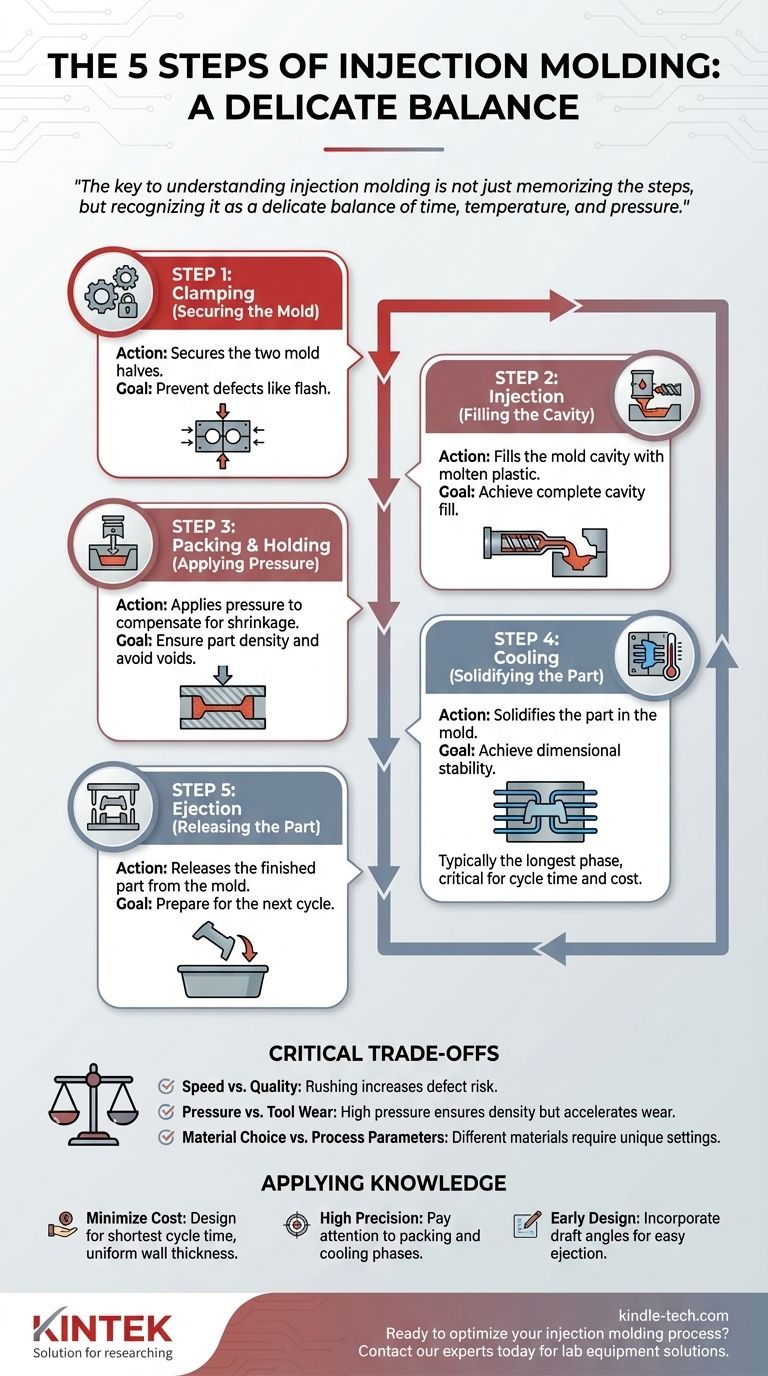
في جوهرها، القولبة بالحقن هي عملية تصنيع دورية عالية السرعة لإنتاج الأجزاء بكميات كبيرة. يمكن تقسيم العملية إلى خمس خطوات أساسية: إغلاق القالب بإحكام، حقن البلاستيك المصهور في تجويف القالب، تطبيق الضغط لتعبئة المادة، تبريد الجزء حتى يتصلب، وأخيرًا طرد المكون النهائي. يتم التحكم في كل مرحلة بدقة لضمان الاتساق من جزء إلى آخر.
مفتاح فهم القولبة بالحقن ليس فقط حفظ الخطوات، بل إدراكها كتوازن دقيق بين الوقت ودرجة الحرارة والضغط. إتقان هذا التوازن هو ما يميز الجزء منخفض التكلفة وعالي الجودة عن الجزء المعيب.

تفكيك دورة القولبة بالحقن
تسمى العملية بأكملها، من إغلاق القالب إلى طرد الجزء، "دورة". مدة هذه الدورة هي المحرك الأساسي لتكلفة الجزء النهائية. دعنا نفحص ما يحدث في كل مرحلة.
الخطوة 1: التثبيت (تأمين القالب)
قبل حقن أي مادة، يجب إغلاق نصفي أداة القالب بإحكام. تطبق وحدة التثبيت في آلة القولبة قوة هائلة، وتحافظ على إغلاق القالب ضد ضغط مرحلة الحقن.
قوة التثبيت هذه حاسمة. إذا كانت غير كافية، يمكن للبلاستيك المصهور أن يشق طريقه بين نصفي القالب، مما يخلق طبقة رقيقة من المواد الزائدة تسمى "الزائدة" (flash)، وهو عيب تصنيعي شائع.
الخطوة 2: الحقن (ملء التجويف)
مع تثبيت القالب، يتم صهر حبيبات البلاستيك في أسطوانة الآلة وتدفع إلى الأمام بواسطة برغي ترددي. ثم يتم حقن هذا البلاستيك المصهور بسرعة في تجويف القالب تحت ضغط عالٍ.
يسمى حجم المادة المحقونة "الدفعة" (shot). الهدف هو ملء الفراغات في القالب بأسرع وقت ممكن وبشكل كامل قبل أن يبدأ البلاستيك في التبريد والتصلب.
الخطوة 3: التعبئة والتثبيت (تطبيق الضغط)
بمجرد أن يمتلئ التجويف تقريبًا، تنتقل العملية من "الحقن" إلى "التعبئة" أو "التثبيت". هذه المرحلة، التي تسمى أحيانًا التوقف (dwelling)، تحافظ على الضغط على المادة.
هذا أمر بالغ الأهمية لأنه مع برودة البلاستيك، ينكمش. يجبر ضغط التثبيت المزيد من المواد على الدخول إلى التجويف لتعويض هذا الانكماش، مما يضمن أن الجزء كثيف، ومكتمل التشكيل، ولا يحتوي على فراغات أو علامات انكماش.
الخطوة 4: التبريد (تصلب الجزء)
يبقى القالب مغلقًا بينما يبرد الجزء ويتصلب إلى شكله النهائي. يتم بناء قنوات تبريد داخل القالب، حيث يتم تدوير الماء أو الزيت لسحب الحرارة بعيدًا عن الجزء بكفاءة.
تعد مرحلة التبريد عادةً أطول جزء من الدورة ولها تأثير مباشر على تكلفة الجزء النهائية. بينما يعني وقت التبريد الأقصر جزءًا أرخص، فإن التبريد غير الكافي يمكن أن يسبب التواء أو عيوبًا أخرى.
الخطوة 5: الطرد (تحرير الجزء)
بعد تصلب الجزء، تفتح وحدة التثبيت القالب. تدفع آلية الطرد، وعادة ما تكون سلسلة من المسامير أو لوحة، الجزء النهائي خارج تجويف القالب.
ثم يسقط الجزء في سلة تجميع، وتبدأ الآلة الدورة التالية على الفور عن طريق إغلاق القالب مرة أخرى.
فهم المقايضات الحاسمة
عملية القولبة بالحقن ليست مجرد تسلسل خطي؛ إنها سلسلة من المتغيرات المترابطة حيث يمكن أن يؤثر تحسين أحدها سلبًا على آخر. فهم هذه المقايضات ضروري لتصميم الأجزاء وتصنيعها بفعالية.
السرعة مقابل الجودة
المقايضة الأكثر أهمية هي وقت الدورة مقابل جودة الجزء. يؤدي تسريع مراحل الحقن أو التبريد إلى تقليل وقت الدورة والتكلفة، ولكنه يزيد بشكل كبير من خطر العيوب مثل علامات الانكماش، والالتواء، والضغوط الداخلية التي تضر بسلامة الجزء الهيكلية.
الضغط مقابل تآكل الأداة
يمكن أن تنتج ضغوط الحقن والتعبئة الأعلى أجزاء أكثر كثافة ودقة في الأبعاد وتساعد على ملء الميزات المعقدة. ومع ذلك، فإن هذا الضغط العالي يضع إجهادًا هائلاً على أداة القالب، مما قد يسرع التآكل ويقلل من عمر هذا الأصل باهظ الثمن.
اختيار المواد مقابل معلمات العملية
ليست جميع المواد البلاستيكية متشابهة. تتدفق مادة مثل ABS بسهولة ولكنها تنكمش أكثر، بينما مادة مثل البولي كربونات أقوى ولكنها تتطلب درجات حرارة وضغوطًا أعلى. يحدد اختيار المادة الإعدادات المثالية للعملية بأكملها، من درجة حرارة الذوبان إلى وقت التبريد.
تطبيق هذه المعرفة على مشروعك
يسمح لك فهم الخطوات الخمس باتخاذ قرارات أكثر استنارة عند تصميم جزء للتصنيع.
- إذا كان تركيزك الأساسي هو تقليل تكلفة الجزء: هدفك هو التصميم لأقصر وقت دورة ممكن، مما يعني ضمان سمك جدار موحد للتبريد السريع والمتساوي.
- إذا كان تركيزك الأساسي هو تحقيق دقة وجودة عالية: انتبه جيدًا لمراحل التعبئة والتبريد، حيث أن إتاحة الوقت الكافي هنا أمر بالغ الأهمية للاستقرار الأبعاد وتجنب العيوب التجميلية.
- إذا كنت في مرحلة التصميم المبكرة: صمم مع وضع خطوة الطرد في الاعتبار من خلال دمج زوايا السحب (تدرجات طفيفة على جدران الجزء) لضمان خروج الجزء من القالب بسهولة دون تلف.
من خلال تصميم جزء يتحرك بكفاءة عبر كل مرحلة من مراحل الدورة، فإنك تتحكم بشكل مباشر في تكلفته النهائية وجودته.
جدول ملخص:
| الخطوة | الإجراء الرئيسي | الهدف الأساسي |
|---|---|---|
| 1. التثبيت | تأمين نصفي القالب | منع العيوب مثل الزائدة |
| 2. الحقن | ملء تجويف القالب بالبلاستيك المصهور | تحقيق ملء كامل للتجويف |
| 3. التعبئة/التثبيت | تطبيق الضغط للتعويض عن الانكماش | ضمان كثافة الجزء وتجنب الفراغات |
| 4. التبريد | تصلب الجزء في القالب | تحقيق الاستقرار الأبعاد |
| 5. الطرد | تحرير الجزء النهائي من القالب | التحضير للدورة التالية |
هل أنت مستعد لتحسين عملية القولبة بالحقن الخاصة بك؟ المعدات المخبرية المناسبة حاسمة لاختبار المواد، والتحقق من صحة تصاميم الأجزاء، وضمان مراقبة الجودة قبل الإنتاج على نطاق واسع. تتخصص KINTEK في توفير المعدات المخبرية الدقيقة والمواد الاستهلاكية التي تحتاجها لإتقان التوازن بين الوقت ودرجة الحرارة والضغط للحصول على نتائج ممتازة. اتصل بخبرائنا اليوم لمناقشة كيف يمكن لحلولنا تعزيز كفاءة مختبرك ودعم نجاحك التصنيعي.
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- قالب مكبس الأشعة تحت الحمراء للمختبر
- قالب ضغط الأشعة تحت الحمراء بدون إزالة العينات للتطبيقات المختبرية
- قالب ضغط حلقي للتطبيقات المعملية
- قالب ضغط مضاد للتشقق للاستخدام المخبري
يسأل الناس أيضًا
- ما هي مراحل عملية التشكيل؟ دليل لتشكيل البلاستيك والمعادن والسيراميك
- ما هي الصناعات التي تستخدم قولبة الحقن؟ من الطب إلى السيارات، إنها في كل مكان
- ما هو تطبيق آلة التشكيل بالحقن؟ تشغيل الإنتاج الضخم للأجزاء المعقدة
- ما هي أهمية آلة القولبة بالحقن؟ إطلاق العنان للتصنيع الدقيق وعالي الحجم
- ما هي السعة القصيرة لماكينة القولبة بالحقن؟ قم بتحسين حجم اللقطة الخاصة بك للحصول على أجزاء خالية من العيوب



















