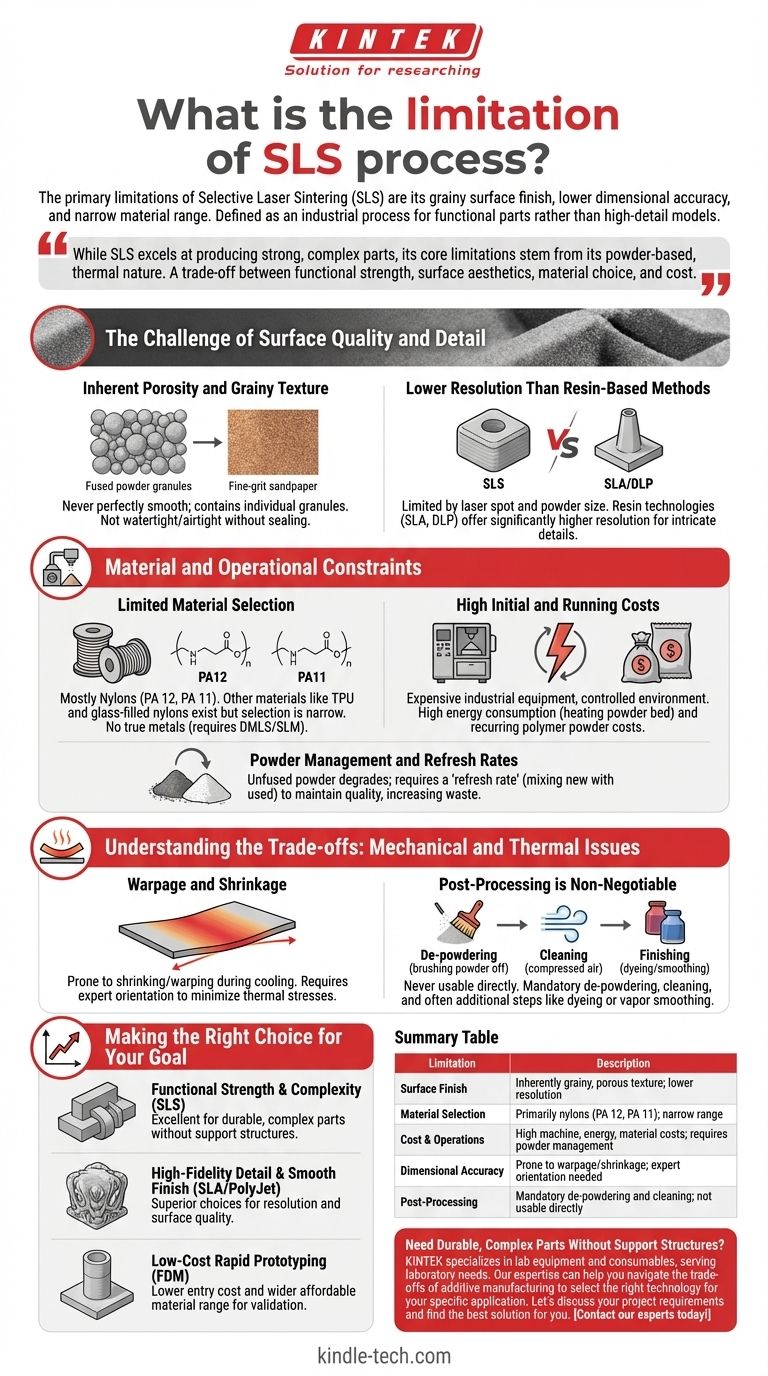
القيود الأساسية للتلبيد بالليزر الانتقائي (SLS) هي جودة السطح المحببة، ودقة الأبعاد الأقل مقارنة بالطرق الأخرى، ونطاق المواد المتاحة الضيق نسبيًا. تحدد هذه العوامل، جنبًا إلى جنب مع التكاليف التشغيلية المرتفعة والحاجة إلى المعالجة اللاحقة، حالة استخدامه كعملية صناعية للأجزاء الوظيفية بدلاً من النماذج الجمالية عالية التفاصيل.
في حين أن SLS تتفوق في إنتاج أجزاء قوية ومعقدة هندسيًا دون هياكل دعم، فإن قيودها الأساسية تنبع من طبيعتها الحرارية القائمة على المسحوق. يعتمد نجاح المشروع على قبول المفاضلة بين القوة الوظيفية وجماليات السطح، واختيار المواد، والتكلفة.

تحدي جودة السطح والتفاصيل
القيود الأكثر وضوحًا على الفور لتقنية SLS هي جودة سطح الجزء النهائي. هذا نتيجة مباشرة لعملية الطباعة الأساسية.
المسامية المتأصلة والملمس المحبب
تعمل تقنية SLS عن طريق صهر ودمج جزيئات مسحوق البوليمر جزئيًا. لا يكون السطح النهائي أملسًا أبدًا لأنه يتكون من هذه الحبيبات الفردية، مما يترك ملمسًا يشبه ورق الصنفرة الناعم.
تعني هذه المسامية المتأصلة أيضًا أن أجزاء SLS القياسية ليست مقاومة للماء أو الهواء دون عملية إغلاق ثانوية.
دقة أقل من الطرق القائمة على الراتنج
تقتصر دقة جزء SLS على حجم بقعة الليزر وحجم جزيئات المسحوق.
بالنسبة للتطبيقات التي تتطلب حوافًا حادة للغاية، أو ميزات دقيقة، أو أنسجة معقدة، توفر التقنيات القائمة على الراتنج مثل الطباعة الحجرية المجسمة (SLA) أو معالجة الضوء الرقمي (DLP) دقة أعلى بكثير.
قيود المواد والتشغيل
على عكس طرق الطباعة ثلاثية الأبعاد الأكثر شيوعًا، تعد SLS عملية صناعية متخصصة ذات متطلبات تشغيلية كبيرة تحد من إمكانية الوصول إليها وخيارات المواد.
مجموعة محدودة من المواد
يتم إجراء الغالبية العظمى من طباعة SLS باستخدام النايلون، وبشكل أساسي PA 12 و PA 11. في حين أن المواد الأخرى مثل TPU (للمرونة) والنايلون المعبأ بالزجاج (للتصلب) موجودة، فإن التشكيلة ضيقة مقارنة بمكتبات البوليمرات الواسعة المتاحة لـ FDM أو SLA.
لا يمكن طباعة المعادن الحقيقية باستخدام SLS؛ يتطلب ذلك تقنية مختلفة تسمى التلبيد بالليزر للمعادن المباشر (DMLS) أو الصهر بالليزر الانتقائي (SLM).
تكاليف أولية وتشغيلية مرتفعة
آلات SLS هي معدات صناعية باهظة الثمن تتطلب بيئة خاضعة للرقابة. استهلاك الطاقة مرتفع، حيث يجب تسخين سرير المسحوق بأكمله إلى ما دون نقطة انصهاره طوال مدة الطباعة.
علاوة على ذلك، يعد مسحوق البوليمر نفسه تكلفة متكررة كبيرة.
إدارة المسحوق ومعدلات التجديد
لا يمكن إعادة استخدام كل المسحوق غير المنصهر في سرير الطباعة إلى أجل غير مسمى. إنه يتدهور بسبب التعرض المطول للحرارة.
للحفاظ على جودة الجزء، يلزم وجود "معدل تجديد"، مما يعني أنه يجب خلط نسبة مئوية محددة من المسحوق المستخدم مع مسحوق جديد وبكر للطباعة التالية. وهذا يضيف إلى تكلفة المواد والنفايات.
فهم المفاضلات: المشكلات الميكانيكية والحرارية
تفرض الطبيعة الحرارية لعملية SLS تحديات ميكانيكية يجب أخذها في الاعتبار أثناء التصميم والإنتاج.
التشوه والانكماش
عندما تبرد الأجزاء الملبدة من درجة حرارة عالية، فإنها تكون عرضة للانكماش والتشوه. وهذا يمثل مشكلة خاصة للأجزاء الكبيرة والمسطحة.
يجب على المشغلين ذوي الخبرة توجيه الأجزاء بعناية داخل حجم البناء لتقليل هذه الإجهادات الحرارية وضمان دقة الأبعاد.
المعالجة اللاحقة غير قابلة للتفاوض
لا تكون أجزاء SLS قابلة للاستخدام مباشرة من الطابعة. الخطوة الأولى هي "إزالة المسحوق"، حيث يتم استخراج الجزء من كعكة المسحوق المحيطة.
يتبع ذلك التنظيف بالهواء المضغوط أو التفجير بالخرز لإزالة كل المسحوق المتبقي. بالنسبة للعديد من التطبيقات، تتطلب الأجزاء بعد ذلك خطوات إضافية مثل الصباغة، أو التنعيم بالبخار للحصول على سطح محكم الإغلاق، أو الطلاء.
اتخاذ الخيار الصحيح لهدفك
يكمن المفتاح في مواءمة القيود المعروفة لتقنية SLS مع المتطلبات غير القابلة للتفاوض لمشروعك.
- إذا كان تركيزك الأساسي هو القوة الوظيفية والتعقيد الهندسي: فإن السطح المحبب هو مفاضلة بسيطة لإنتاج أجزاء متينة ومعقدة مثل الأغلفة، أو المفصلات الحية، أو التجميعات المتشابكة دون هياكل دعم.
- إذا كان تركيزك الأساسي هو التفاصيل عالية الدقة والتشطيب الناعم: فإن التقنيات مثل SLA أو PolyJet هي خيارات متفوقة، حيث لا يمكن لـ SLS مطابقة دقتها أو جودة سطحها مباشرة من الطابعة.
- إذا كان تركيزك الأساسي هو النماذج الأولية السريعة منخفضة التكلفة: يوفر الطباعة FDM تكلفة دخول أقل بكثير ومجموعة أوسع من المواد المعقولة التكلفة للتحقق من التصميم في المراحل المبكرة.
إن فهم هذه القيود يسمح لك بالاستفادة من SLS كأداة صناعية قوية للتطبيقات المناسبة، بدلاً من كونها حلاً شاملاً.
جدول ملخص:
| القيد | الوصف |
|---|---|
| جودة السطح | ملمس محبب ومسامي بطبيعته؛ دقة أقل من الطرق القائمة على الراتنج. |
| اختيار المواد | مقتصر بشكل أساسي على النايلون (PA 12، PA 11)؛ نطاق ضيق مقارنة بـ FDM/SLA. |
| التكلفة والتشغيل | تكاليف عالية للآلات والطاقة والمواد؛ يتطلب إدارة دقيقة للمسحوق. |
| دقة الأبعاد | عرضة للتشوه والانكماش بسبب العملية الحرارية؛ يتطلب توجيهًا خبيرًا للجزء. |
| المعالجة اللاحقة | إزالة المسحوق والتنظيف إلزامي؛ غير قابل للاستخدام مباشرة من الطابعة. |
هل تحتاج إلى أجزاء متينة ومعقدة دون هياكل دعم؟
على الرغم من أن SLS لديها قيودها، إلا أنها تقنية لا مثيل لها لإنتاج نماذج أولية قوية ووظيفية وأجزاء للاستخدام النهائي ذات هندسة معقدة.
تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية، وتخدم الاحتياجات المخبرية. يمكن لخبرتنا مساعدتك في التنقل بين المفاضلات في التصنيع المضاف لاختيار التكنولوجيا المناسبة لتطبيقك المحدد، مما يضمن الأداء الأمثل والفعالية من حيث التكلفة.
دعنا نناقش متطلبات مشروعك ونجد أفضل حل لك. اتصل بخبرائنا اليوم!
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- قالب ضغط خاص الشكل للمختبر
- فرن التلبيد بالبلازما الشرارية فرن SPS
- آلة تحبيب البلاستيك بالبثق ذو اللولب المزدوج
- آلة بثق أفلام بثق ثلاثية الطبقات لفيلم بثق المختبر
يسأل الناس أيضًا
- ما هما النوعان الشائعان لعمليات قولبة الحقن؟ شرح اللدائن الحرارية مقابل اللدائن المتصلدة بالحرارة
- ما الذي يمكنك صنعه باستخدام آلة التشكيل بالحقن؟ إنتاج كميات كبيرة من الأجزاء البلاستيكية عالية الجودة بكفاءة
- ما هي أهمية آلة القولبة بالحقن؟ إطلاق العنان للتصنيع الدقيق وعالي الحجم
- ما هي الآلة التي تصنع القوالب؟ آلات حقن القوالب للإنتاج بالجملة
- ما هي مزايا وعيوب آلة القولبة بالحقن؟ تعظيم الكفاءة للإنتاج الضخم






