في جوهرها، عملية قولبة الحقن هي دورة من أربع مراحل تدفع المواد المنصهرة إلى قالب تحت ضغط عالٍ. يتم صهر المادة الخام، وعادة ما تكون حبيبات بلاستيكية، وحقنها في قالب مغلق، وتبريدها إلى حالة صلبة، ثم طردها كجزء نهائي. تتكرر هذه الدورة بسرعة، مما يجعلها طريقة فعالة بشكل استثنائي للإنتاج الضخم.
مفتاح فهم قولبة الحقن هو رؤيتها ليس فقط كسلسلة من الخطوات، بل كدورة تحويل عالية الضغط وعالية السرعة. إتقان التفاعل بين درجة الحرارة والضغط والوقت هو ما يحدد جودة وسرعة وتكلفة إنتاج الجزء النهائي.

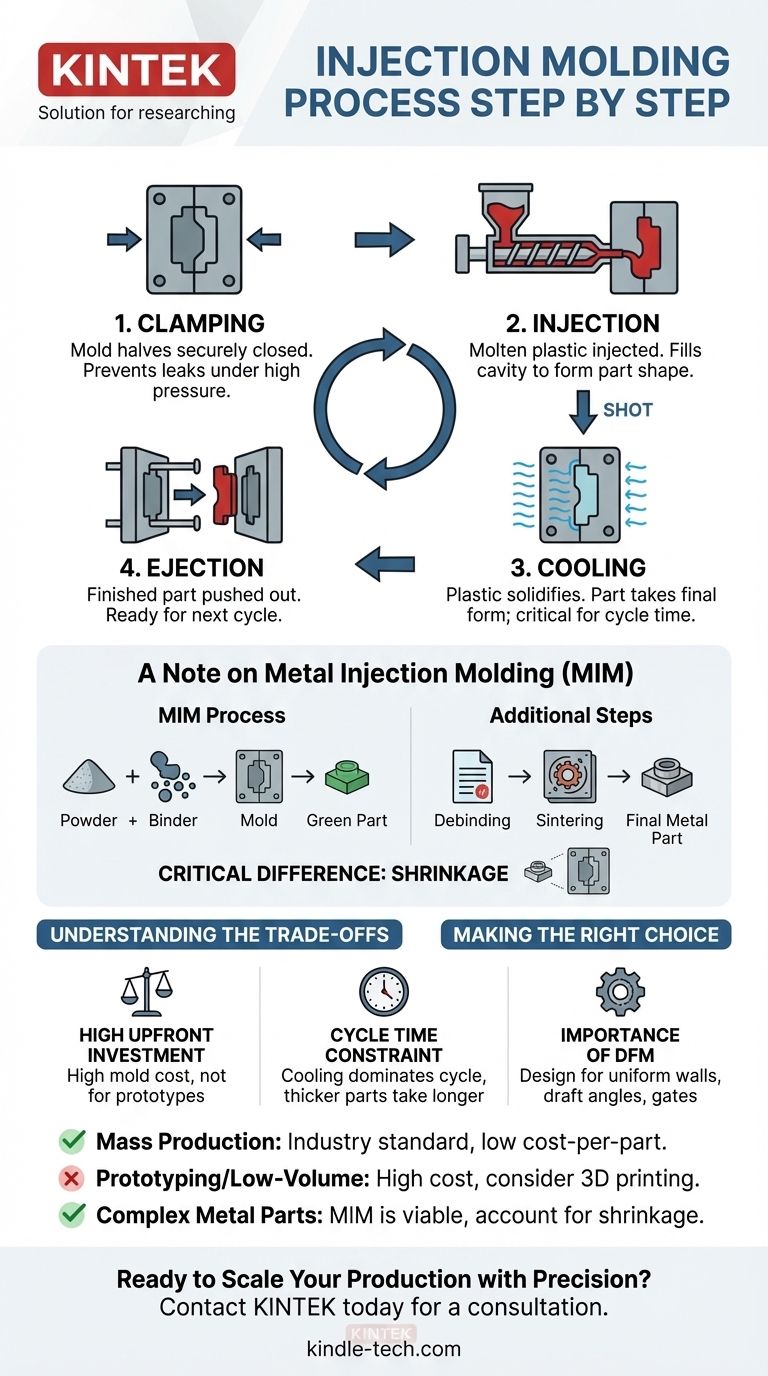
المراحل الأربع الأساسية لقولبة الحقن
العملية بأكملها هي دورة آلية ومتحكم بها بدرجة عالية. بينما توجد اختلافات، تمثل هذه المراحل الأربع الميكانيكا الأساسية لتحويل حبيبات البلاستيك الخام إلى مكون صلب ودقيق.
المرحلة 1: التثبيت
قبل حقن أي مادة، يجب إغلاق نصفي أداة القالب بإحكام. تدفع وحدة تثبيت قوية نصفي القالب معًا بقوة هائلة.
هذه القوة حاسمة للحفاظ على إغلاق القالب ضد الضغط العالي لمرحلة الحقن، مما يمنع أي مادة منصهرة من التسرب، الأمر الذي سيخلق عيبًا يُعرف باسم "الوميض" (flash).
المرحلة 2: الحقن
مع إغلاق القالب بإحكام، يتم تغذية حبيبات البلاستيك الخام من قادوس إلى أسطوانة. داخل الأسطوانة، يعمل برغي دوار وأشرطة تسخين معًا لصهر وخلط البلاستيك، وهي عملية تسمى اللدونة.
بمجرد تراكم ما يكفي من البلاستيك المنصهر في مقدمة الأسطوانة، يدفع البرغي إلى الأمام مثل المكبس. يؤدي هذا الإجراء إلى حقن المادة، المعروفة باسم "الطلقة"، في تجويف القالب بسرعة وضغط عاليين.
المرحلة 3: التبريد
بمجرد أن يملأ البلاستيك المنصهر القالب، يبدأ في التبريد عن طريق ملامسة الأسطح الداخلية للقالب. خلال هذه المرحلة، يتصلب البلاستيك ويأخذ الشكل النهائي للجزء.
غالبًا ما تكون مرحلة التبريد هي أطول جزء من الدورة بأكملها. يعتمد الوقت المطلوب على نوع البلاستيك، وسمك جدران الجزء، وتصميم قنوات التبريد في القالب.
المرحلة 4: الطرد
بعد أن يبرد الجزء بشكل كافٍ، تفتح وحدة التثبيت القالب. تدفع آلية طرد، عادةً باستخدام دبابيس أو لوحات، الجزء المتصلب خارج تجويف القالب. أصبحت الآلة الآن جاهزة لبدء الدورة التالية.
ملاحظة حول قولبة الحقن المعدنية (MIM)
من المهم التمييز بين قولبة البلاستيك و قولبة الحقن المعدنية (MIM). بينما تكون الخطوة الأولية متشابهة، فإن العملية الكلية مختلفة جوهريًا.
عملية MIM
في MIM، يتم خلط مسحوق معدني ناعم مع رابط بوليمري لإنشاء المادة الأولية. يتم حقن هذا الخليط في قالب، تمامًا مثل البلاستيك.
ومع ذلك، يجب أن يخضع "الجزء الأخضر" الذي يخرج من القالب بعد ذلك لخطوتين إضافيتين: إزالة الرابط، حيث يتم إزالة الرابط البوليمري، و التلبيد، حيث يتم تسخين الجزء إلى درجة حرارة عالية، مما يتسبب في اندماج جزيئات المعدن معًا وتكثفها.
الاختلاف الحاسم: الانكماش
أثناء التلبيد، ينكمش الجزء المعدني بشكل كبير مع إزالة الفراغات التي تركها الرابط. ولهذا السبب، يجب تصميم قوالب MIM لتكون أكبر نسبيًا من الجزء النهائي المطلوب لمراعاة هذا الانكماش المتوقع.
فهم المقايضات
قولبة الحقن هي تقنية قوية، لكنها ليست الحل المناسب لكل مشكلة. فهم مقايضاتها المتأصلة أمر بالغ الأهمية لاتخاذ قرارات تصنيع سليمة.
استثمار أولي مرتفع
العائق الأساسي للدخول هو تكلفة أداة القالب نفسها. هذه الأدوات المصنوعة من الفولاذ المقوى معقدة ومكلفة في التصنيع، وغالبًا ما تكلف عشرات الآلاف من الدولارات أو أكثر. وهذا يجعل العملية غير اقتصادية للنماذج الأولية أو عمليات الإنتاج الصغيرة جدًا.
قيود وقت الدورة
يحدد الوقت الإجمالي لدورة واحدة معدل الإنتاج، وبالتالي، تكلفة الجزء الواحد. تعد مرحلة التبريد أهم عامل في وقت الدورة، مما يعني أن الأجزاء السميكة تستغرق وقتًا أطول وتكلف أكثر للإنتاج.
أهمية التصميم للتصنيع (DFM)
يجب تصميم الأجزاء خصيصًا لعملية قولبة الحقن. تعد عوامل مثل سمك الجدار الموحد، وزوايا السحب (ميل طفيف للسماح بالطرد السهل)، وموضع البوابات (حيث يدخل البلاستيك إلى التجويف) حاسمة لتجنب العيوب وضمان نتيجة ناجحة.
اتخاذ الخيار الصحيح لمشروعك
استخدم هذا التوجيه لتحديد ما إذا كانت قولبة الحقن تتوافق مع أهدافك.
- إذا كان تركيزك الأساسي هو الإنتاج الضخم لجزء نهائي: قولبة الحقن هي المعيار الصناعي، حيث تقدم تكلفة منخفضة للغاية لكل جزء بمجرد تغطية الاستثمار الأولي في القالب.
- إذا كان تركيزك الأساسي هو النماذج الأولية أو الإنتاج بكميات صغيرة: التكلفة العالية للقالب تجعل قولبة الحقن غير مناسبة؛ فكر في بدائل مثل الطباعة ثلاثية الأبعاد أو صب اليوريثان.
- إذا كان تركيزك الأساسي هو إنشاء أجزاء معدنية معقدة بكميات كبيرة: قولبة الحقن المعدنية (MIM) هي خيار قابل للتطبيق وقوي، ولكن يجب أن تأخذ في الاعتبار خطوات ما بعد المعالجة الفريدة والانكماش في تصميمك.
في النهاية، اختيار قولبة الحقن هو التزام بالتصنيع على نطاق واسع.
جدول الملخص:
| المرحلة | الإجراء الرئيسي | الغرض |
|---|---|---|
| 1. التثبيت | يتم إغلاق نصفي القالب بإحكام. | يمنع التسرب والعيوب تحت الضغط العالي. |
| 2. الحقن | يتم حقن البلاستيك المنصهر في القالب. | يملأ التجويف لتشكيل شكل الجزء. |
| 3. التبريد | يتصلب البلاستيك داخل القالب. | يأخذ الجزء شكله النهائي؛ حاسم لوقت الدورة. |
| 4. الطرد | يتم دفع الجزء النهائي خارج القالب. | يكمل الدورة، ويجهز الآلة للطلقة التالية. |
هل أنت مستعد لتوسيع نطاق إنتاجك بدقة؟
فهم عملية قولبة الحقن هو الخطوة الأولى. يتطلب تنفيذها بنجاح المعدات والخبرة المناسبة. في KINTEK، نحن متخصصون في معدات المختبرات عالية الأداء والمواد الاستهلاكية التي تدعم عمليات التصنيع المتقدمة مثل قولبة الحقن.
سواء كنت تعمل على تحسين وقت دورتك، أو اختيار المواد، أو زيادة الإنتاج، فإن فريقنا هنا لتقديم الحلول الموثوقة التي تحتاجها. دعنا نناقش كيف يمكننا المساعدة في تعزيز كفاءة التصنيع وجودة المنتج لديك.
اتصل بـ KINTEK اليوم للحصول على استشارة واكتشف الأدوات المناسبة لمختبرك واحتياجات الإنتاج.
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- قالب مكبس الأشعة تحت الحمراء للمختبر
- قالب ضغط الأشعة تحت الحمراء بدون إزالة العينات للتطبيقات المختبرية
- قالب ضغط حلقي للتطبيقات المعملية
- قالب ضغط مضاد للتشقق للاستخدام المخبري
يسأل الناس أيضًا
- ما هو تطبيق آلة التشكيل بالحقن؟ تشغيل الإنتاج الضخم للأجزاء المعقدة
- ما هي الآلة التي تصنع القوالب؟ آلات حقن القوالب للإنتاج بالجملة
- ما هي أهمية آلة القولبة بالحقن؟ إطلاق العنان للتصنيع الدقيق وعالي الحجم
- ما هي مزايا وعيوب آلة القولبة بالحقن؟ تعظيم الكفاءة للإنتاج الضخم
- ما هي الصناعات التي تستخدم قولبة الحقن؟ من الطب إلى السيارات، إنها في كل مكان



















