في جوهرها، القولبة بالحقن هي طريقة تصنيع لإنتاج الأجزاء عن طريق حقن المادة المنصهرة في قالب مصمم خصيصًا. ثم يتم تبريد المادة، وهي غالبًا ما تكون بوليمرًا لدنًا بالحرارة، وتتصلب، لتأخذ الشكل الدقيق لتجويف القالب. تشكل هذه العملية أساس الإنتاج الضخم لعدد لا يحصى من العناصر المتطابقة بدقة عالية.
تكمن القيمة الأساسية للقولبة بالحقن في قدرتها التي لا مثيل لها على إنتاج أجزاء معقدة بحجم كبير جدًا وتكلفة منخفضة للوحدة. ومع ذلك، تتوازن هذه الكفاءة مع استثمار أولي كبير في إنشاء القالب نفسه.

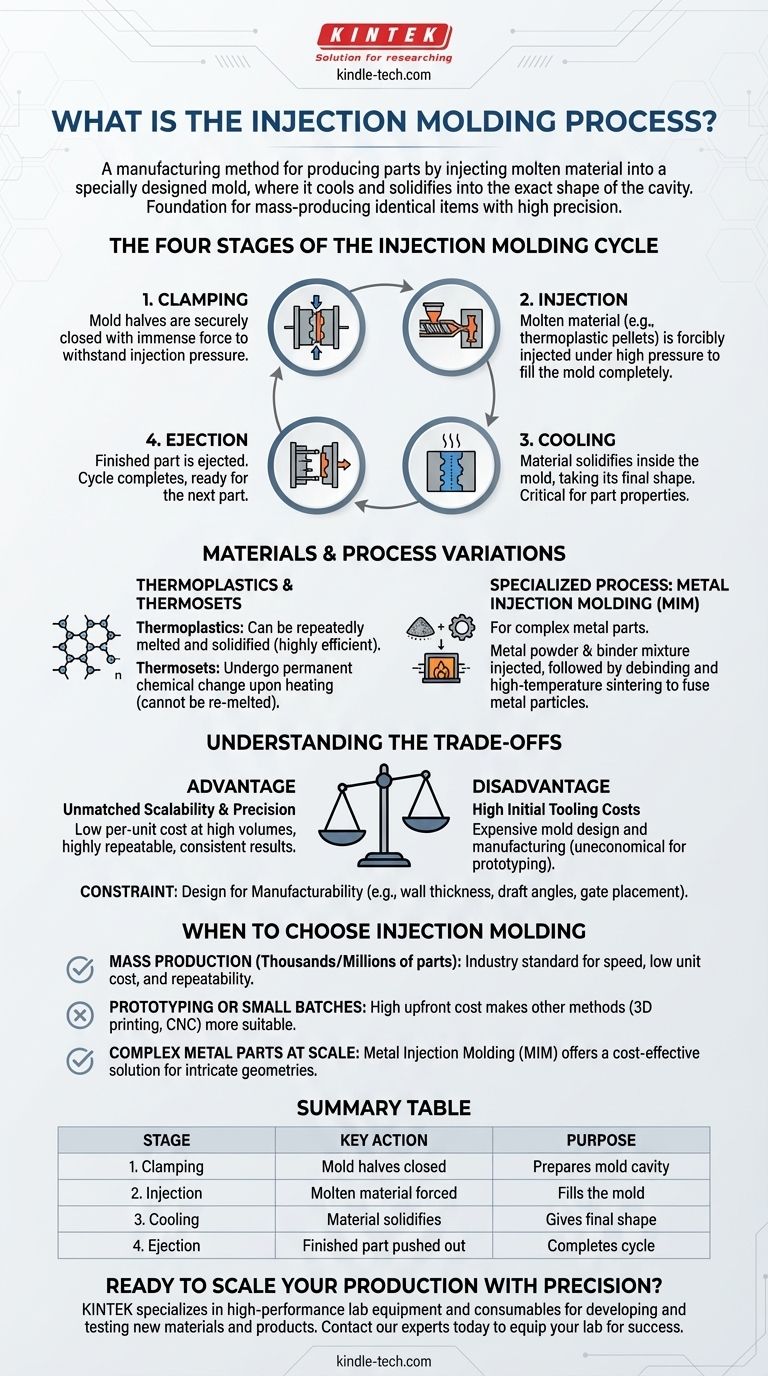
المراحل الأربع لدورة القولبة بالحقن
العملية عبارة عن دورة سريعة وقابلة للتكرار بدرجة عالية، وغالبًا ما تستغرق ثوانٍ فقط لإكمالها. تتكون كل دورة من أربع مراحل متميزة.
المرحلة 1: التثبيت (Clamping)
قبل حقن أي مادة، يجب إغلاق نصفي القالب، أو "الأداة"، بإحكام. تطبق وحدة التثبيت قوة هائلة لإبقاء القالب مغلقًا في مواجهة ضغط مرحلة الحقن.
المرحلة 2: الحقن (Injection)
يتم تغذية المادة البلاستيكية الخام، عادةً على شكل حبيبات صغيرة، إلى وحدة الحقن. هنا، يتم تسخينها وصهرها، ثم حقنها بالقوة تحت ضغط عالٍ في تجويف القالب المغلق. يضمن الضغط ملء القالب بالكامل.
المرحلة 3: التبريد (Cooling)
بمجرد أن يملأ البلاستيك المنصهر التجويف، يبدأ في التبريد. أثناء تبريده، يتصلب ويأخذ شكل القالب. غالبًا ما تكون مرحلة التبريد هي الجزء الأطول في الدورة وهي حاسمة للخصائص النهائية للجزء.
المرحلة 4: الإخراج (Ejection)
بعد أن يبرد الجزء بشكل كافٍ، ينفتح القالب. تدفع آلية الإخراج، التي تستخدم عادةً دبابيس، الجزء المتصلب خارج القالب. تصبح الآلة الآن جاهزة لبدء الدورة التالية.
المواد وتنوعات العملية
في حين أن العملية الأساسية تظل كما هي، يمكن أن تختلف المواد المستخدمة بشكل كبير، مما يؤدي إلى تطبيقات متخصصة.
البوليمرات اللدنة بالحرارة والبوليمرات المتصلبة بالحرارة
الغالبية العظمى من القولبة بالحقن تستخدم البوليمرات اللدنة بالحرارة (Thermoplastics). يمكن صهر هذه البوليمرات وتصلبها بشكل متكرر دون تحلل كبير، مما يجعلها فعالة للغاية لهذه العملية. يمكن أيضًا استخدام البلاستيك المتصلب بالحرارة، ولكنه يخضع لتغيير كيميائي عند تسخينه ولا يمكن إعادة صهره.
عملية متخصصة: قولبة حقن المعادن (MIM)
لإنشاء أجزاء معدنية معقدة، يوجد تنوع يسمى قولبة حقن المعادن (Metal Injection Molding - MIM). في هذه العملية، يتم خلط مسحوق المعدن الدقيق مع مادة رابطة بوليمرية لإنشاء مادة تغذية.
يتم حقن هذا الخليط في القالب تمامًا مثل البلاستيك. بعد الإخراج، يخضع الجزء لعملية ثانوية لإزالة المادة الرابطة البوليمرية.
أخيرًا، يتم تسخين الجزء في فرن إلى درجة حرارة عالية، مما يتسبب في اندماج جزيئات المعدن معًا. هذه الخطوة، التي تسمى التلبيد (sintering)، تتسبب أيضًا في انكماش الجزء بشكل كبير مع إزالة المسامية. لذلك، يتم تصميم القوالب بأحجام أكبر لاستيعاب هذا الانكماش.
فهم المفاضلات
القولبة بالحقن أداة قوية، ولكنها ليست الخيار المناسب لكل مشروع. يعد فهم مزاياها وعيوبها الأساسية أمرًا بالغ الأهمية.
الميزة: قابلية التوسع والدقة التي لا مثيل لها
الفائدة الأساسية هي التكلفة المنخفضة للوحدة عند الأحجام الكبيرة. في حين أن الاستثمار الأولي كبير، فإن تكلفة إنتاج كل جزء لاحق منخفضة بشكل لا يصدق. العملية قابلة للتكرار بدرجة عالية أيضًا، مما يضمن أن الجزء المليون مطابق تقريبًا للأول.
العيب: تكاليف الأدوات الأولية المرتفعة
القالب عبارة عن قطعة معقدة وهندسية للغاية من الفولاذ أو الألومنيوم. يمكن أن تتراوح تكلفة تصميم وتصنيع هذه الأداة من آلاف إلى مئات الآلاف من الدولارات. وهذا يجعل القولبة بالحقن غير اقتصادية تمامًا للنماذج الأولية أو الإنتاج بكميات صغيرة.
القيد: التصميم من أجل قابلية التصنيع
يجب تصميم الأجزاء بعناية ليتم قولبتها بنجاح. تعتبر عوامل مثل سماكة الجدار الموحدة، وزوايا السحب للمساعدة في الإخراج، وموضع البوابات (حيث يدخل البلاستيك إلى القالب) حاسمة لإنتاج جزء عالي الجودة دون عيوب.
متى تختار القولبة بالحقن
ستحدد أهدافك الإنتاجية ما إذا كانت القولبة بالحقن هي التكنولوجيا المناسبة لمشروعك.
- إذا كان تركيزك الأساسي هو الإنتاج الضخم لآلاف أو ملايين الأجزاء: تعتبر القولبة بالحقن المعيار الصناعي المطلق لسرعتها وتكلفتها المنخفضة للوحدة وقابليتها العالية للتكرار.
- إذا كان تركيزك الأساسي هو النمذجة الأولية أو إنتاج دفعة صغيرة: تجعل التكلفة الأولية المرتفعة للقالب طرقًا أخرى، مثل الطباعة ثلاثية الأبعاد أو التشغيل الآلي باستخدام الحاسب الآلي، أكثر ملاءمة واقتصادية.
- إذا كان تركيزك الأساسي هو إنشاء أجزاء معدنية معقدة على نطاق واسع: توفر قولبة حقن المعادن (MIM) حلاً قويًا يمكن أن يكون أكثر فعالية من حيث التكلفة من التشغيل الآلي للهندسة المعقدة.
يعد فهم هذا التوازن الأساسي بين الاستثمار الأولي المرتفع والكفاءة الاستثنائية لكل جزء هو المفتاح للاستفادة من القولبة بالحقن بفعالية.
جدول ملخص:
| المرحلة | الإجراء الرئيسي | الغرض |
|---|---|---|
| 1. التثبيت | يتم إغلاق نصفي القالب بإحكام. | يجهز تجويف القالب للحقن. |
| 2. الحقن | يتم إجبار المادة المنصهرة في القالب. | يملأ تجويف القالب بالكامل. |
| 3. التبريد | تتصلب المادة داخل القالب. | يعطي الجزء شكله وخصائصه النهائية. |
| 4. الإخراج | يتم دفع الجزء المكتمل خارج القالب. | يكمل الدورة، ويجهز القالب للجزء التالي. |
هل أنت مستعد لتوسيع نطاق إنتاجك بدقة؟ تتطلب عملية القولبة بالحقن معدات موثوقة للحصول على نتائج متسقة. تتخصص KINTEK في معدات المختبرات عالية الأداء والمواد الاستهلاكية، وتخدم المختبرات التي تطور وتختبر المواد والمنتجات الجديدة. سواء كنت بحاجة إلى تحكم دقيق في درجة الحرارة لاختبار المواد أو أدوات متينة للنماذج الأولية، فلدينا الحلول لدعم ابتكارك. اتصل بخبرائنا اليوم لمناقشة كيف يمكننا تجهيز مختبرك للنجاح.
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- قالب مكبس الأشعة تحت الحمراء للمختبر
- قالب ضغط الأشعة تحت الحمراء بدون إزالة العينات للتطبيقات المختبرية
- قالب ضغط حلقي للتطبيقات المعملية
- قالب ضغط مضاد للتشقق للاستخدام المخبري
يسأل الناس أيضًا
- ما هي السعة القصيرة لماكينة القولبة بالحقن؟ قم بتحسين حجم اللقطة الخاصة بك للحصول على أجزاء خالية من العيوب
- ما هي مراحل عملية التشكيل؟ دليل لتشكيل البلاستيك والمعادن والسيراميك
- ما هما النوعان الشائعان لعمليات قولبة الحقن؟ شرح اللدائن الحرارية مقابل اللدائن المتصلدة بالحرارة
- ما هو تطبيق آلة التشكيل بالحقن؟ تشغيل الإنتاج الضخم للأجزاء المعقدة
- ما هي مزايا وعيوب آلة القولبة بالحقن؟ تعظيم الكفاءة للإنتاج الضخم



















