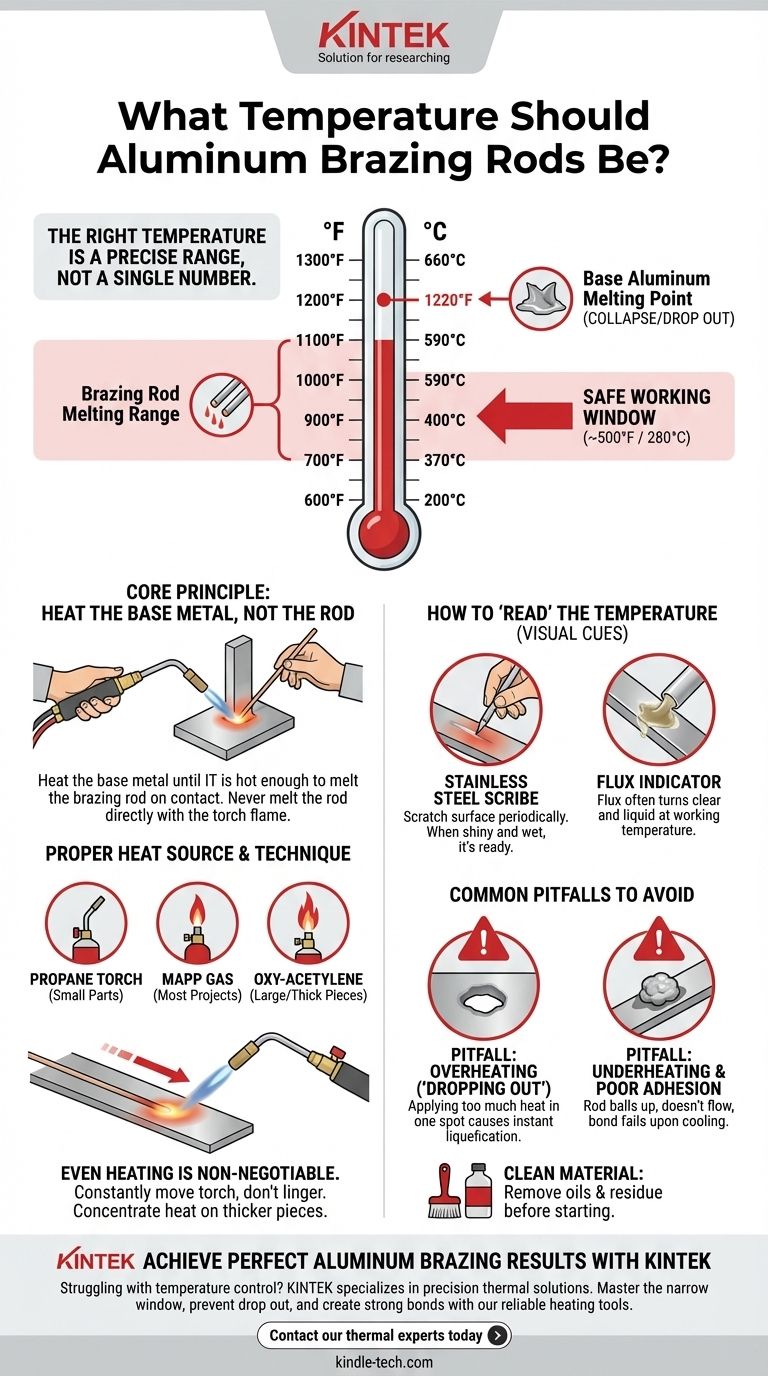
درجة الحرارة الصحيحة للحام الألومنيوم هي نطاق دقيق، وليست رقماً واحداً. تذوب معظم قضبان لحام أو لحام الألومنيوم بين 700 درجة فهرنهايت و 1100 درجة فهرنهايت (370 درجة مئوية إلى 590 درجة مئوية). ومع ذلك، فإن المفتاح الحقيقي للنجاح هو تسخين أجزاء الألومنيوم الأساسية إلى درجة حرارة العمل هذه، حيث أن الألومنيوم نفسه سوف يذوب وينهار عند حوالي 1220 درجة فهرنهايت (660 درجة مئوية)، مما يترك نافذة ضيقة للغاية للخطأ.
المبدأ الأساسي للحام الألومنيوم هو هذا: يجب عليك تسخين المعدن الأساسي حتى يصبح ساخناً بما يكفي لإذابة قضيب اللحام عند التلامس. لا تذوب القضيب مباشرة بلهب الشعلة. هذا التمييز الأساسي هو ما يفصل بين الرابطة القوية والدائمة ومحاولة فاشلة وضعيفة.

لماذا التحكم في درجة الحرارة هو كل شيء
نجاح لحام الألومنيوم لا يتعلق بالأداة التي تستخدمها بقدر ما يتعلق بقدرتك على إدارة الحرارة. خصائص المعدن تجعل هذه العملية صعبة بشكل فريد مقارنة بالصلب.
نافذة درجة الحرارة الحرجة
الفجوة بين نقطة انصهار قضيب اللحام (على سبيل المثال، 730 درجة فهرنهايت) ونقطة انصهار المعدن الأساسي (1220 درجة فهرنهايت) هي نطاق عملك بالكامل.
على عكس الفولاذ، لا يتوهج الألومنيوم باللون الأحمر ليحذرك من اقترابه من نقطة انصهاره. سيحافظ على مظهره حتى "يسقط" فجأة أو ينهار إلى حالة سائلة مع القليل من التحذير أو بدونه.
تسخين المعدن الأساسي، وليس القضيب
الهدف هو استخدام الشعلة لرفع درجة حرارة أجزاء الألومنيوم - قطعة العمل - إلى درجة حرارة تدفق القضيب.
عندما يكون المعدن الأساسي ساخناً بما فيه الكفاية، ما عليك سوى لمس القضيب بالمفصل. ستذيب الحرارة المنبعثة من المعدن القضيب على الفور، مما يسمح له بالتدفق عميقاً في المفصل عن طريق الخاصية الشعرية، مما يخلق رابطة قوية. سيؤدي إذابة القضيب بلهب الشعلة إلى تكتله على السطح دون التصاق.
كيفية "قراءة" درجة الحرارة
بدون معدات صناعية، يجب عليك الاعتماد على الإشارات البصرية والفيزيائية لقياس درجة الحرارة.
تقنية شائعة وفعالة هي استخدام مكشطة أو فرشاة من الفولاذ المقاوم للصدأ. أثناء تسخين المفصل، قم بخدش السطح بشكل دوري. عندما يكون المعدن ساخناً بما يكفي لكسر طبقة الأكسيد السطحية، سيظهر الخدش لامعاً ورطباً. هذه هي الإشارة إلى أن الألومنيوم جاهز لقبول قضيب اللحام.
دور مصدر الحرارة والتقنية
تتطلب الإدارة الصحيحة لدرجة الحرارة الأداة المناسبة وطريقة التطبيق الصحيحة.
اختيار شعلتك
بالنسبة للأجزاء الصغيرة جداً أو الرقيقة، قد تكون شعلة البروبان البسيطة كافية.
ومع ذلك، بالنسبة لمعظم المشاريع، ستحتاج إلى شعلة توفر المزيد من الحرارة، مثل غاز MAPP. بالنسبة للقطع الأكبر أو الأكثر سمكاً، غالباً ما تكون شعلة الأوكسي أسيتيلين بلهب محايد أو كربوني قليلاً ضرورية لتسخين منطقة المفصل بأكملها بسرعة وبشكل متساوٍ.
التسخين المتساوي لا غنى عنه
يجب عليك تحريك الشعلة باستمرار عبر منطقة المفصل بأكملها. البقاء في مكان واحد سيؤدي إلى ارتفاع درجة حرارة تلك المنطقة وذوبانها قبل وقت طويل من وصول المعدن المحيط إلى درجة الحرارة المطلوبة.
إذا كنت تقوم بضم قطع ذات سمك مختلف، ركز معظم حرارتك على القطعة الأكثر سمكاً، مما يسمح لحرارتها بالانتقال إلى القطعة الأرق.
وظيفة التدفق (Flux)
يشكل الألومنيوم على الفور طبقة أكسيد صلبة وشفافة تمنع سبيكة اللحام من الالتصاق. التدفق (Flux)، سواء تم تطبيقه بشكل منفصل أو كقلب داخل القضيب، هو عامل كيميائي مصمم لإزالة طبقة الأكسيد هذه عند درجات حرارة اللحام.
يمكن أن يكون ملاحظة التدفق أيضاً مؤشراً لدرجة الحرارة. غالباً ما يصبح شفافاً وسائلاً عندما يصل المعدن الأساسي إلى درجة حرارة العمل الصحيحة.
المزالق الشائعة التي يجب تجنبها
فهم ما يمكن أن يحدث خطأ أمر بالغ الأهمية لإنجاز العمل بشكل صحيح. العملية لا ترحم الأخطاء في التحضير أو التحكم في الحرارة.
المأزق: السخونة الزائدة و"السقوط"
هذا هو الفشل الأكثر شيوعاً. سيؤدي تطبيق الكثير من الحرارة في مكان واحد إلى تسييل الألومنيوم وإحداث ثقب على الفور. حافظ دائماً على تحريك اللهب وقم بتسخين منطقة واسعة.
المأزق: عدم كفاية التسخين وضعف الالتصاق
إذا كان المعدن الأساسي بارداً جداً، فلن يتدفق القضيب. إما أنه لن يذوب أو سيذوب من اللهب المباشر ويتكتل على السطح. هذا لا يخلق أي رابطة وسوف تسقط المادة ببساطة بعد أن تبرد.
المأزق: مادة متسخة أو غير مجهزة
سيفشل اللحام على الألومنيوم المتسخ. قبل البدء، يجب تنظيف المفصل ميكانيكياً بفرشاة مخصصة من الفولاذ المقاوم للصدأ (لا تستخدم أبداً فرشاة مستخدمة على الفولاذ) ومسحها بمذيب مثل الأسيتون لإزالة جميع الزيوت والبقايا.
قائمة تحقق عملية للنجاح
استخدم هذه الإرشادات لمطابقة تقنيتك مع هدفك المحدد.
- إذا كنت تقوم بإصلاح مادة رقيقة (مثل الأنابيب أو الألواح): استخدم قضيباً بدرجة حرارة منخفضة ولهباً أكثر نعومة وأوسع لتسخين المنطقة بلطف وتجنب حرق المعدن.
- إذا كنت تقوم بضم قطع سميكة ورقيقة: ركز 80% من حرارتك على القطعة الأكثر سمكاً، مما يسمح لحرارتها بالانتقال إلى القطعة الأرق لرفع درجة حرارة المفصل بأكمله بالتساوي.
- إذا لم يتدفق قضيبك إلى المفصل: المعدن الأساسي ليس ساخناً بما فيه الكفاية. أزل القضيب، طبق المزيد من الحرارة على قطعة العمل بنمط واسع، وحاول مرة أخرى.
- إذا أحدثت ثقباً في الألومنيوم: لقد قمت بتسخين المعدن الأساسي بشكل زائد. توقف فوراً، اسحب الشعلة بعيداً، واترك القطعة تبرد تماماً قبل تقييم الضرر.
إتقان التحكم في درجة الحرارة هو المفتاح الذي يحول لحام الألومنيوم من مقامرة محبطة إلى مهارة موثوقة.
جدول الملخص:
| معلمة درجة الحرارة الرئيسية | القيمة |
|---|---|
| نقطة انصهار قضيب اللحام | 700 درجة فهرنهايت - 1100 درجة فهرنهايت (370 درجة مئوية - 590 درجة مئوية) |
| نقطة انصهار الألومنيوم الأساسي | 1220 درجة فهرنهايت (660 درجة مئوية) |
| نافذة العمل الآمنة | ~500 درجة فهرنهايت (280 درجة مئوية) |
| التقنية الحرجة | تسخين المعدن الأساسي، وليس القضيب |
حقق نتائج لحام ألومنيوم مثالية مع KINTEK
هل تواجه صعوبة في التحكم في درجة حرارة لحام الألومنيوم؟ تتخصص KINTEK في معدات المختبرات الدقيقة والحلول الحرارية التي تساعد الفنيين والمصنعين على الحفاظ على معايير درجة الحرارة الدقيقة لربط المعادن بشكل لا تشوبه شائبة. تضمن أدوات التسخين الموثوقة لدينا ودعم الخبراء أنك تعمل ضمن النافذة الضيقة التي تبلغ 500 درجة فهرنهايت بين ذوبان القضيب وفشل المعدن الأساسي.
نحن نساعدك على:
- منع "سقوط" المعدن الأساسي من خلال إدارة دقيقة لدرجة الحرارة
- إنشاء روابط قوية ودائمة من خلال تطبيق الحرارة المناسب
- إتقان الإشارات البصرية لدرجة الحرارة للحصول على نتائج متسقة
هل أنت مستعد لتحويل لحام الألومنيوم الخاص بك من محبط إلى موثوق؟ اتصل بخبرائنا الحراريين اليوم للحصول على حلول المعدات والإرشادات الفنية المصممة خصيصاً لاحتياجات مشروعك.
دليل مرئي
المنتجات ذات الصلة
- قضيب ألومينا متقدم دقيق معزول للسيراميك Al2O3 للتطبيقات الصناعية
- قضيب سيراميك زركونيا مستقر بدقة مصقولة لتصنيع السيراميك المتقدم الدقيق
- مصنع مخصص لأجزاء PTFE Teflon لقضيب استعادة قضيب التحريك PTFE
يسأل الناس أيضًا
- ما هي السيراميك المستخدمة للعزل؟ اختر المادة المناسبة للاحتياجات الحرارية أو الكهربائية
- ما هي السعة الحرارية النوعية للألومينا؟ إنها تتراوح بين 451 و 955 جول/كجم·كلفن
- لماذا تُستخدم قضبان الألومينا عالية النقاء في تجارب LOCA؟ محاكاة فجوة الوقود النووي ونقص البخار
- كيف يتم صنع سيراميك الألومينا؟ دليل لطرق التصنيع وخصائص المواد
- لماذا تُستخدم أقراص العزل المصنوعة من الألومينا كدعامات للعينة في عملية النتردة بالبلازما في القفص الكاثودي (CCPN)؟ ضمان نتردة بالبلازما خالية من التقوس وموحدة


