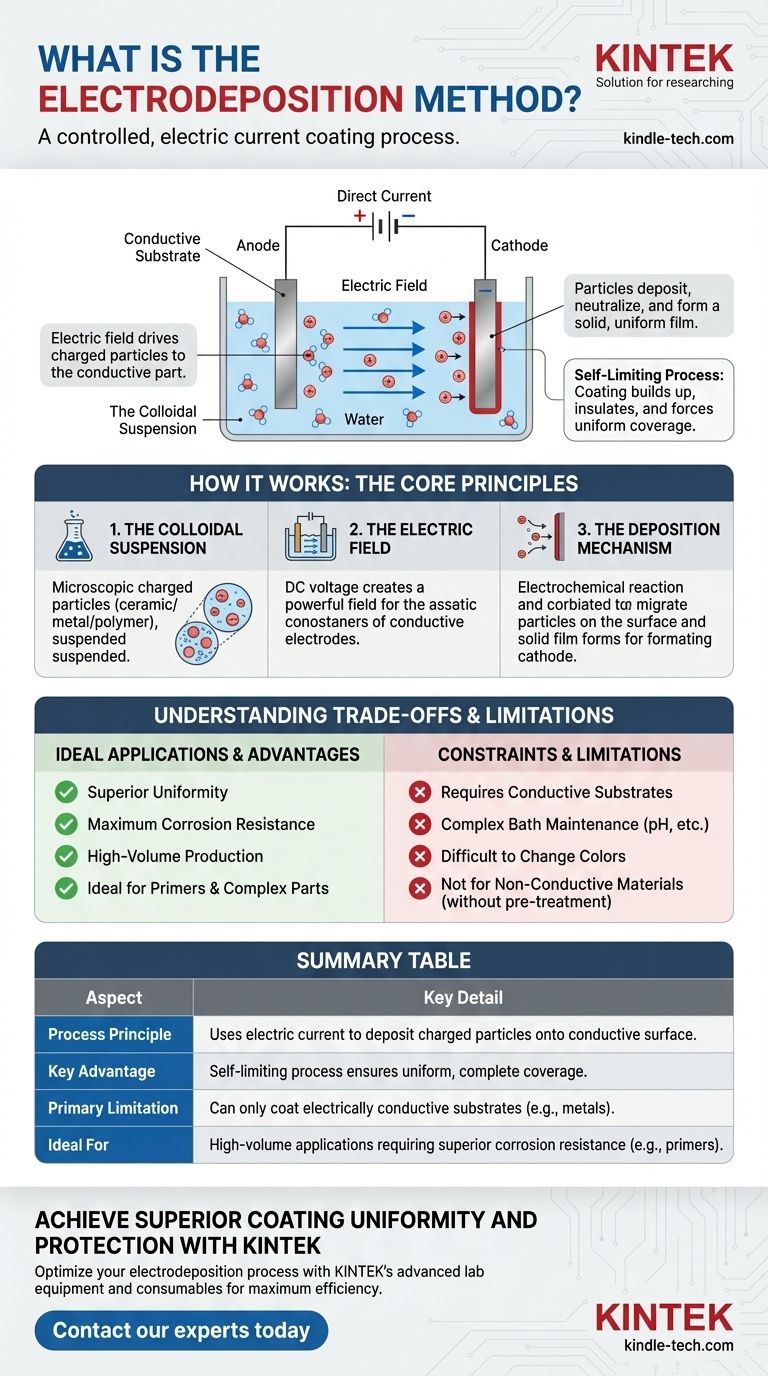
في جوهرها، الترسيب الكهربائي هو عملية طلاء تستخدم تيارًا كهربائيًا لترسيب مادة من محلول سائل على سطح موصل. على عكس الطرق التي ترش أو تنقل الطلاء ماديًا، تعمل هذه التقنية مثل عملية طلاء عكسية ومتحكم بها، حيث "تسحب" جزيئات الطلاء المشحونة أو المادة من حوض سائل وتضعها على الجسم المستهدف باستخدام مجال كهربائي.
المبدأ الأساسي للترسيب الكهربائي هو استخدام الجاذبية الكهربائية لتحقيق نتيجة فائقة. من خلال غمر جزء موصل في حوض سائل متخصص وتطبيق تيار مباشر، تهاجر جزيئات الطلاء المشحونة وتلتصق بالجزء، مما يخلق طبقة موحدة وكاملة بشكل استثنائي.

كيف يعمل الترسيب الكهربائي: المبادئ الأساسية
لفهم سبب فعالية هذه الطريقة، خاصة في التطبيقات الصناعية، نحتاج إلى النظر في المكونات الرئيسية الثلاثة للعملية: المادة المعلقة، والمجال الكهربائي، وآلية الترسيب نفسها.
المادة المعلقة الغروانية (الـ "طلاء")
تبدأ العملية ليس بطلاء سائل تقليدي ولكن بـ مادة معلقة غروانية. يتم طحن مادة الطلاء - سواء كانت راتنج بوليمر للبرايمر، أو سيراميك، أو معدن - إلى جزيئات مجهرية.
ثم يتم تعليق هذه الجزيئات في سائل، عادة ما يكون ماءً، ويتم إعطاؤها شحنة كهربائية مستقرة باستخدام كيمياء متخصصة. هذا الخليط السائل المشحون يشكل حوض الترسيب.
المجال الكهربائي (الـ "فرشاة")
يجب أن يكون الجزء المراد طلاؤه موصلًا كهربائيًا. يتم غمره في الحوض ويعمل كقطب كهربائي واحد في دائرة كهربائية (على سبيل المثال، الكاثود، أو القطب السالب). يتم وضع قطب كهربائي آخر (الأنود) أيضًا في الحوض.
عند تطبيق جهد تيار مباشر (DC)، يتم إنشاء مجال كهربائي قوي في جميع أنحاء السائل. هذا المجال هو القوة الدافعة للعملية بأكملها.
آلية الترسيب
نظرًا لأن جزيئات الطلاء في الحوض مشحونة، فإنها تبدأ على الفور في الهجرة عبر السائل تحت تأثير المجال الكهربائي. يتم سحبها نحو القطب الكهربائي ذي الشحنة المعاكسة - أي الجزء الذي يتم طلاؤه.
عند الوصول إلى سطح الجزء، تخضع الجزيئات لتفاعل كيميائي كهربائي يعادل شحنتها. هذا يجعلها غير قابلة للذوبان في الحوض، وتترسب على السطح كطبقة صلبة وموحدة.
إحدى السمات الحاسمة لهذه العملية هي أنها محدودة ذاتيًا. مع تراكم الطلاء، فإنه يعمل كعازل، مما يقلل من قوة المجال الكهربائي في تلك البقعة. ثم يبحث التيار بشكل طبيعي عن المناطق غير المطلية والعارية من الجزء، مما يجبر الطلاء على التراكم هناك حتى يتم تغطية السطح بالكامل وبشكل موحد.
فهم المفاضلات والقيود
على الرغم من قوته، فإن الترسيب الكهربائي هو عملية متخصصة ذات قيود واضحة تجعله غير مناسب لتطبيقات معينة.
يتطلب ركائز موصلة
القيود الأكثر أهمية هي أن الجزء نفسه يجب أن يكون مكونًا في دائرة كهربائية. هذا يعني أن الترسيب الكهربائي يمكن استخدامه فقط على المواد الموصلة، مثل المعادن. لا يمكن طلاء الركائز غير الموصلة مثل الخشب أو البلاستيك أو الزجاج دون تطبيق طبقة موصلة أولاً.
تعقيد الحوض والصيانة
التركيب الكيميائي لحوض الترسيب الكهربائي معقد ويجب مراقبته وصيانته بدقة. يجب أن تظل العوامل مثل درجة الحموضة (pH)، والتوصيل، وتركيز الجسيمات، ومستويات المذيبات ضمن حدود ضيقة لضمان نتائج متسقة وعالية الجودة.
صعوبة تغيير الألوان
نظرًا لأن العملية تعتمد على خزان أو حوض كبير من معلق الطلاء، فإن تغيير الألوان يمثل مهمة تشغيلية كبيرة. يتطلب تصريف وتنظيف وإعادة ملء النظام بأكمله. وبالتالي، فإن الترسيب الكهربائي هو الأكثر كفاءة للإنتاج بكميات كبيرة من لون واحد، وهذا هو السبب في أنه يستخدم بشكل أساسي لـ البرايمرات (مثل الأسود أو الرمادي) بدلاً من الطبقات النهائية.
هل الترسيب الكهربائي هو الخيار المناسب لتطبيقك؟
يعتمد اختيار طريقة الطلاء بالكامل على المادة، وتعقيد الجزء، والنتيجة المرجوة.
- إذا كان تركيزك الأساسي هو أقصى مقاومة للتآكل وتغطية موحدة للأجزاء المعدنية المعقدة: يعتبر الترسيب الكهربائي هو المعيار الصناعي وربما الخيار الأفضل لتطبيقك.
- إذا كان تركيزك الأساسي هو طلاء المواد غير الموصلة مثل الخشب أو البلاستيك: هذه الطريقة غير متوافقة من حيث المبدأ ما لم تتمكن من تطبيق معالجة مسبقة موصلة.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات صغيرة يتطلب تغييرات متكررة في الألوان: إن العبء التشغيلي لإدارة الحوض يجعل الترسيب الكهربائي غير فعال للغاية لهذا الهدف.
في نهاية المطاف، الترسيب الكهربائي هو أداة تصنيع متقدمة مصممة لتحقيق تفوق في التوحيد والحماية حيث تفشل الطرق الأخرى.
جدول ملخص:
| الجانب | التفاصيل الرئيسية |
|---|---|
| مبدأ العملية | يستخدم التيار الكهربائي لترسيب الجسيمات المشحونة من حوض سائل على سطح موصل. |
| الميزة الرئيسية | تضمن العملية المحدودة ذاتيًا تغطية موحدة وكاملة، حتى على الأشكال الهندسية المعقدة. |
| القيود الأساسية | يمكنه فقط طلاء الركائز الموصلة كهربائيًا (مثل المعادن). |
| مثالي لـ | التطبيقات ذات الحجم الكبير التي تتطلب مقاومة فائقة للتآكل، مثل البرايمرات. |
احصل على توحيد وحماية فائقة للطلاء مع KINTEK
هل يتطلب مختبرك أو خط إنتاجك طلاءات موحدة ومتينة بشكل استثنائي للمكونات المعدنية؟ تعتبر عملية الترسيب الكهربائي معيارًا للجودة والموثوقية في الطلاء الصناعي.
في KINTEK، نحن متخصصون في توفير معدات المختبرات المتقدمة والمواد الاستهلاكية اللازمة لتنفيذ وتحسين عمليات الطلاء مثل الترسيب الكهربائي. تساعد خبرتنا في ضمان تحقيق عملياتك لأقصى قدر من الكفاءة وأداء المنتج.
اتصل بخبرائنا اليوم لمناقشة كيف يمكن لحلول KINTEK تلبية تحديات الطلاء المحددة لديك وتعزيز نتائجك.
دليل مرئي
المنتجات ذات الصلة
- نظام معدات الترسيب الكيميائي للبخار (CVD) - فرن أنبوبي PECVD منزلق مع جهاز تغويز السوائل - ماكينة PECVD
- نظام معدات ترسيب البخار الكيميائي متعدد الاستخدامات ذو الأنبوب الحراري المصنوع حسب الطلب للعملاء
- بوتقة وقارب تبخير بالنحاس الخالي من الأكسجين لطلاء التبخير بالحزمة الإلكترونية
- تركيبة قطب كهربائي للتجارب الكهروكيميائية
- مواد تلميع الأقطاب للتجارب الكهروكيميائية
يسأل الناس أيضًا
- ما هي المزايا الأساسية لتقنية PE-CVD في تغليف شاشات OLED؟ حماية الطبقات الحساسة بترسيب الأفلام في درجات حرارة منخفضة
- ما هي عمليات الترسيب في الطور البخاري؟ فهم CVD مقابل PVD للحصول على أغشية رقيقة فائقة
- ما مدى تكلفة الترسيب الكيميائي للبخار؟ فهم التكلفة الحقيقية للطلاء عالي الأداء
- ما هي أنواع الركائز المستخدمة في الترسيب الكيميائي للبخار (CVD) لتسهيل أغشية الجرافين؟ تحسين نمو الجرافين باستخدام المحفز المناسب
- كيف يتم نمو أنابيب الكربون النانوية؟ إتقان الإنتاج القابل للتطوير باستخدام الترسيب الكيميائي للبخار