تعتبر عملية القولبة بالحقن دورة تصنيع عالية السرعة تتكون من أربع مراحل أساسية: التثبيت، الحقن، التبريد، والطرد. تعمل هذه المراحل معًا بكفاءة لتحويل المواد اللدائن الحرارية أو المواد المتصلدة بالحرارة الخام إلى جزء صلب دقيق، مما يتيح الإنتاج الضخم للمكونات المعقدة.
بينما يسهل تسمية المراحل الأربع، إلا أنها تمثل تفاعلاً معقدًا بين الضغط ودرجة الحرارة والوقت. إتقان هذه الدورة هو المفتاح لإنتاج قطع عالية الجودة وفعالة من حيث التكلفة على نطاق واسع، حيث يعتمد نجاح المكون النهائي كليًا على التحكم الدقيق في كل مرحلة.

الأساس: المرحلة 1 - التثبيت
ما هو التثبيت؟
قبل حقن أي بلاستيك، يجب إغلاق نصفي القالب بإحكام. تدفع وحدة تثبيت، إما هيدروليكية أو كهربائية، نصفي القالب معًا بقوة هائلة.
دور قوة التثبيت
هذه القوة، التي غالبًا ما تُقاس بالأطنان، ليست عشوائية. يجب أن تكون قوية بما يكفي لمقاومة الضغط الهائل للبلاستيك المنصهر الذي سيتم حقنه، مما يحافظ على إغلاق القالب بإحكام.
لماذا هي حاسمة
تسمح قوة التثبيت غير الكافية بتسرب البلاستيك من تجويف القالب، مما يخلق عيبًا يُعرف باسم الزائدة (flash). يجب إزالة هذه المادة الزائدة يدويًا، مما يزيد من تكاليف العمالة ويخلق هدرًا.
التحول: المرحلة 2 - الحقن
الصهر والحقن
تُغذى حبيبات البلاستيك من قادوس إلى أسطوانة ساخنة. يقوم برغي ترددي كبير داخل الأسطوانة بصهر البلاستيك ونقله إلى الأمام.
بمجرد تراكم كمية كافية من البلاستيك المنصهر ("الدفعة")، يعمل البرغي كمكبس، دافعًا المادة بسرعة إلى تجويف القالب الفارغ.
مرحلة "التعبئة والتثبيت"
بعد امتلاء التجويف بمعظمه، تدخل الآلة في مرحلة "التعبئة" أو "التثبيت". يتم الحفاظ على الضغط لفترة زمنية محددة لتعبئة مواد إضافية في التجويف.
هذا أمر بالغ الأهمية للتعويض عن انكماش المواد أثناء تبريدها، مما يضمن أن الجزء كثيف تمامًا وخالٍ من الفراغات أو علامات الانكماش.
التصلب: المرحلة 3 - التبريد
كيف يعمل التبريد
بمجرد ملامسة البلاستيك المنصهر للأسطح الداخلية للقالب، يبدأ في التبريد والتصلب ليأخذ شكله النهائي. يتم التحكم في درجة حرارة القالب نفسه، عادةً بواسطة قنوات لتدوير الماء أو الزيت.
المرحلة الأكثر استهلاكًا للوقت
مرحلة التبريد هي أطول جزء في دورة القولبة بالحقن. تحدد وقت الدورة الإجمالي، وبالتالي، التكلفة النهائية لكل قطعة.
التأثير على الخصائص النهائية
يجب أن تكون مدة مرحلة التبريد طويلة بما يكفي لتصبح القطعة صلبة بما يكفي ليتم طردها دون تشوه أو تلف. تحدد هذه المرحلة الأبعاد النهائية والقوة والتشطيب السطحي للمكون.
فهم المقايضات والعيوب الشائعة
ضغط التثبيت مقابل الزائدة
يؤدي استخدام قوة تثبيت مفرطة إلى إهدار الطاقة ويمكن أن يسبب تآكلًا مبكرًا للقالب. ومع ذلك، تؤدي القوة القليلة جدًا إلى الزائدة (flash)، كما أوضحنا سابقًا. الهدف هو استخدام الحد الأدنى من القوة اللازمة للحفاظ على إغلاق القالب.
سرعة الحقن مقابل العيوب
يمكن أن يتسبب الحقن ببطء شديد في تبريد البلاستيك قبل امتلاء القالب بالكامل، مما يؤدي إلى حقنة قصيرة (short shot). يمكن أن يتسبب الحقن بسرعة كبيرة في إجهاد قص عالٍ، مما يؤدي إلى تدهور المواد أو عيوب تجميلية مثل "التدفق النفاث" (jetting).
وقت التبريد مقابل تكلفة الدورة
هذه هي المقايضة الاقتصادية المركزية. يعني وقت التبريد الأقصر تكلفة أقل للقطعة ولكنه يزيد من خطر العيوب مثل التشوه (warping) أو علامات الانكماش (sink marks). يجب تحسين العملية لأقصر وقت تبريد ممكن لا يزال يلبي جميع مواصفات الجودة.
التحرير: المرحلة 4 - الطرد
تحرير القطعة
بمجرد أن تبرد القطعة بشكل كافٍ، تفتح وحدة التثبيت القالب. تدفع آلية طرد، عادةً سلسلة من المسامير أو لوحة، القطعة المتصلبة خارج التجويف.
ضمان تحرير نظيف
يجب أن تكون القطعة صلبة بما يكفي لتحمل قوة مسامير الطرد دون أن تتلف. يتم تصميم ميزات مثل زوايا السحب (ميل طفيف على جدران القطعة) في القطعة لتسهيل التحرير السلس والسهل من القالب. بعد الطرد، يغلق القالب، وتبدأ الدورة من جديد.
تحسين الدورة لهدفك
يمنحك فهم هذه المراحل الأربع القدرة على إجراء محادثات أكثر إنتاجية مع شريكك في التصنيع وتشخيص مشكلات الإنتاج بشكل أفضل.
- إذا كان تركيزك الأساسي هو السرعة وتقليل التكلفة: انتبه جيدًا لمرحلة التبريد، حيث إنها تمثل عادةً غالبية وقت الدورة.
- إذا كان تركيزك الأساسي هو جودة القطعة ودقة الأبعاد: مرحلة الحقن والتعبئة/التثبيت هي الأكثر أهمية، حيث يتحكم التحكم في الضغط في كثافة القطعة ويمنع العيوب.
- إذا كنت تواجه عيوبًا تجميلية: تحقق من مراحل التثبيت والحقن، حيث غالبًا ما تُعزى مشكلات مثل الزائدة أو علامات الحرق أو الحقن القصير إلى ضغط أو سرعة غير صحيحة.
من خلال النظر إلى القولبة بالحقن كنظام متكامل بدلاً من أربع خطوات منفصلة، يمكنك تشخيص المشكلات بشكل أفضل وتحقيق نتائج التصنيع المرجوة.
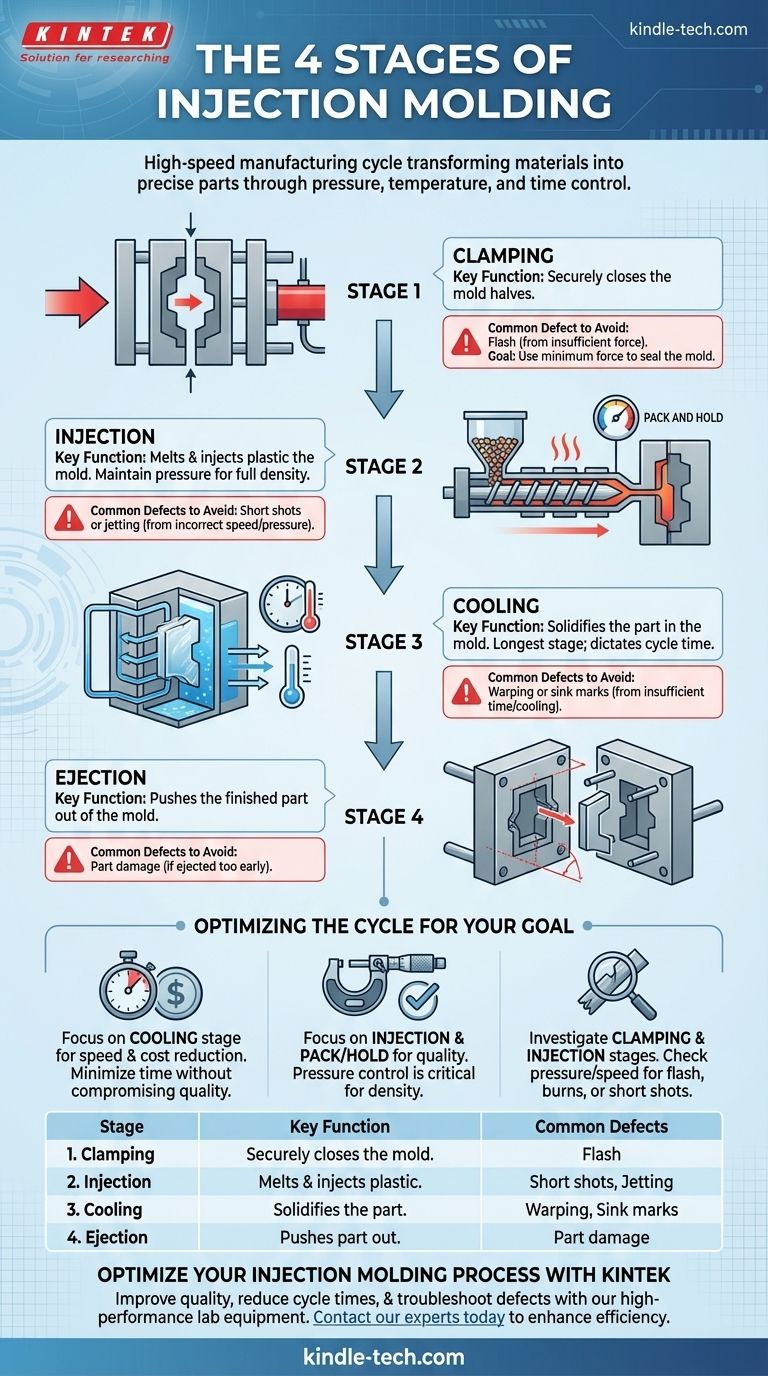
جدول الملخص:
| المرحلة | الوظيفة الرئيسية | العيوب الشائعة التي يجب تجنبها |
|---|---|---|
| 1. التثبيت | يغلق نصفي القالب بإحكام. | الزائدة (من قوة غير كافية). |
| 2. الحقن | يصهر ويحقن البلاستيك في القالب. | حقن قصير أو تدفق نفاث (من سرعة غير صحيحة). |
| 3. التبريد | يصلب القطعة في القالب. | التشوه أو علامات الانكماش (من وقت غير كافٍ). |
| 4. الطرد | يدفع القطعة النهائية خارج القالب. | تلف القطعة (إذا تم طردها مبكرًا جدًا). |
حسّن عملية القولبة بالحقن لديك مع KINTEK
هل تتطلع إلى تحسين جودة القطع، أو تقليل أوقات الدورة، أو استكشاف الأخطاء وإصلاحها في عمليات القولبة بالحقن؟ تتخصص KINTEK في معدات المختبرات عالية الأداء والمواد الاستهلاكية التي تدعم اختبار المواد وتحسين العمليات للمصنعين مثلك.
يمكن أن تساعدك حلولنا في:
- تحليل خصائص المواد بدقة لإتقان معلمات الحقن.
- محاكاة واختبار معدلات التبريد لتقليل أوقات الدورة.
- ضمان مراقبة الجودة المتسقة من المواد الخام إلى القطعة النهائية.
اتصل بخبرائنا اليوم لمناقشة كيف يمكن لمعدات مختبر KINTEK تعزيز كفاءة وإنتاجية القولبة بالحقن لديك.
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- قالب ضغط الأشعة تحت الحمراء بدون إزالة العينات للتطبيقات المختبرية
- قالب مكبس الأشعة تحت الحمراء للمختبر
- قالب ضغط دائري ثنائي الاتجاه للمختبر
- قوالب الضغط الأيزوستاتيكي للمختبر
يسأل الناس أيضًا
- ما هو تطبيق آلة التشكيل بالحقن؟ تشغيل الإنتاج الضخم للأجزاء المعقدة
- ما هي الآلة التي تصنع القوالب؟ آلات حقن القوالب للإنتاج بالجملة
- ما هي الصناعات التي تستخدم قولبة الحقن؟ من الطب إلى السيارات، إنها في كل مكان
- ما هما النوعان الشائعان لعمليات قولبة الحقن؟ شرح اللدائن الحرارية مقابل اللدائن المتصلدة بالحرارة
- ما هي الخطوات الخمس للقولبة بالحقن؟ دليل للإنتاج الفعال وعالي الجودة



















