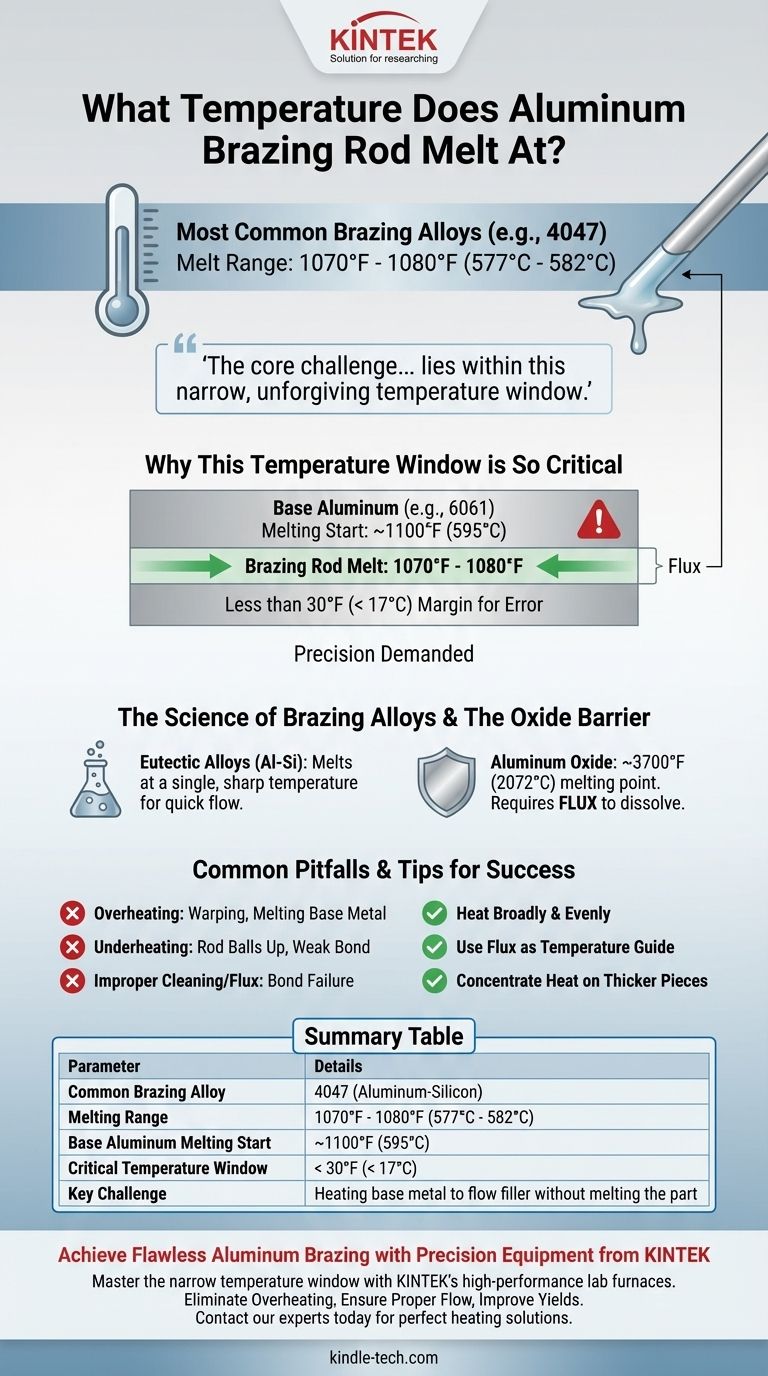
تعد نقطة انصهار قضيب لحام الألومنيوم رقمًا دقيقًا وحاسمًا. تنصهر معظم سبائك لحام الألومنيوم والسيليكون الشائعة، مثل 4047، في نطاق محدد جدًا يتراوح من 1070 درجة فهرنهايت إلى 1080 درجة فهرنهايت (577 درجة مئوية إلى 582 درجة مئوية). تم تصميم درجة الحرارة هذه عمدًا لتكون أقل بقليل من نقطة انصهار أجزاء الألومنيوم الأساسية التي تقوم بربطها، وهذا هو سر العملية برمتها.
التحدي الأساسي في لحام الألومنيوم ليس مجرد صهر القضيب، بل تسخين المعدن الأساسي إلى درجة حرارة تسمح للقضيب المنصهر بالتدفق إلى المفصل دون صهر الجزء نفسه. يكمن النجاح داخل هذه النافذة الحرارية الضيقة التي لا ترحم.

لماذا تعتبر نافذة درجة الحرارة هذه بالغة الأهمية
إن فهم العلاقة بين قضيب الحشو والمعدن الأساسي أمر أساسي. إن فرق درجة الحرارة الصغير هو ما يجعل لحام الألومنيوم عملية تتطلب مهارة ودقة.
نقطة انصهار المعدن الأصلي
تبدأ سبائك الألومنيوم الشائعة مثل 6061 بالانصهار عند حوالي 1100 درجة فهرنهايت (595 درجة مئوية) وتصبح سائلة بالكامل عند 1205 درجة فهرنهايت (652 درجة مئوية).
كما ترون، هناك مجال ضئيل جدًا للخطأ - أقل من 30 درجة فهرنهايت - بين انصهار قضيب الحشو وبدء تعطل قطعة العمل. هذا هو السبب في أن الحرارة المباشرة والشديدة على نقطة واحدة هي وصفة لكارثة.
علم سبائك اللحام
عادة ما تكون قضبان لحام الألومنيوم سبائك يوتكتيكية، وغالبًا ما تكون مزيجًا من الألومنيوم والسيليكون.
تتميز السبيكة اليوتكتيكية بميزة واضحة: فهي تنصهر عند درجة حرارة واحدة حادة بدلاً من المرور بمرحلة لينة "طينية". وهذا يسمح لها بأن تصبح سائلة بالكامل وتتدفق بسرعة ونظافة عن طريق الخاصية الشعرية بمجرد الوصول إلى درجة الحرارة الصحيحة.
الحاجز الخفي: أكسيد الألومنيوم
يُغطى سطح الألومنيوم دائمًا بطبقة من أكسيد الألومنيوم، وهي طبقة قوية ومرنة ولها نقطة انصهار عالية بشكل مذهل تبلغ حوالي 3700 درجة فهرنهايت (2072 درجة مئوية).
لا يمكنك لحام الألومنيوم دون التعامل أولاً مع طبقة الأكسيد هذه. هذه هي مهمة المادة المساعدة (الفلكس)، التي تنشط عند درجات حرارة اللحام لإذابة الأكسيد كيميائيًا، مما يسمح للمعدن الحشو المنصهر بالارتباط بالألومنيوم النقي الموجود تحته.
فهم المقايضات والمزالق الشائعة
التحكم الدقيق في درجة الحرارة هو كل شيء. حتى الفنيون ذوو الخبرة يواجهون تحديات بسبب الخصائص الفريدة للألومنيوم.
الخطر الأساسي: السخونة الزائدة
على عكس الفولاذ، الذي يتوهج باللون الأحمر الساخن كتحذير، يعطي الألومنيوم إشارة بصرية قليلة جدًا قبل أن ينهار. ستؤدي السخونة الزائدة لقطعة العمل إلى تشوهها أو ترهلها أو انصهارها بالكامل.
عواقب نقص التسخين
إذا لم يكن المعدن الأساسي ساخنًا بدرجة كافية، فإن قضيب اللحام سوف ينصهر ولكنه سيتجمع ببساطة على السطح. لن "يرطب" الألومنيوم أو ينجذب إلى المفصل، مما يؤدي إلى رابطة ضعيفة بدون سلامة هيكلية.
التنظيف غير السليم أو تطبيق الفلكس
إذا لم يتم تنظيف الجزء ميكانيكيًا وتطبيق الفلكس عليه بشكل صحيح، فسوف يفشل الارتباط. يجب أن يكون الفلكس نشطًا وسائلاً - وغالبًا ما يكون ذلك علامة على أنك في النطاق الصحيح لدرجة الحرارة - لكي يتدفق معدن الحشو حيثما يلزم.
اتخاذ الخيار الصحيح لهدفك
تحقيق درجة الحرارة الصحيحة يتعلق بالتقنية، وليس فقط بقوة النار. يجب أن يملي نهجك قطعة العمل نفسها.
- إذا كان تركيزك الأساسي هو رابطة ناجحة: سخّن قطعة العمل على نطاق واسع وبشكل متساوٍ، وليس القضيب. ضع القضيب على المفصل، وإذا كانت قطعة العمل في درجة الحرارة الصحيحة، فسوف تذيب القضيب على الفور.
- إذا كنت مبتدئًا: استخدم الفلكس كدليل لدرجة الحرارة. ستظهر معظم مواد لحام الألومنيوم المساعدة (الفلكس) كمسحوق أبيض عند تطبيقها، ولكنها ستتحول إلى سائل شفاف ومائي بمجرد وصول المعدن إلى درجة حرارة اللحام المثالية.
- إذا كنت تقوم بربط قطع سميكة ورقيقة: ركز معظم حرارتك على المكون الأكثر سمكًا. سينقل انتقال الحرارة القطعة الرقيقة إلى درجة الحرارة بأمان أكبر من تسخينها مباشرة.
يأتي إتقان لحام الألومنيوم من فهم والتحكم في التوازن الحراري الدقيق بين قضيب الحشو والمعدن الأساسي.
جدول الملخص:
| المعلمة | التفاصيل |
|---|---|
| سبيكة لحام شائعة | 4047 (ألومنيوم-سيليكون) |
| نطاق الانصهار | 1070 درجة فهرنهايت - 1080 درجة فهرنهايت (577 درجة مئوية - 582 درجة مئوية) |
| بداية انصهار الألومنيوم الأساسي | ~1100 درجة فهرنهايت (595 درجة مئوية) |
| نافذة درجة الحرارة الحرجة | < 30 درجة فهرنهايت (< 17 درجة مئوية) |
| التحدي الرئيسي | تسخين المعدن الأساسي لتدفق الحشو دون صهر الجزء |
حقق لحام ألومنيوم لا تشوبه شائبة باستخدام معدات دقيقة من KINTEK
يتطلب إتقان نافذة درجة الحرارة الضيقة للحام الألومنيوم تحكمًا موثوقًا ودقيقًا في الحرارة. تتخصص KINTEK في أفران المختبر عالية الأداء ومعدات التسخين التي توفر درجات الحرارة الدقيقة والموحدة الضرورية لعمليات اللحام الناجحة.
سواء كنت في مجال البحث والتطوير أو التصنيع أو الإصلاح، فإن حلولنا تساعدك على:
- القضاء على السخونة الزائدة: منع تشوه وانصهار المعادن الأساسية.
- ضمان التدفق السليم: تحقيق نتائج متسقة مع توزيع متساوٍ للحرارة.
- تحسين العوائد: زيادة الكفاءة وتقليل الأخطاء المكلفة.
هل أنت مستعد لتحسين عملية اللحام الخاصة بك؟ اتصل بخبرائنا اليوم للعثور على حل التسخين المثالي لاحتياجاتك الخاصة بربط الألومنيوم.
دليل مرئي
المنتجات ذات الصلة
- سلك تنجستن مبخر حرارياً للتطبيقات ذات درجات الحرارة العالية
- مجمع تيار رقائق الألومنيوم لبطارية الليثيوم
- أدوات قطع احترافية لورق الكربون، قماش الكربون، الحجاب الحاجز، رقائق النحاس والألومنيوم، والمزيد
- فرن صغير لمعالجة الحرارة بالتفريغ وتلبيد أسلاك التنغستن
- جهاز تجنيس معقم بالضرب للنسيج والتحلل
يسأل الناس أيضًا
- لماذا لا يُستخدم التنجستن في أجهزة التسخين؟ الدور الحاسم لمقاومة الأكسدة
- هل التنجستن عنصر تسخين جيد؟ أطلق العنان لدرجات الحرارة القصوى في بيئات التفريغ
- ما هي عناصر التسخين المصنوعة من التنجستن؟ إطلاق العنان للحرارة القصوى للتطبيقات الفراغية والصناعية
- هل يمكن استخدام التنجستن كعنصر تسخين؟ إطلاق العنان للحرارة القصوى لتطبيقات درجات الحرارة العالية
- ما مدى ملاءمة التنغستن كمادة موصلة للكهرباء لتطبيقات التسخين؟ إتقان التسخين في درجات الحرارة العالية القصوى















