التكلفة العالية لقالب التصنيع هي انعكاس مباشر لطبيعته: قطعة من الآلات الصناعية المصممة خصيصًا وعالية الدقة. سعرها ليس لكتلة معدنية بسيطة، بل للكم الهائل من العمالة الماهرة، ووقت التشغيل الآلي المتقدم، والمواد عالية الجودة المطلوبة لإنشاء أداة قادرة على إنتاج آلاف أو ملايين الأجزاء المتطابقة بدقة وسرعة فائقتين.
قد يكون سعر القالب صادمًا حتى تعيد صياغة منظورك. أنت لا تشتري جزءًا؛ أنت تطلب آلة متينة ومصممة خصيصًا، غرضها الوحيد هو تكرار تصميمك بشكل مثالي وفعال على نطاق واسع. التكلفة هي استثمار في القدرة التصنيعية، وليست مجرد نفقات.

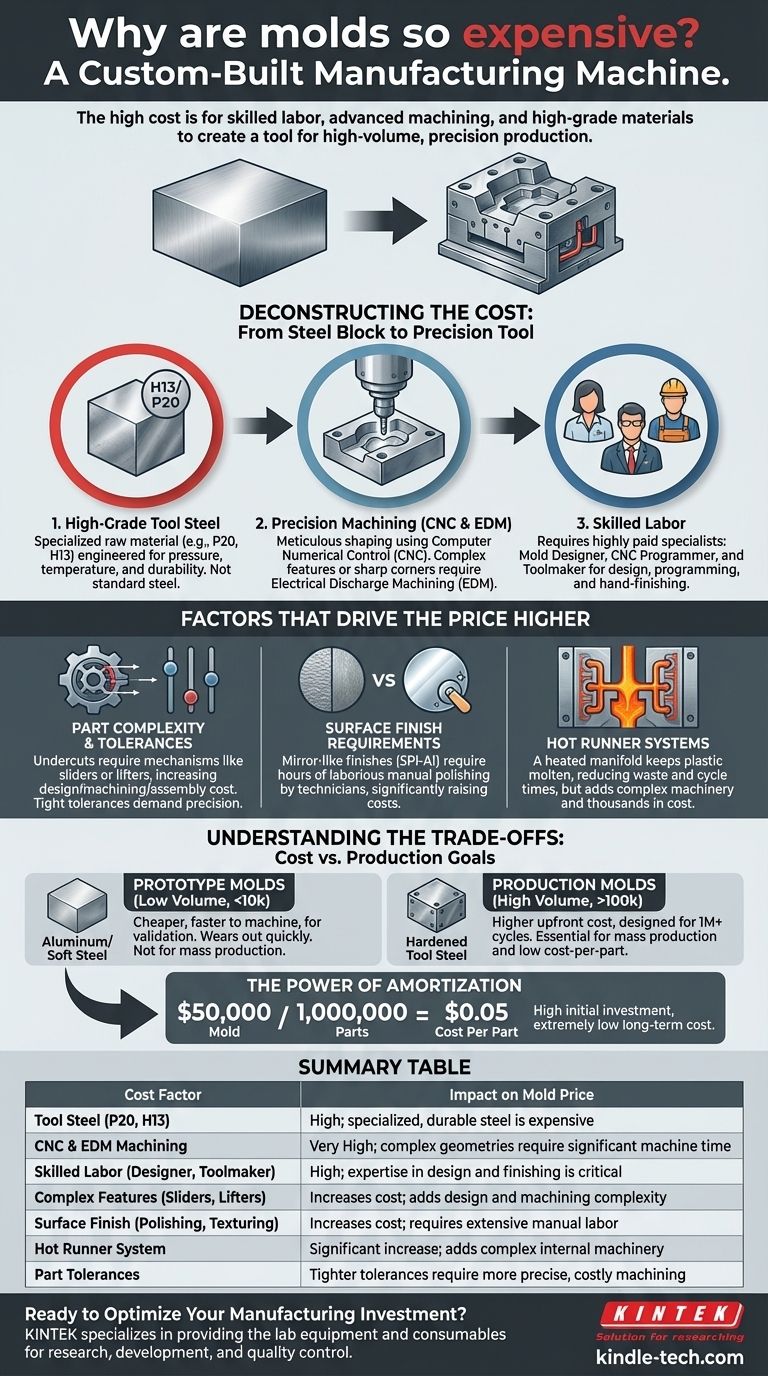
تفكيك التكلفة: من كتلة الفولاذ إلى الأداة الدقيقة
يبدأ القالب ككتلة من الفولاذ المتخصص ويتحول من خلال سلسلة من العمليات المكلفة والمستهلكة للوقت. كل خطوة تضيف تكلفة كبيرة ولكنها ضرورية لإنشاء أداة إنتاج موثوقة.
الأساس: فولاذ الأدوات عالي الجودة
المادة الخام نفسها عامل تكلفة رئيسي. لا تُصنع القوالب من الفولاذ القياسي منخفض التكلفة. بل تُبنى من فولاذ الأدوات عالي الجودة، مثل P20 أو H13.
تم تصميم هذا الفولاذ المتخصص ليتحمل الضغط الهائل ودرجات الحرارة العالية لعملية قولبة الحقن على مدى مئات الآلاف من الدورات دون تشوه أو تآكل. فولاذ الأدوات المقوى مثل H13، المستخدم لتشغيل ملايين الأجزاء، أغلى بكثير وأصعب بكثير في التشغيل الآلي، مما يزيد التكاليف.
العملية الأساسية: التشغيل الآلي الدقيق
هذا هو المحرك الأكبر للتكلفة. يتم تشكيل كتلة الفولاذ بدقة باستخدام التشغيل الآلي بالتحكم الرقمي بالكمبيوتر (CNC). يقوم قاطع موجه بالكمبيوتر بنحت التجويف – المساحة السلبية لجزءك – من الكتلة الصلبة.
كلما كان شكل جزءك أكثر تعقيدًا، زاد وقت التشغيل الآلي المطلوب. تتطلب الميزات مثل التفاصيل الدقيقة، أو الأضلاع العميقة، أو الأسطح المنحنية مسارات تشغيل آلي أطول وأكثر تعقيدًا. للزوايا الداخلية الحادة أو الميزات التي لا يمكن لأداة الطحن الوصول إليها ماديًا، تُستخدم عملية أكثر تخصصًا تسمى التشغيل الآلي بالتفريغ الكهربائي (EDM)، وهي أبطأ وتضيف تكلفة إضافية.
العنصر البشري: العمالة الماهرة والتصميم
يتطلب إنشاء قالب فريقًا من المتخصصين ذوي الأجور المرتفعة. يبدأ الأمر بـ مصمم القوالب، وهو مهندس يترجم تصميم جزءك إلى قالب وظيفي، ويخطط لأشياء مثل تدفق المواد، وقنوات التبريد، وطرد الجزء.
ثم يقوم مبرمج CNC بإنشاء مسارات الأدوات المعقدة للآلة، ويشرف صانع الأدوات الماهر على العملية بأكملها، من إعداد الآلة إلى التجميع النهائي والتشطيب اليدوي. تشكل ساعات عمل هؤلاء الخبراء جزءًا كبيرًا من الفاتورة النهائية.
العوامل التي ترفع السعر
بالإضافة إلى عملية التصنيع الأساسية، يمكن أن تزيد الميزات المحددة لتصميم جزءك بشكل كبير من تعقيد القالب وتكلفته.
تعقيد الجزء والتفاوتات
إذا كان جزءك يحتوي على تجاويف سفلية (undercuts) – وهي ميزات تمنعه من السحب مباشرة من القالب – فيجب أن يتضمن القالب آليات معقدة. يمكن أن تكون هذه منزلقات (sliders) (حركات جانبية) أو رافعات (lifters) تتحرك في مكانها قبل الحقن ثم تتراجع للسماح بطرد الجزء. هذه تضيف تكاليف تصميم وتشغيل آلي وتجميع كبيرة.
وبالمثل، فإن طلب تفاوتات ضيقة يعني أن القالب يجب أن يتم تشغيله بدقة قصوى، مما يتطلب إعدادات أكثر دقة، وسرعات تشغيل آلي أبطأ، وفحوصات جودة أكثر صرامة، وكل ذلك يزيد التكلفة.
متطلبات تشطيب السطح
اللمسة النهائية على جزءك البلاستيكي هي نسخة طبق الأصل من اللمسة النهائية داخل تجويف القالب. اللمسة النهائية القياسية، كما هي بعد التشغيل الآلي، هي الخيار الأرخص.
ومع ذلك، إذا كنت تتطلب لمسة نهائية ذات نسيج أو مصقولة للغاية ولامعة كالمرآة (معيار SPI-A1)، فإن التكلفة ترتفع بشكل كبير. يتم تحقيق هذا المستوى من التشطيب من خلال ساعات من التلميع اليدوي الشاق بواسطة فني ذي مهارات عالية.
أنظمة العدائين الساخنة (Hot Runner Systems)
يحتاج القالب إلى طريقة لدخول البلاستيك المنصهر إلى التجويف. نظام العداء البارد (cold runner) الأساسي هو قناة بسيطة تتجمد مع الجزء ويتم طردها كنفايات.
نظام العداء الساخن (hot runner system) هو مشعب ساخن يحافظ على البلاستيك منصهرًا حتى يصل إلى الجزء. هذا يزيل النفايات ويمكن أن يقلل من أوقات الدورة، ولكنه في الواقع قطعة معقدة من الآلات مبنية داخل قالبك، مما يضيف آلاف أو عشرات الآلاف من الدولارات إلى التكلفة الأولية.
فهم المفاضلات: التكلفة مقابل أهداف الإنتاج
الخطأ الأكثر شيوعًا هو محاولة التوفير في جودة القالب لتقليل الاستثمار الأولي. يؤدي هذا النهج دائمًا تقريبًا إلى ارتفاع التكاليف ومشاكل الإنتاج لاحقًا.
أسطورة القالب "الرخيص"
القالب المصنوع بشكل سيء و"الرخيص" يمثل عبئًا. قد يعاني من التآكل المبكر، وينتج أجزاء بها عيوب مثل الفلاش أو علامات الانكماش، ويتطلب توقفًا متكررًا للصيانة. تتجاوز تكلفة وقت الإنتاج الضائع والأجزاء المعيبة بسرعة أي وفورات أولية.
قوالب النماذج الأولية مقابل قوالب الإنتاج
للإنتاج بكميات منخفضة (عادةً أقل من 10,000 وحدة)، يمكنك استخدام قالب مصنوع من الفولاذ الأكثر ليونة أو حتى الألومنيوم عالي الجودة. هذه المواد أرخص وأسرع في التشغيل الآلي، مما يؤدي إلى تكلفة أولية أقل بكثير. ومع ذلك، سوف تتآكل بسرعة وليست مناسبة للإنتاج الضخم.
يكلف قالب الإنتاج المصنوع من فولاذ الأدوات المقوى (مثل H13) أكثر بكثير ولكنه مصمم ليدوم لأكثر من 1,000,000 دورة. يعتمد الاختيار كليًا على توقعات الإنتاج الخاصة بك.
قوة الاستهلاك
تصبح التكلفة الأولية المرتفعة لقالب الإنتاج ضئيلة عند توزيعها على حجم كبير من الأجزاء. قالب بقيمة 50,000 دولار ينتج مليون جزء يضيف فقط 0.05 دولار إلى تكلفة كل جزء على حدة. هذا هو المبدأ الاقتصادي الأساسي لقولبة الحقن: استثمار أولي مرتفع لتكلفة منخفضة للغاية لكل جزء.
اتخاذ القرار الصحيح لمشروعك
تعتمد استراتيجية القالب الصحيحة كليًا على أهداف الإنتاج الخاصة بك. الاستثمار المناسب مقدمًا أمر بالغ الأهمية للنجاح.
- إذا كان تركيزك الأساسي على النماذج الأولية السريعة أو التحقق من صحة الكميات المنخفضة (<10,000 وحدة): فكر في قالب فولاذي أكثر ليونة أو قالب ألومنيوم لتقليل استثمارك الأولي أثناء التحقق من صحة تصميمك.
- إذا كان تركيزك الأساسي على الإنتاج الضخم وأقل تكلفة لكل جزء (>100,000 وحدة): استثمر في قالب عالي الجودة، متعدد التجويفات، من الفولاذ المقوى، وربما مع نظام عداء ساخن، لزيادة الكفاءة وطول العمر.
- إذا كان تركيزك الأساسي على الموازنة بين التكلفة للكميات المتوسطة (10,000-100,000 وحدة): فإن قالب التجويف الواحد المصنوع من فولاذ الأدوات P20 هو الأداة الأكثر استخدامًا في الصناعة، ويوفر حلاً موثوقًا وفعالاً من حيث التكلفة لمعظم التطبيقات.
إن فهم أن القالب هو أصل تصنيعي طويل الأجل، وليس مجرد مصروف لمرة واحدة، هو المفتاح لاتخاذ استثمار سليم في مستقبل منتجك.
جدول ملخص:
| عامل التكلفة | التأثير على سعر القالب |
|---|---|
| فولاذ الأدوات (P20, H13) | مرتفع؛ الفولاذ المتخصص والمتين باهظ الثمن |
| التشغيل الآلي CNC و EDM | مرتفع جدًا؛ الأشكال الهندسية المعقدة تتطلب وقتًا كبيرًا للآلة |
| العمالة الماهرة (المصمم، صانع الأدوات) | مرتفع؛ الخبرة في التصميم والتشطيب حاسمة |
| الميزات المعقدة (المنزلقات، الرافعات) | تزيد التكلفة؛ تضيف تعقيدًا في التصميم والتشغيل الآلي |
| تشطيب السطح (التلميع، النقش) | تزيد التكلفة؛ تتطلب عمالة يدوية مكثفة |
| نظام العداء الساخن | زيادة كبيرة؛ يضيف آلات داخلية معقدة |
| تفاوتات الأجزاء | التفاوتات الأكثر إحكامًا تتطلب تشغيلًا آليًا أكثر دقة وتكلفة |
هل أنت مستعد لتحسين استثمارك في التصنيع؟
يعد التعامل مع تكاليف ومواصفات القوالب أمرًا معقدًا. تتخصص KINTEK في توفير معدات المختبرات والمواد الاستهلاكية الضرورية للبحث والتطوير ومراقبة الجودة في عمليات التصنيع. سواء كنت تقوم بعمل نماذج أولية أو توسيع نطاق الإنتاج، فإن امتلاك الأدوات المناسبة أمر بالغ الأهمية للنجاح.
دعنا نساعدك في تجهيز مختبرك لتحقيق الكفاءة والدقة. اتصل بخبرائنا اليوم لمناقشة كيف يمكن لحلول KINTEK دعم مشروعك من المفهوم إلى المنتج النهائي.
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- قالب مكبس الأشعة تحت الحمراء للمختبر
- قالب ضغط حلقي للتطبيقات المعملية
- قالب ضغط الأشعة تحت الحمراء بدون إزالة العينات للتطبيقات المختبرية
- قالب ضغط خاص الشكل للمختبر
يسأل الناس أيضًا
- ما هي الخطوات الخمس للقولبة بالحقن؟ دليل للإنتاج الفعال وعالي الجودة
- ما الذي يمكنك صنعه باستخدام آلة التشكيل بالحقن؟ إنتاج كميات كبيرة من الأجزاء البلاستيكية عالية الجودة بكفاءة
- ما هي أهمية آلة القولبة بالحقن؟ إطلاق العنان للتصنيع الدقيق وعالي الحجم
- ما هي الصناعات التي تستخدم قولبة الحقن؟ من الطب إلى السيارات، إنها في كل مكان
- ما هي الآلة التي تصنع القوالب؟ آلات حقن القوالب للإنتاج بالجملة



















