوصلة. الحرارة المخزنة في المعادن الأساسية المحيطة هي التي تسمح بالفعل الشعري المناسب.
اتخاذ الخيار الصحيح لمشروعك
يحدد هدفك المجموعة الصحيحة من المعدن الحشو والتدفق ودرجة الحرارة.
- إذا كان تركيزك الأساسي هو الإصلاح العام أو التصنيع (الفولاذ، النحاس، النحاس الأصفر): اختر سبيكة لحام بالنحاس قائمة على الفضة وتدفقًا مطابقًا، بهدف الحصول على درجة حرارة عملية تتراوح بين 650 درجة مئوية و 800 درجة مئوية (1200 درجة فهرنهايت - 1475 درجة فهرنهايت).
- إذا كان تركيزك الأساسي هو ربط أجزاء الألومنيوم: يجب عليك استخدام حشو ألومنيوم-سيليكون متخصص وتدفق منخفض الحرارة مطابق، والعمل في نافذة ضيقة جدًا حوالي 580 درجة مئوية (1075 درجة فهرنهايت).
- إذا كان تركيزك الأساسي هو الوصلات عالية القوة على الفولاذ في جو متحكم فيه: فكر في معدن حشو قائم على النحاس في عملية لحام بالفرن، مع درجات حرارة عملية تتجاوز 1100 درجة مئوية (2012 درجة فهرنهايت).
في النهاية، يعتمد نجاح اللحام بالنحاس على مطابقة النطاق النشط لتدفقك مع نطاق انصهار المعدن الحشو الخاص بك.
جدول الملخص:
| نوع معدن حشو اللحام بالنحاس | نطاق الانصهار النموذجي (°C) | نطاق الانصهار النموذجي (°F) | التطبيقات الشائعة |
|---|---|---|---|
| سبائك الفضة | 620 درجة مئوية - 845 درجة مئوية | 1145 درجة فهرنهايت - 1550 درجة فهرنهايت | وصلات الفولاذ والنحاس والنحاس الأصفر |
| سبائك النحاس | 1000 درجة مئوية - 1150 درجة مئوية | 1830 درجة فهرنهايت - 2100 درجة فهرنهايت | الفولاذ عالي القوة، اللحام بالفرن |
| سبائك الألومنيوم والسيليكون | 570 درجة مئوية - 600 درجة مئوية | 1060 درجة فهرنهايت - 1120 درجة فهرنهايت | ربط أجزاء الألومنيوم |
| تدفق اللحام بالنحاس (التنشيط) | ~565 درجة مئوية - 572 درجة مئوية | ~1049 درجة فهرنهايت - 1062 درجة فهرنهايت | يجب أن ينصهر قبل المعدن الحشو |
حقق وصلات لحام بالنحاس مثالية مع حلول KINTEK الخبيرة
يعد اختيار معدن حشو اللحام بالنحاس والتدفق المناسب أمرًا بالغ الأهمية لقوة الوصلة ومتانتها. تتخصص KINTEK في توفير معدات ومواد استهلاكية عالية الجودة للمختبرات للعمليات الحرارية الدقيقة، بما في ذلك تطبيقات اللحام بالنحاس. يمكن لفريقنا مساعدتك في تحديد المواد المثالية ومعايير درجة الحرارة للمعادن الأساسية ومتطلبات مشروعك المحددة.
نحن نقدم:
- إرشادات الخبراء حول اختيار معدن الحشو والتدفق
- معدات مختبر موثوقة للتحكم الدقيق في درجة الحرارة
- مواد استهلاكية مصممة خصيصًا لتطبيقات اللحام بالنحاس الخاصة بك
دعنا نساعدك في تحسين عملية اللحام بالنحاس الخاصة بك – اتصل بخبرائنا اليوم للحصول على دعم وحلول مخصصة تضمن وصلات قوية وموثوقة في كل مرة.
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار

