باختصار، تصميم الأدوات والقوالب هو عملية الهندسة المتخصصة لإنشاء الأجهزة التصنيعية - "القالب" أو "الأداة" - المستخدمة لإنتاج الأجزاء بكميات كبيرة. إنه الجسر الحاسم الذي يترجم التصميم الرقمي للمنتج إلى كائن مادي متكرر عن طريق تشكيل المواد الخام مثل البلاستيك أو المعدن المنصهر تحت الضغط. تحدد جودة هذا التصميم دقة الجزء النهائي وتشطيبه وتكلفته.
الخلاصة الأساسية هي أن تصميم الأدوات والقوالب الفعال هو أكثر بكثير من مجرد إنشاء انطباع سلبي للجزء. إنه نظام معقد يجب أن يدير بخبرة تدفق المواد ودرجة الحرارة والضغط لضمان أن كل جزء يتم إنتاجه هو نسخة طبق الأصل دقيقة واقتصادية للتصميم الأصلي.

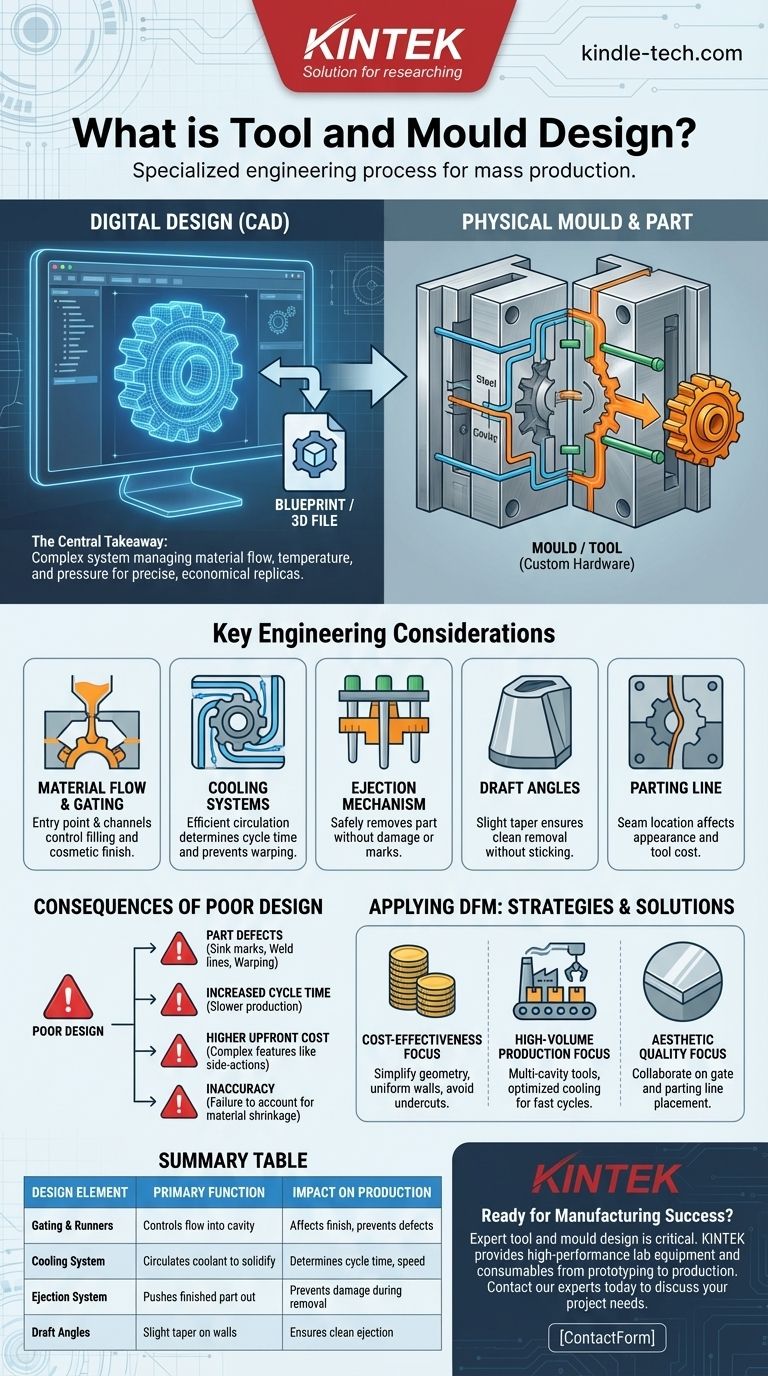
الوظيفة الأساسية: من المخطط إلى الجزء المادي
قد يبدو المنتج مثاليًا في ملف CAD، ولكن تصميم الأدوات والقوالب هو ما يحدد ما إذا كان يمكن تصنيعه بنجاح. تحول هذه العملية المفهوم الرقمي إلى واقع ملموس يتم إنتاجه بكميات كبيرة.
تحديد "القالب" أو "الأداة"
القالب (الذي يشار إليه غالبًا باسم الأداة أو الختم) هو عادةً كتلة من الفولاذ عالي القوة أو الألومنيوم تم تشغيلها بدقة. يحتوي على تجويف هو الشكل السلبي للجزء الذي تنوي إنشاؤه.
هذه الأداة هي قلب عمليات مثل القولبة بالحقن، حيث يتم إجبار البلاستيك المنصهر على التجويف، وتبريده، ثم إخراجه كجزء مكتمل. غالبًا ما تُستخدم مصطلحي "الأداة" و "القالب" بالتبادل للإشارة إلى مجموعة التجميع المخصصة بالكامل هذه.
إنه أكثر من مجرد تجويف
التجويف البسيط لا يكفي. يجب أن يشتمل التصميم على سلسلة من الأنظمة الميكانيكية المعقدة التي تعمل في تناغم تام. هذه الأنظمة مسؤولة عن إدخال المادة، وتشكيلها بشكل صحيح، وتبريدها بكفاءة، وإخراج الجزء المكتمل دون تلف.
الاعتبارات الهندسية الرئيسية في تصميم القوالب
يتم تحديد نجاح الجزء المصنّع من خلال حفنة من مبادئ التصميم الحرجة التي يجب معالجتها قبل وقت طويل من قطع أي معدن.
تدفق المواد والبوابات (Gating)
البوابة (Gate) هي نقطة الدخول حيث يتدفق البلاستيك المنصهر إلى تجويف القالب، و الممرات (Runners) هي القنوات التي تؤدي إليها. يعد حجم وشكل وموقع البوابة أمرًا بالغ الأهمية لضمان ملء التجويف بالتساوي وللتحكم في المظهر الجمالي للجزء النهائي.
أنظمة التبريد
يتم حفر قنوات في جميع أنحاء القالب لتداول سائل تبريد (عادة الماء). يعد نظام التبريد الفعال أمرًا بالغ الأهمية لأنه يحدد زمن الدورة (cycle time) - وهو الوقت الإجمالي اللازم لإنتاج جزء واحد. التبريد غير المتساوي أو البطيء هو السبب الرئيسي لعيوب الأجزاء مثل التشوه.
آلية القذف (Ejection Mechanism)
بمجرد أن يبرد الجزء ويتصلب، يجب دفعه خارج القالب. يتم تحقيق ذلك بواسطة نظام القذف، الذي يستخدم دبابيس القذف (ejector pins) لتطبيق القوة على الجزء. يجب حساب موضع وحجم هذه الدبابيس بعناية لتجنب ترك علامات أو تشويه المنتج.
زوايا السحب (Draft Angles)
لكي يتم إخراج الجزء من القالب بسهولة، لا يمكن أن تكون جدرانه عمودية تمامًا. هناك حاجة إلى ميل طفيف، يُعرف باسم زاوية السحب. بدون سحب كافٍ، سيحتك الجزء بجدار القالب أثناء القذف، مما يسبب ضررًا تجميليًا أو يتسبب في التصاقه.
خط الفصل (Parting Line)
خط الفصل هو الدرزة حيث يلتقي نصفي القالب. موقعه هو قرار تصميم حاسم يؤثر على المظهر النهائي للجزء ويمكن أن يؤثر على تعقيد وتكلفة الأداة نفسها.
فهم عواقب التصميم السيئ
العيوب في تصميم الأدوات والقوالب ليست سهلة الإصلاح ولها عواقب وخيمة على كل من الجودة والتكلفة.
التأثير على جودة الجزء
التصميم السيئ هو السبب المباشر لعيوب التصنيع الشائعة. علامات الغرق (Sink marks) (التجاويف على السطح)، و خطوط اللحام (weld lines) (حيث يلتقي تدفقان من البلاستيك)، و التشوه (warping) هي كلها أعراض لقالب يفشل في إدارة تدفق المواد ودرجة الحرارة بشكل صحيح.
الرابط بسرعة الإنتاج
يؤدي نظام التبريد أو القذف المصمم بشكل سيئ إلى زيادة زمن الدورة بشكل كبير. حتى بضع ثوانٍ إضافية لكل جزء يمكن أن تترجم إلى آلاف الدولارات من خسارة كفاءة الإنتاج على مدى عمر المنتج.
التكلفة الأولية للتعقيد
تتطلب الميزات مثل التجاويف السفلية (undercuts) أو الخيوط آليات معقدة مثل الإجراءات الجانبية (side-actions) أو الرافعات (lifters) ليتم بناؤها في القالب. في حين أنها ضرورية لبعض التصاميم، فإن هذه الميزات تزيد بشكل كبير من التكلفة والتعقيد ومتطلبات صيانة الأداة.
حساب انكماش المادة
كل بلاستيك له معدل انكماش فريد - فهو ينكمش أثناء التبريد. يجب على مصمم القالب حساب هذا المعدل بدقة وجعل تجويف القالب أكبر قليلاً من أبعاد الجزء النهائي للتعويض. يؤدي الفشل في القيام بذلك إلى أجزاء خارج التفاوت.
تطبيق هذا على مشروعك
ترتبط مبادئ تصميم الأدوات والقوالب ارتباطًا مباشرًا بممارسة التصميم من أجل التصنيع (DFM). التفكير في كيفية تشكيل الجزء منذ البداية أمر ضروري.
- إذا كان تركيزك الأساسي هو الفعالية من حيث التكلفة: بسّط هندسة الجزء الخاص بك، وصمم سماكات جدران موحدة، وتجنب الميزات المعقدة مثل التجاويف السفلية لتقليل تكلفة الأداة.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة: استثمر في أداة فولاذية متينة متعددة التجويف مع نظام تبريد مُحسَّن للغاية لتحقيق أقل زمن دورة ممكن.
- إذا كان تركيزك الأساسي هو الجودة الجمالية: تعاون بشكل وثيق مع مصمم القالب بشأن موضع البوابات وخط الفصل لتقليل تأثيرها المرئي.
في نهاية المطاف، يعد الاستثمار في تصميم الأدوات والقوالب الاحترافي استثمارًا مباشرًا في جودة واتساق وربحية منتجك النهائي.
جدول ملخص:
| عنصر التصميم | الوظيفة الأساسية | التأثير على الإنتاج |
|---|---|---|
| البوابات والممرات | التحكم في تدفق المادة المنصهرة إلى التجويف. | يؤثر على تشطيب الجزء ويمنع عيوب مثل خطوط اللحام. |
| نظام التبريد | تداول سائل التبريد لتصلب الجزء. | يحدد بشكل مباشر زمن الدورة وسرعة الإنتاج. |
| نظام القذف | دفع الجزء المكتمل خارج القالب. | يمنع تلف الجزء أثناء الإزالة. |
| زوايا السحب | ميل طفيف على الجدران العمودية. | يضمن إمكانية إخراج الجزء بسهولة دون التصاق. |
هل أنت مستعد لتحويل تصميم منتجك إلى نجاح تصنيعي؟
يعد تصميم الأدوات والقوالب الاحترافي أمرًا بالغ الأهمية لتحقيق دقة الأجزاء وجودتها الجمالية ودورات الإنتاج الفعالة من حيث التكلفة. في KINTEK، نحن متخصصون في توفير معدات المختبرات عالية الأداء والمواد الاستهلاكية التي تدعم عملية التصنيع بأكملها، من النماذج الأولية إلى الإنتاج بكميات كبيرة.
يعتمد عملاؤنا المستهدفون في البحث والتطوير والتصنيع على حلولنا لضمان عمل أدواتهم بأقصى كفاءة. دعنا نساعدك في تحسين إنتاجك.
اتصل بخبرائنا اليوم لمناقشة احتياجات مشروعك.
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- قالب ضغط أسطواني للتطبيقات المخبرية
- قالب ضغط خاص الشكل للمختبر
- قالب ضغط مختبر مربع التجميع للتطبيقات المختبرية
- قالب ضغط أسطواني مع مقياس للمختبر
يسأل الناس أيضًا
- ما هي أهمية آلة القولبة بالحقن؟ إطلاق العنان للتصنيع الدقيق وعالي الحجم
- ما هي الصناعات التي تستخدم قولبة الحقن؟ من الطب إلى السيارات، إنها في كل مكان
- ما هو تطبيق آلة التشكيل بالحقن؟ تشغيل الإنتاج الضخم للأجزاء المعقدة
- ما هي الخطوات الخمس للقولبة بالحقن؟ دليل للإنتاج الفعال وعالي الجودة
- ما هما النوعان الشائعان لعمليات قولبة الحقن؟ شرح اللدائن الحرارية مقابل اللدائن المتصلدة بالحرارة



















