في ظل الظروف المناسبة، تكون وصلة الفولاذ المقاوم للصدأ الملحومة بالنحاس قوية بشكل استثنائي. في كثير من الحالات، تكون وصلة اللحام بالنحاس المصممة والمنفذة بشكل صحيح أقوى من المعدن الأساسي للفولاذ المقاوم للصدأ نفسه، مما يعني أن المادة الأصلية ستفشل قبل أن تفشل الوصلة.
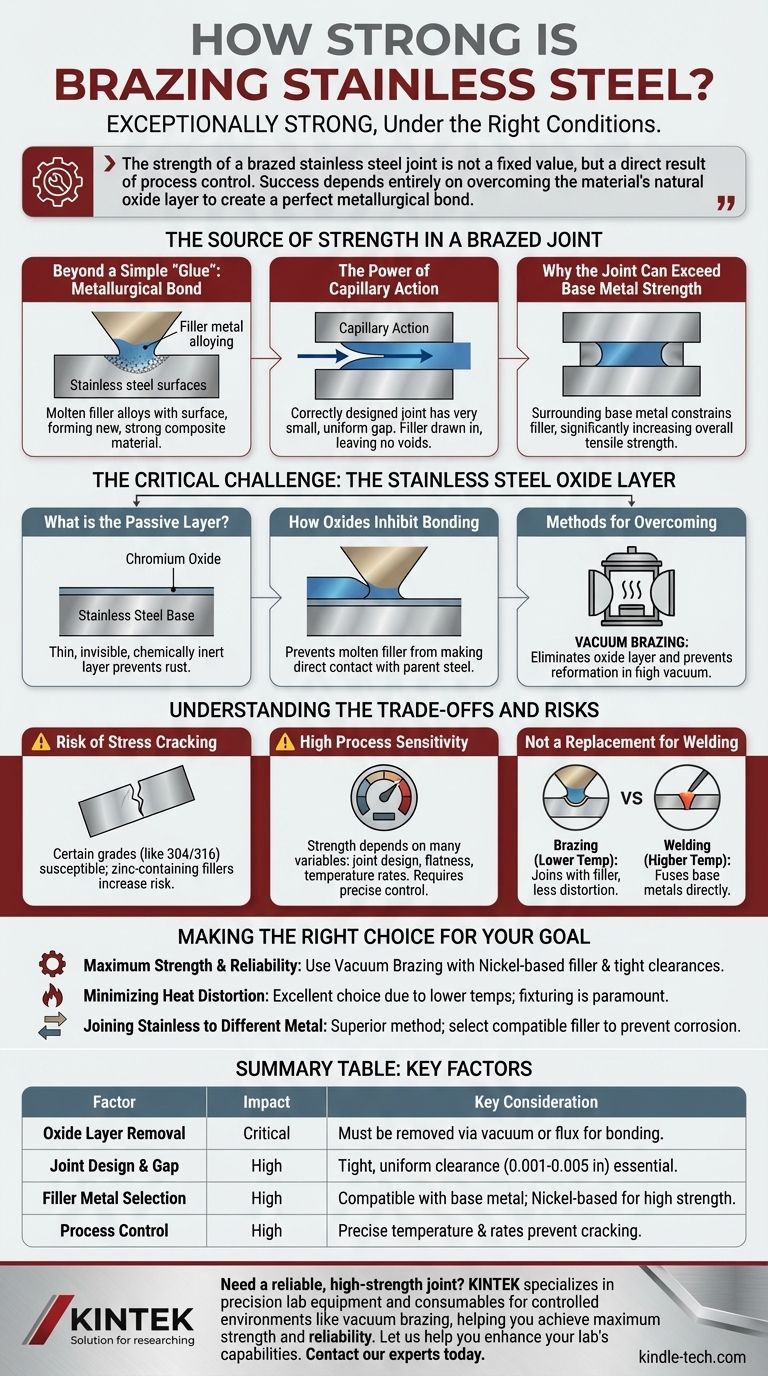
قوة وصلة الفولاذ المقاوم للصدأ الملحومة بالنحاس ليست قيمة ثابتة، بل هي نتيجة مباشرة للتحكم في العملية. يعتمد النجاح كليًا على التغلب على طبقة الأكسيد الطبيعية للمادة لإنشاء رابطة معدنية مثالية، وسيؤدي الفشل في ذلك إلى وصلة أضعف بشكل كبير.
مصدر القوة في الوصلة الملحومة بالنحاس
تأتي القوة العالية للوصلة الملحومة بالنحاس من المبادئ المعدنية الأساسية، وليس من مجرد الالتصاق البسيط.
أبعد من "الغراء" البسيط
يُنشئ اللحام بالنحاس رابطة معدنية. يتفاعل المعدن الحشو المنصهر مع سطح الفولاذ المقاوم للصدأ، مكونًا مادة جديدة مركبة عند السطح البيني تكون قوية بشكل لا يصدق ومستمرة.
قوة الفعل الشعري
تحتوي الوصلة المصممة بشكل صحيح على فجوة صغيرة جدًا وموحدة بين الأجزاء. عندما يذوب المعدن الحشو، يتم سحبه إلى هذه الفجوة بواسطة الفعل الشعري. وهذا يضمن ملء منطقة الوصلة بأكملها، دون ترك أي فراغات أو فجوات قد تصبح نقاط إجهاد وتتسبب في الفشل.
لماذا يمكن أن تتجاوز قوة الوصلة قوة المعدن الأساسي
عندما يتصلب المعدن الحشو داخل هذا الخلوص الضيق للوصلة، تتحسن خصائصه الميكانيكية. يقيد المعدن الأساسي المحيط والأقوى الحشو، مما يمنعه من التشوه بسهولة ويزيد بشكل كبير من قوة الشد الكلية للتجميع في منطقة الوصلة.
التحدي الحاسم: طبقة أكسيد الفولاذ المقاوم للصدأ
العقبة الرئيسية أمام تحقيق لحام نحاسي قوي على الفولاذ المقاوم للصدأ هي طبيعته الوقائية.
ما هي الطبقة الخاملة؟
الفولاذ المقاوم للصدأ "مقاوم للصدأ" بسبب طبقة رقيقة وغير مرئية وخاملة كيميائيًا من أكسيد الكروم على سطحه. تتشكل هذه "الطبقة الخاملة" على الفور في وجود الأكسجين وهي ما يمنع الصدأ والتآكل.
كيف تمنع الأكاسيد الترابط
تمنع طبقة الأكسيد الواقية نفسها المعدن الحشو المنصهر من "الترطيب" أو الاتصال المباشر بالصلب الأصلي تحته. لا يمكن لمعدن حشو اللحام بالنحاس أن يرتبط بأكسيد؛ بل يمكنه فقط أن يرتبط بالمعدن النظيف النقي.
طرق التغلب على طبقة الأكسيد
لإنشاء وصلة قوية، يجب إزالة طبقة الأكسيد هذه ومنعها من إعادة التكون أثناء عملية التسخين العالية. الطريقة الأكثر شيوعًا وفعالية لتطبيقات القوة العالية هي اللحام بالنحاس في الفراغ. من خلال إجراء العملية في فراغ عالٍ، يتم إزالة الأكسجين، مما يسمح بإزالة طبقة الأكسيد ويمنعها من إعادة التكون.
فهم المقايضات والمخاطر
على الرغم من قوته، فإن لحام الفولاذ المقاوم للصدأ بالنحاس هو عملية حساسة مع مخاطر محددة يجب إدارتها.
خطر التصدع الناتج عن الإجهاد
بعض درجات الفولاذ المقاوم للصدأ، وخاصة الأنواع الأوستنيتية (مثل 304 أو 316)، عرضة للتصدع الناتج عن التآكل الإجهادي خلال دورة اللحام بالنحاس. يكون هذا الخطر مرتفعًا بشكل خاص عند استخدام معادن حشو تحتوي على الزنك، مثل سبائك النحاس والزنك. يعد الاختيار الدقيق لمعدن الحشو أمرًا بالغ الأهمية.
حساسية عالية للعملية
القوة النهائية ليست مضمونة؛ بل يتم اكتسابها. تعتمد على العديد من المتغيرات: التصميم الصحيح للوصلة، استواء السطح، معدلات التسخين والتبريد، ودرجة حرارة اللحام بالنحاس. سيؤدي عدم التحكم الدقيق في أي من هذه العوامل إلى المساس بسلامة الوصلة.
ليس بديلاً عن اللحام
يعمل اللحام بالنحاس عند درجة حرارة أقل من اللحام، وهو ميزة رئيسية لتقليل تشوه الأجزاء والإجهاد الحراري. ومع ذلك، فهي عملية مختلفة. يقوم اللحام بدمج المعادن الأساسية مباشرة، بينما يوصل اللحام بالنحاس بينهما بمعدن حشو منفصل. يعتمد الاختيار على التطبيق المحدد والهندسة والمواد التي يتم ربطها.
اتخاذ القرار الصحيح لهدفك
استخدم هذه المبادئ لتوجيه عملية اتخاذ القرار لربط الفولاذ المقاوم للصدأ.
- إذا كان تركيزك الأساسي على أقصى قوة وموثوقية: استخدم عملية يتم التحكم فيها بدقة مثل اللحام بالنحاس في الفراغ باستخدام سبيكة حشو قائمة على النيكل وتأكد من أن تصميم وصلتك يحتوي على خلوصات ضيقة وموحدة.
- إذا كان تركيزك الأساسي على تقليل التشوه الحراري في تجميع معقد: اللحام بالنحاس هو خيار ممتاز نظرًا لدرجات حرارة المعالجة المنخفضة، ولكن التثبيت المناسب للمكونات واختيار معدن الحشو أمران بالغا الأهمية.
- إذا كان تركيزك الأساسي على ربط الفولاذ المقاوم للصدأ بمعدن مختلف (مثل النحاس): غالبًا ما يكون اللحام بالنحاس هو الطريقة الأفضل، ولكن يجب عليك اختيار معدن حشو متوافق مع كلتا المادتين لمنع التصدع والتآكل الجلفاني.
في النهاية، تحقيق وصلة ملحومة بالنحاس قوية هو مسألة فهم والتحكم في العلم الأساسي للمواد المعنية.
جدول الملخص:
| العامل | التأثير على قوة الوصلة | اعتبار رئيسي |
|---|---|---|
| إزالة طبقة الأكسيد | حاسم | يجب إزالتها عبر الفراغ أو التدفق للسماح بالترابط المعدني. |
| تصميم الوصلة والفجوة | عالي | الخلوص الضيق والموحد (0.001-0.005 بوصة) ضروري للفعل الشعري. |
| اختيار معدن الحشو | عالي | يجب أن يكون متوافقًا مع المعدن الأساسي؛ سبائك النيكل للقوة العالية. |
| التحكم في العملية | عالي | درجة الحرارة الدقيقة ومعدلات التسخين/التبريد تمنع التصدع الناتج عن الإجهاد. |
هل تحتاج إلى وصلة موثوقة وعالية القوة لمكونات الفولاذ المقاوم للصدأ الخاصة بك؟
في KINTEK، نحن متخصصون في معدات المختبرات الدقيقة والمواد الاستهلاكية للتطبيقات الصعبة. تضمن خبرتنا في المعالجة الحرارية، بما في ذلك حلول اللحام بالنحاس، أن تحقق تجميعات الفولاذ المقاوم للصدأ الخاصة بك أقصى قوة وموثوقية. نحن نوفر المعدات والمواد الاستهلاكية اللازمة للبيئات الخاضعة للرقابة مثل اللحام بالنحاس في الفراغ، مما يساعدك على التغلب على تحدي طبقة الأكسيد للحصول على رابطة معدنية مثالية.
دعنا نساعدك على تعزيز قدرات مختبرك. اتصل بخبرائنا اليوم لمناقشة متطلباتك المحددة لربط الفولاذ المقاوم للصدأ واكتشاف الحل المناسب لمشروعك.
دليل مرئي
المنتجات ذات الصلة
- معدات مختبر البطاريات، شريط من الفولاذ المقاوم للصدأ 304، رقائق بسمك 20 ميكرومتر للاختبار
- مفاعل مفاعل ضغط عالي من الفولاذ المقاوم للصدأ للمختبر
- مشبك فراغ من الفولاذ المقاوم للصدأ سريع التحرير ثلاثي الأقسام
- مسبار من نوع القنبلة لعملية إنتاج الصلب
- مكثف تفريغ بارد مباشر
يسأل الناس أيضًا
- ما هما الطريقتان اللتان يمكن استخدامهما لمنع تآكل المعدن؟ شرح الحماية الحاجزة مقابل الحماية التضحوية
- هل يمكن استخدام أنابيب الكربون النانوية في البطاريات؟ تعزيز أداء البطارية باستخدام الأنابيب النانوية الموصلة
- ما هي مادة إنشاء مفاعل الفولاذ المقاوم للصدأ؟ اختر بين 304 و 316L للحصول على أداء مثالي
- هل تعمل أجهزة اختبار البطاريات على بطاريات الليثيوم؟ لماذا تفشل أجهزة الاختبار القياسية وما تحتاجه
- ما هي مزايا وعيوب واستخدامات الصفائح المعدنية؟ الدليل الشامل لاختيار المواد



















