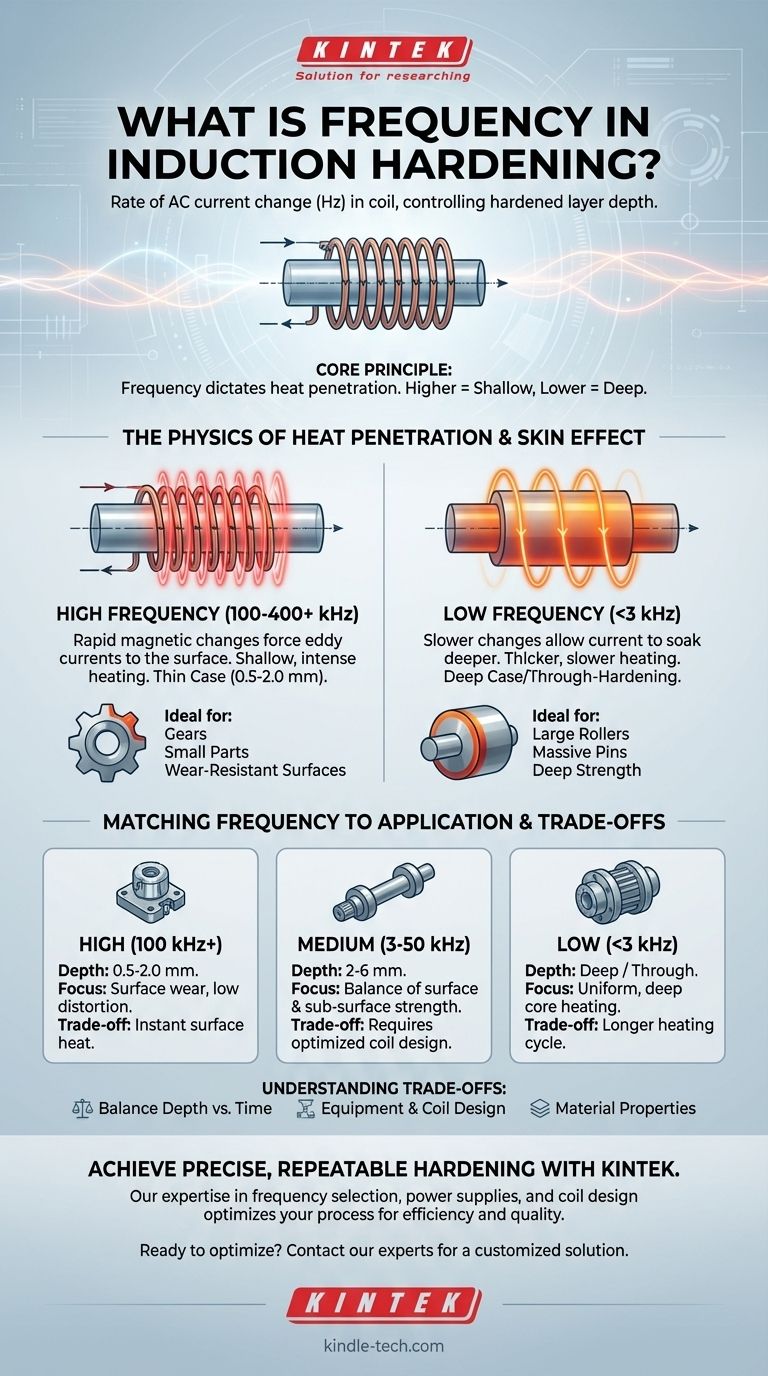
في التقسية بالحث، يشير التردد إلى المعدل الذي يغير فيه التيار الكهربائي المتردد اتجاهه داخل ملف الحث. هذا المعدل، الذي يُقاس بالهرتز (Hz)، هو معلمة تحكم حاسمة. فهو يحدد بشكل مباشر كيفية توليد المجال المغناطيسي المستحث للحرارة داخل الجزء المعدني، مما يجعله العامل الأساسي في تحديد عمق الطبقة المقساة.
المبدأ الأساسي الذي يجب فهمه هو العلاقة بين التردد واختراق الحرارة. تركز الترددات العالية الحرارة بالقرب من السطح للحصول على تأثير تقسية ضحل، بينما تخترق الترددات المنخفضة أعمق في المادة للحصول على طبقة مقساة أكثر سمكًا.

فيزياء التردد واختراق الحرارة
لفهم التقسية بالحث، يجب عليك أولاً فهم "تأثير الجلد". هذه الظاهرة هي الأساس الذي يجعل التردد أداة قوية جدًا.
فهم تأثير الجلد
عندما يتدفق تيار متردد (AC) عبر موصل، مثل الجزء المعدني الذي تقوم بتقسيته، فإنه لا يتوزع بالتساوي عبر المقطع العرضي بأكمله. بدلاً من ذلك، يميل إلى التركيز على السطح الخارجي أو "جلد" الموصل.
تؤدي التغيرات السريعة في المجال المغناطيسي التي يولدها التيار المتردد في ملف الحث إلى توليد تيارات معاكسة (تيارات دوامية) في قطعة العمل. تكون هذه التيارات الدوامية أقوى عند السطح وهي المسؤولة عن الغالبية العظمى من التسخين المقاوم.
كيف يحكم التردد تأثير الجلد
يحكم تردد التيار المتردد بشكل مباشر شدة تأثير الجلد.
عندما تزيد التردد، يتغير اتجاه المجال المغناطيسي بشكل أسرع. هذا يجبر التيارات الدوامية المستحثة على طبقة أرق بكثير عند السطح، مما يتسبب في تسخين سريع ومركز للغاية في تلك المنطقة الضحلة.
وعلى العكس من ذلك، عندما تقلل التردد، يكون لدى التيار وقت أطول "للتغلغل" أعمق في المادة قبل أن يعكس اتجاهه. ينتج عن ذلك طبقة ساخنة أكثر سمكًا واختراق أعمق للحرارة.
مفهوم "عمق الإشارة"
يقوم المهندسون بتحديد هذه الظاهرة باستخدام مصطلح عمق الإشارة (أو عمق الاختراق). هذا هو العمق الذي تنخفض عنده كثافة التيار المستحث إلى حوالي 37% من قيمتها عند السطح.
يوفر عمق الإشارة هذا إرشادات موثوقة للحد الأدنى لعمق التقسية الممكن تحقيقه عند تردد معين. يتأثر عمق الطبقة المقساة النهائي أيضًا بوقت التسخين والطاقة، لكن التردد يحدد الحد الأساسي.
مطابقة التردد لتطبيقك
اختيار التردد ليس عشوائيًا؛ يتم اختياره بناءً على النتيجة المعدنية المطلوبة لجزء معين. يتم تجميع الترددات عادة في ثلاثة نطاقات رئيسية.
التقسية بالتردد العالي (100 كيلو هرتز – 400 كيلو هرتز وما فوق)
تُستخدم الترددات العالية للتطبيقات التي تتطلب طبقة رقيقة ومقاومة للتآكل على سطح الجزء، عادةً من 0.5 إلى 2.0 مم.
هذا مثالي للأجزاء الصغيرة أو الأجزاء ذات الأشكال المعقدة، مثل أسنان التروس، حيث تحتاج إلى تقسية السطح الوظيفي فقط دون تشويه قلب الجزء. يكون التسخين سريعًا للغاية ومحليًا.
التقسية بالتردد المتوسط (3 كيلو هرتز – 50 كيلو هرتز)
توفر الترددات المتوسطة توازنًا، حيث تحقق أعماق تقسية أعمق تبلغ حوالي 2 إلى 6 مم.
هذا النطاق هو الأساس للعديد من المكونات الصناعية، مثل محاور السيارات، والأعمدة الكبيرة، وعجلات الرافعات، حيث تكون كل من صلابة السطح والقوة الكبيرة تحت السطح مطلوبة للتعامل مع الإجهاد العالي.
التقسية بالتردد المنخفض (أقل من 3 كيلو هرتز)
تُستخدم الترددات المنخفضة للتقسية العميقة أو "التقسية الشاملة" على المكونات الكبيرة جدًا. الهدف هنا هو تسخين الجزء بعمق وبشكل موحد.
تشمل التطبيقات تقسية البكرات الكبيرة لمصانع الصلب أو المسامير ذات القطر الكبير حيث تكون الصلابة مطلوبة بعمق في قلب المادة لدعم الأحمال الهائلة.
فهم المفاضلات
يتضمن اختيار التردد الموازنة بين العوامل المتنافسة. الأمر ليس مجرد اختيار "عالي" أو "منخفض".
العمق مقابل وقت التسخين
هناك مفاضلة مباشرة بين عمق الاختراق والوقت الذي يستغرقه تسخين السطح. تسخن الترددات العالية السطح على الفور تقريبًا، بينما تتطلب الترددات المنخفضة دورة تسخين أطول للسماح للطاقة باختراق أعمق.
المعدات وتصميم الملف
يحدد تردد التشغيل المعدات المطلوبة. يختلف مصدر الطاقة عالي التردد اختلافًا جوهريًا عن مصدر الطاقة منخفض التردد. علاوة على ذلك، يرتبط تصميم ملف الحث نفسه ارتباطًا وثيقًا بالتردد وهندسة الجزء لضمان نقل فعال للطاقة. لا يمكنك ببساطة استخدام أي ملف مع أي تردد.
خصائص المواد
تؤثر المقاومة الكهربائية والخصائص المغناطيسية للمادة أيضًا على كفاءة التسخين. على سبيل المثال، يكون الفولاذ مغناطيسيًا تحت درجة حرارة كوري (حوالي 770 درجة مئوية)، مما يزيد بشكل كبير من كفاءة التسخين. بمجرد أن يصبح غير مغناطيسي، تنخفض الكفاءة. يجب أخذ هذه الديناميكية في الاعتبار عند تصميم العملية.
اتخاذ القرار الصحيح لهدف التقسية الخاص بك
يجب أن يكون قرارك النهائي مدفوعًا بالكامل بالمتطلبات المعدنية للمكون.
- إذا كان تركيزك الأساسي هو سطح رقيق ومقاوم للتآكل على جزء معقد (مثل سن الترس): استخدم ترددات عالية (100 كيلو هرتز وما فوق) لتركيز الحرارة بدقة على السطح وتقليل تشوه الجزء.
- إذا كان تركيزك الأساسي هو طبقة قوية وعميقة على مكون هيكلي (مثل محور): استخدم ترددات متوسطة (3 كيلو هرتز إلى 50 كيلو هرتز) لتحقيق توازن جيد بين صلابة السطح والقوة العميقة.
- إذا كان تركيزك الأساسي هو تحقيق تقسية شاملة وموحدة على مقطع عرضي كبير جدًا: اختر ترددات منخفضة (أقل من 3 كيلو هرتز) للسماح للحرارة باختراق عمق قلب المادة.
في النهاية، إتقان اختيار التردد هو المفتاح لفتح التحكم الدقيق والقابل للتكرار في عملية التقسية بالحث.
جدول ملخص:
| نطاق التردد | عمق الطبقة المقساة النموذجي | التطبيقات المثالية |
|---|---|---|
| عالي (100 كيلو هرتز+) | 0.5 - 2.0 مم | أسنان التروس، المكونات الصغيرة، الأسطح المقاومة للتآكل |
| متوسط (3 - 50 كيلو هرتز) | 2.0 - 6.0 مم | المحاور، الأعمدة، عجلات الرافعات، المكونات الهيكلية |
| منخفض (أقل من 3 كيلو هرتز) | تقسية عميقة / تقسية شاملة | البكرات الكبيرة، المسامير، المكونات الضخمة |
حقق نتائج تقسية دقيقة وقابلة للتكرار لمكوناتك.
يعد اختيار التردد الصحيح أمرًا بالغ الأهمية لتحقيق عمق الطبقة المقساة والخصائص المعدنية الدقيقة التي تتطلبها أجزائك. تتخصص KINTEK في توفير حلول تقسية بالحث متقدمة، بما في ذلك مصادر الطاقة وتصاميم الملفات المحسنة لتطبيقك المحدد - من التقسية السطحية عالية التردد للتروس المعقدة إلى التقسية العميقة للأجزاء الهيكلية الكبيرة.
تضمن خبرتنا حصولك على المعدات المناسبة ومعلمات العملية لزيادة الكفاءة وتقليل التشوه وتلبية معايير الجودة الخاصة بك.
هل أنت مستعد لتحسين عملية التقسية بالحث الخاصة بك؟ اتصل بخبرائنا اليوم للحصول على حل مخصص.
دليل مرئي
المنتجات ذات الصلة
- فرن صهر القوس لنظام الدوران بالصهر بالحث الفراغي
- فرن صهر بالحث الفراغي على نطاق المختبر
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
- فرن غاز خامل بالنيتروجين المتحكم فيه
يسأل الناس أيضًا
- ما هي الوظيفة الأساسية لفرن صهر بالحث الفراغي في تحضير سبائك النيكل-الموليبدينوم-الكروم-الحديد الرئيسية؟ ضمان نقاء عالٍ
- ما هي أنواع المعادن التي تتم معالجتها عادة في فرن صهر بالحث الفراغي؟ سبائك عالية النقاء للتطبيقات الحرجة
- لماذا يُستخدم فرن الصهر بالحث الفراغي (VIM) في صناعة الصلب الأرضي النادر؟ الدقة الأساسية لصهر اللانثانوم والسيريوم المتفاعلين
- ما هو الدور الأساسي الذي تلعبه أفران صهر الحث الفراغي في إنتاج الفولاذ الخالي من النيكل؟ تحقيق سبائك عالية النقاء
- كيف تسهل أفران الصهر بالحث الفراغي أو القوسي تخليق أطوار U-Al-C MAX؟ الدقة في الحرارة والنقاء



