في سياق معالجة المواد، ضغط الدرفلة هو الإجهاد الانضغاطي الشديد الذي تمارسه الدرافيل على قطعة العمل لتشويهها بشكل دائم وتقليل سمكها. في حين أن المصطلح متجذر في الصيغة الأساسية "الضغط = القوة / المساحة"، فإنه يشير تحديدًا إلى التوزيع المعقد وغير المنتظم للضغط الذي يحدث داخل منطقة التلامس بين الدرفيل والمادة، والمعروفة باسم "منطقة التلامس" (roll bite).
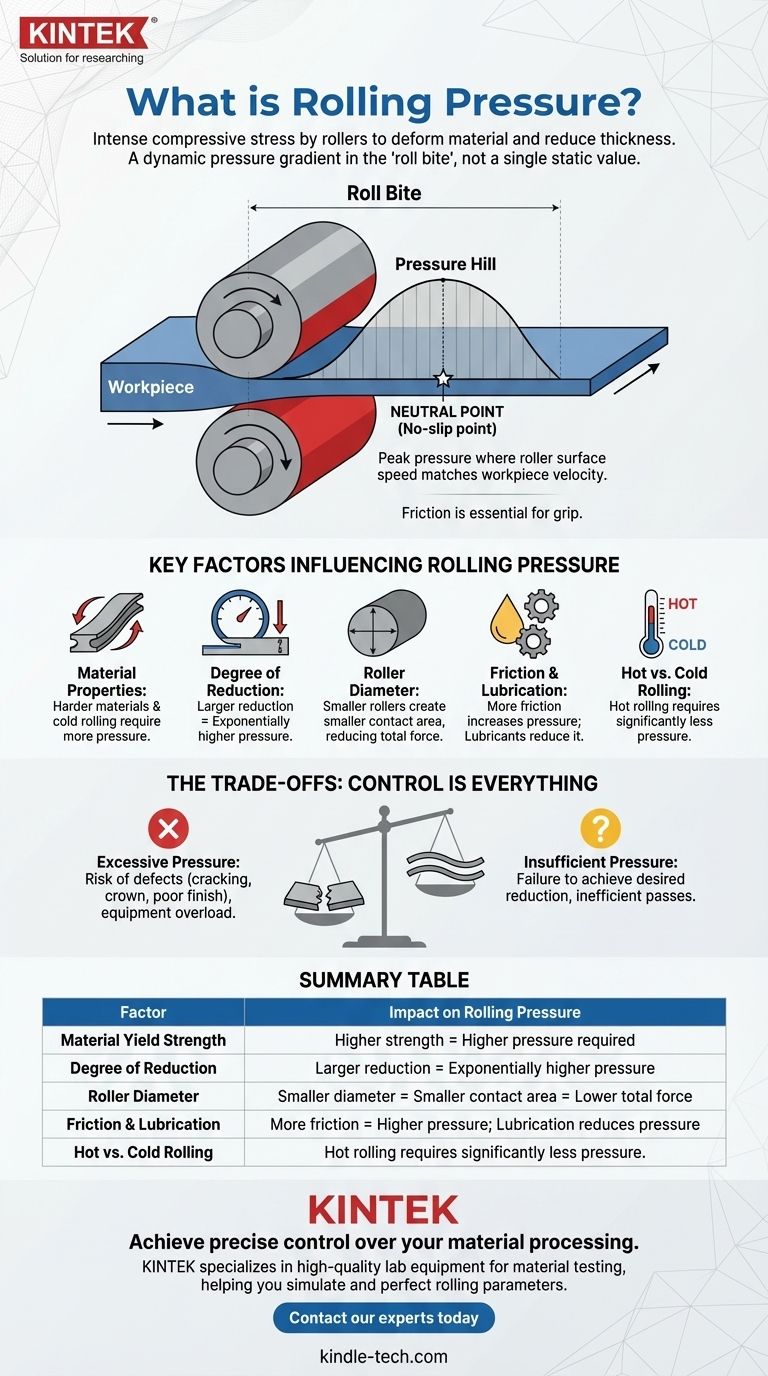
الخلاصة المهمة هي أن "ضغط الدرفلة" ليس قيمة واحدة ثابتة. إنه تدرج ضغط ديناميكي يبلغ ذروته عند "نقطة محايدة" محددة، والتحكم في توزيع هذا الضغط أمر ضروري لتحقيق خصائص المواد المرغوبة وتجنب العيوب في التصنيع.
تفكيك "منطقة التلامس": قلب العملية
مفهوم ضغط الدرفلة لا معنى له دون فهم "منطقة التلامس" أولاً. هذه هي المنطقة الصغيرة المقوسة حيث تكون الدرافيل في اتصال مباشر مع قطعة العمل، وتضغطها بنشاط.
القوة مقابل الضغط
من الناحية العملية، غالبًا ما يركز المهندسون على قوة الدرفلة، وهي القوة الكلية (F) التي يطبقها حامل الدرفلة. ضغط الدرفلة (P) هو كيفية توزيع تلك القوة الكلية على منطقة التلامس (A) في منطقة التلامس.
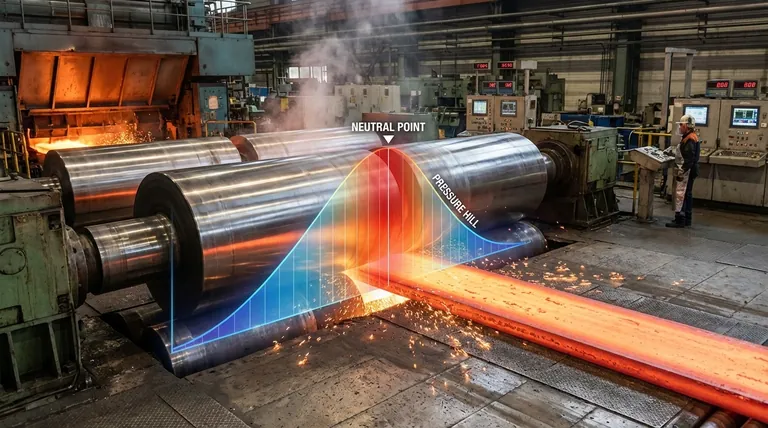
نظرًا لأن منطقة التلامس منحنية والمادة تتدفق، فإن هذا الضغط ليس موحدًا. إنه يشكل "تلة ضغط" مميزة عند رسمها عبر طول التلامس.
منحنى توزيع الضغط
تخيل رسمًا بيانيًا للضغط على طول منطقة التلامس. يبدأ منخفضًا عندما تدخل المادة، ثم يرتفع بشكل حاد إلى ذروة، ثم ينخفض مرة أخرى عندما تخرج المادة. هذا الشكل هو "تلة الضغط".
وجود هذه التلة أمر أساسي. إنه يوضح أن بعض أجزاء قطعة العمل تتعرض لإجهاد أكبر بكثير من غيرها أثناء عملية الدرفلة.
النقطة المحايدة: نقطة عدم الانزلاق
تحدث ذروة تلة الضغط في موقع يسمى النقطة المحايدة أو نقطة عدم الانزلاق.
عند هذه النقطة المحددة، تتطابق سرعة سطح الدرفيل تمامًا مع السرعة الأمامية لقطعة العمل. قبل هذه النقطة، تتحرك الدرافيل أسرع من المادة، وتسحبها للداخل. بعد هذه النقطة، تتحرك المادة أسرع من الدرافيل، وتدفع طريقها للخارج.
دور الاحتكاك الضروري
الاحتكاك هو ما يسمح للدرافيل بإمساك قطعة العمل وسحبها إلى منطقة التلامس. بدون الاحتكاك، ستنزلق الدرافيل ببساطة على السطح.
ومع ذلك، فإن هذا الاحتكاك نفسه يزيد أيضًا من القوة الكلية والطاقة المطلوبة للتشوه، مما يساهم بشكل كبير في حجم ضغط الدرفلة.
العوامل الرئيسية التي تؤثر على ضغط الدرفلة
يتطلب التحكم في ضغط الدرفلة إدارة مجموعة من المتغيرات المترابطة. سيؤثر التغيير في أحدها على جميع المتغيرات الأخرى.
خصائص المواد
تعتبر قوة الخضوع للمادة وخصائص التصلد بالتشغيل هي المحركات الأساسية. تتطلب المواد الأكثر صلابة ضغطًا أكبر لتتشوه. ولهذا السبب تتطلب الدرفلة الساخنة (فوق درجة حرارة إعادة تبلور المادة) ضغطًا أقل بكثير من الدرفلة الباردة.
درجة التخفيض
كمية التغير في السمك في تمريرة واحدة، والمعروفة باسم التخفيض، لها تأثير كبير. تتطلب محاولة تخفيض أكبر قوة أعلى بشكل كبير وتؤدي إلى ذروة ضغط درفلة أكبر.
هندسة الدرافيل
يعد قطر الدرافيل أمرًا بالغ الأهمية. تخلق الدرافيل ذات القطر الأصغر منطقة تلامس أصغر، مما يمكن أن يقلل من قوة الدرفلة الكلية المطلوبة. ومع ذلك، فهي أيضًا أكثر عرضة للانحراف، مما قد يؤثر على دقة الأبعاد للمنتج النهائي.
معلمات العملية
تؤثر متغيرات مثل سرعة الدرفلة واستخدام مواد التشحيم بشكل مباشر على الاحتكاك في منطقة التلامس. تُستخدم مواد التشحيم لتقليل الاحتكاك، مما يقلل من القوة المطلوبة ويمنع عيوب السطح، ولكن لا يزال هناك حاجة إلى قدر معين من الاحتكاك لسحب المادة.
فهم المفاضلات: لماذا التحكم هو كل شيء
إدارة ضغط الدرفلة هي عملية موازنة. يمكن أن تؤدي الأخطاء في الحساب إلى سوء الجودة أو عيوب المواد أو تلف مطحنة الدرفلة نفسها.
الضغط الزائد: خطر العيوب
إذا كان الضغط مرتفعًا جدًا أو موزعًا بشكل غير صحيح، فقد يتسبب في مشاكل مثل تشقق الحواف، أو سمك غير موحد (تحدب)، أو سوء تشطيب السطح. في الحالات القصوى، يمكن أن يؤدي إلى زيادة الحمل على محامل المطحنة ومحركات الدفع.
الضغط غير الكافي: الفشل في التشوه
إذا كان الضغط منخفضًا جدًا، فلن يتم تحقيق التخفيض المطلوب في السمك. هذا يعني أن قطعة العمل ستحتاج إلى تمريرات إضافية، مما يهدر الطاقة ووقت الإنتاج، وربما يخلق تصلدًا غير مرغوب فيه في الدرفلة الباردة.
التوازن بين السرعة والجودة
يمكن أن يؤدي زيادة سرعة الدرفلة إلى زيادة الإنتاجية، ولكنه يغير أيضًا ظروف الاحتكاك داخل منطقة التلامس. هذا يمكن أن يجعل من الصعب الحفاظ على عملية مستقرة ويمكن أن يؤثر سلبًا على تحمل الأبعاد وجودة السطح للمنتج النهائي.
اتخاذ الخيار الصحيح لهدفك
يتيح لك فهم مبادئ ضغط الدرفلة التلاعب بالعملية لتحقيق نتيجة محددة.
- إذا كان تركيزك الأساسي هو كفاءة العملية: ركز على تحسين التوازن بين التخفيض لكل تمريرة والتشحيم لتقليل قوة الدرفلة الكلية واستهلاك الطاقة.
- إذا كان تركيزك الأساسي هو خصائص المواد النهائية: تحكم في العملية (خاصة درجة الحرارة في الدرفلة الساخنة أو التخفيض في الدرفلة الباردة) لإدارة تصلد التشغيل وبنية الحبيبات.
- إذا كان تركيزك الأساسي هو استكشاف الأخطاء وإصلاحها: قم بتحليل شكل "تلة الضغط" وموقع النقطة المحايدة، حيث أن هذه غالبًا ما تكون السبب الجذري لمشاكل مثل التشقق أو سوء تشطيب السطح.
إتقان ديناميكيات ضغط الدرفلة هو إتقان التحكم في الشكل والوظيفة النهائية للمادة نفسها.
جدول الملخص:
| العامل | التأثير على ضغط الدرفلة |
|---|---|
| قوة خضوع المادة | قوة أعلى = ضغط أعلى مطلوب |
| درجة التخفيض | تخفيض أكبر = ضغط أعلى بشكل كبير |
| قطر الدرفيل | قطر أصغر = منطقة تلامس أصغر = قوة كلية أقل |
| الاحتكاك والتشحيم | احتكاك أكثر = ضغط أعلى؛ التشحيم يقلل الضغط |
| الدرفلة الساخنة مقابل الباردة | الدرفلة الساخنة تتطلب ضغطًا أقل بكثير من الدرفلة الباردة |
حقق تحكمًا دقيقًا في معالجة المواد الخاصة بك.
يعد فهم وإدارة ضغط الدرفلة أمرًا بالغ الأهمية لتحقيق خصائص المواد المطلوبة، وتجنب العيوب، وتحسين كفاءة الإنتاج لديك. سواء كان هدفك هو كفاءة العملية، أو خصائص المواد الفائقة، أو استكشاف الأخطاء وإصلاحها، فإن المعدات المناسبة هي أساسية.
تتخصص KINTEK في معدات المختبرات عالية الجودة والمواد الاستهلاكية لاختبار ومعالجة المواد. تساعد حلولنا في محاكاة وتحليل وإتقان معلمات الدرفلة في بيئة خاضعة للرقابة.
اتصل بخبرائنا اليوم لمناقشة كيف يمكننا دعم الاحتياجات المحددة لمختبرك في علوم المواد وأبحاث التصنيع.
دليل مرئي
المنتجات ذات الصلة
- قالب ضغط دائري ثنائي الاتجاه للمختبر
- قالب ضغط حلقي للتطبيقات المعملية
- آ آلة كبس أقراص دوارة أحادية الكبس بمقياس المختبر TDP آلة كبس الأقراص
- مكبس حراري مختبري يدوي
- قالب ضغط مربع ثنائي الاتجاه للاستخدام المخبري
يسأل الناس أيضًا
- لماذا هناك حاجة لقوالب الضغط ذات الجدران الداخلية من الراتنج غير الموصل لاختبار البطاريات؟ ضمان دقة البيانات
- ما هو الغرض من أجهزة الضغط المتخصصة في بطاريات الكبريتيد ذات الحالة الصلبة؟ ضمان الاستقرار الكيميائي الميكانيكي
- ما هي وظيفة قوالب الضغط أثناء تحضير مركبات SiCf/Ti-43Al-9V؟ تحقيق الدقة الهيكلية
- ما هي عملية مكبس القالب؟ دليل خطوة بخطوة للقولبة بالضغط
- ما هي مزايا استخدام قوالب الجرافيت ثنائية الاتجاه في الضغط الساخن الفراغي للمركبات الفضية والماس؟















