نعم، اللحام بالنحاس (brazing) هو طريقة شائعة وفعالة لربط الحديد الزهر. يعمل من خلال عملية الالتصاق، حيث يلتصق معدن حشو ذو نقطة انصهار أقل بسطح الحديد الزهر دون صهر المادة الأساسية نفسها. غالبًا ما يُفضل هذا النهج منخفض الحرارة لأنه يقلل من خطر تشقق أو تشويه الحديد الزهر الهش.
بينما يلتصق اللحام بالنحاس (brazing) بشكل موثوق بالحديد الزهر المُجهز بشكل صحيح، إلا أنه ليس حلاً عالميًا. تعتمد صلاحيته كليًا على التطبيق النهائي للقطعة، حيث إنه يخلق رابطة أقل قوة وأقل مقاومة للحرارة من اللحام الحقيقي.

لماذا يعمل اللحام بالنحاس (Brazing) على الحديد الزهر
يعمل اللحام بالنحاس (Brazing) على مبدأ مختلف عن اللحام (welding). فهم هذا التمييز هو المفتاح لمعرفة متى وكيف يتم استخدامه بفعالية لإصلاح أو تصنيع الحديد الزهر.
التصاق، وليس انصهار
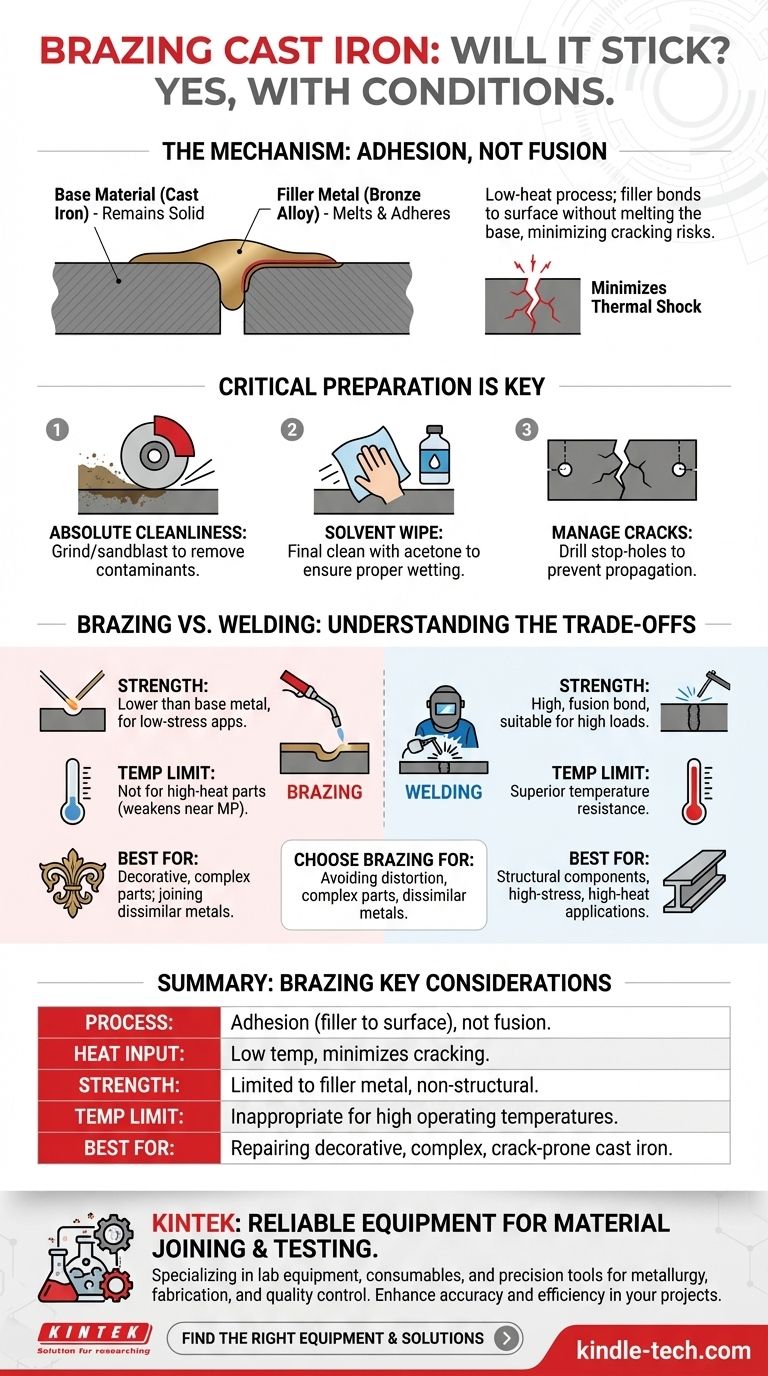
جوهر العملية هو أن قضيب الحشو (غالبًا سبيكة برونزية) ينصهر عند درجة حرارة أقل بكثير من الحديد الزهر. يتدفق هذا الحشو المنصهر إلى المفصل ويلتصق بسطح الحديد الزهر، ويعمل كغراء معدني قوي بدلاً من دمج القطعتين معًا.
ميزة الحرارة المنخفضة
الفائدة الأساسية لهذه العملية ذات درجة الحرارة المنخفضة هي الحفاظ على خصائص الحديد الزهر. يمكن أن يؤدي تعريض الحديد الزهر للحرارة الشديدة الناتجة عن اللحام التقليدي إلى تغيير هيكله الداخلي، مما يجعله أكثر هشاشة وعرضة للتشقق بشكل كبير أثناء تبريده. يتجنب اللحام بالنحاس (Brazing) هذه الصدمة الحرارية.
إعداد حاسم لرابطة قوية
يعتمد اللحام بالنحاس (braze) الناجح كليًا على الإعداد الدقيق. لا يمكن لمعدن الحشو أن يلتصق بسطح ملوث.
ابدأ بنظافة مطلقة
يجب أن تكون منطقة المفصل خالية تمامًا من أي زيت أو شحم أو طلاء أو صدأ أو ملوثات أخرى. يتطلب هذا عادةً طحن السطح أو صقله بالرمل، يليه مسح نهائي بمذيب مثل الأسيتون. أي بقايا ستمنع معدن الحشو من ترطيب السطح وإنشاء رابطة قوية.
إدارة الشقوق الموجودة
عند إصلاح مسبوكة متشققة، من الممارسات المعتادة حفر "ثقب إيقاف" صغير في كل طرف من أطراف الشق. تخفف هذه الخطوة البسيطة من تركيز الإجهاد عند طرف الشق وتمنعه من الانتشار أكثر أثناء عملية التسخين أو الاستخدام المستقبلي.
فهم المقايضات: اللحام بالنحاس (Brazing) مقابل اللحام (Welding)
يتضمن اختيار لحام قطعة من الحديد الزهر بالنحاس مجموعة واضحة من التنازلات. إنه ليس أفضل أو أسوأ بطبيعته من اللحام؛ إنه أداة مختلفة لوظيفة مختلفة.
القوة وقدرة تحمل الأحمال
المفصل الملحوم بالنحاس ليس بقوة لحام الحديد الزهر المنفذ بشكل صحيح. تقتصر القوة على قوة معدن الحشو نفسه. لذلك، فإن اللحام بالنحاس غير مناسب للأجزاء التي ستتعرض لأحمال شد عالية، أو اهتزازات شديدة، أو إجهاد كبير.
قيود درجة الحرارة الحرجة
سبائك البرونز المستخدمة في اللحام بالنحاس لها نقطة انصهار أقل بكثير من الحديد. هذا يجعل اللحام بالنحاس غير مناسب تمامًا للأجزاء المعرضة لدرجات حرارة تشغيل عالية، مثل مشعبات عادم المحرك، أو رؤوس الأسطوانات، أو مكونات الأفران. سيضعف المفصل ويفشل عندما يقترب من حد درجة حرارة خدمته.
متى يكون اللحام بالنحاس (Brazing) هو الخيار الأفضل
على الرغم من قيوده، غالبًا ما يكون اللحام بالنحاس هو الخيار الأفضل لإصلاح الأجزاء التي يكون فيها تجنب تشوه الحرارة هو الأولوية القصوى. كما أنه خيار ممتاز لأنواع الحديد الزهر المعقدة أو المزخرفة أو "غير القابلة للحام" حيث يكون خطر التشقق الناتج عن عملية اللحام مرتفعًا بشكل غير مقبول.
اتخاذ القرار الصحيح لمشروعك
استخدم تطبيق الجزء كدليل نهائي لاختيار طريقة الربط الصحيحة.
- إذا كان تركيزك الأساسي هو إصلاح الأجزاء غير الهيكلية أو الزخرفية: اللحام بالنحاس هو طريقة ممتازة ومفضلة غالبًا بسبب مدخلات الحرارة المنخفضة وتقليل خطر التشقق.
- إذا كان تركيزك الأساسي هو ربط المكونات عالية الإجهاد أو عالية الحرارة: يجب عليك استخدام عملية لحام حديد زهر متخصصة، حيث لن يكون للمفصل الملحوم بالنحاس القوة أو مقاومة درجة الحرارة المطلوبة.
- إذا كان تركيزك الأساسي هو ربط معادن مختلفة بالحديد الزهر: غالبًا ما يكون اللحام بالنحاس هو الحل العملي الوحيد، حيث يمكنه ربط مجموعة واسعة من المعادن المختلفة بفعالية معًا.
في النهاية، يعد اختيار لحام الحديد الزهر بالنحاس قرارًا تقنيًا مدروسًا يعتمد على مزاياه الفريدة لتطبيقات درجات الحرارة المنخفضة.
جدول الملخص:
| جانب اللحام بالنحاس | اعتبار رئيسي |
|---|---|
| العملية | التصاق معدن الحشو (مثل البرونز) بالسطح، وليس دمج المعدن الأساسي |
| مدخلات الحرارة | درجة حرارة منخفضة تقلل من خطر التشقق والتشوه في الحديد الزهر الهش |
| القوة | أقل من اللحام؛ مناسبة للتطبيقات غير الهيكلية ومنخفضة الإجهاد |
| حد درجة الحرارة | ليس للأجزاء عالية الحرارة (مثل مكونات المحرك)؛ يضعف معدن الحشو بالقرب من نقطة انصهاره |
| الأفضل لـ | إصلاح الحديد الزهر الزخرفي أو المعقد أو المعرض للتشقق؛ ربط المعادن المختلفة |
هل تحتاج إلى معدات موثوقة لربط المواد أو اختبارها؟ تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية، وتخدم المختبرات بأدوات دقيقة للمعادن والتصنيع ومراقبة الجودة. سواء كنت تقوم باللحام بالنحاس، أو اللحام، أو تحليل المواد، فإن حلولنا تعزز الدقة والكفاءة. اتصل بنا اليوم للعثور على المعدات المناسبة لمشاريع الحديد الزهر الخاصة بك وضمان نتائج متينة وعالية الجودة!
دليل مرئي