في جوهرها، تعد قولبة النفخ بالبثق عملية تصنيع تُنتج أجزاء بلاستيكية مجوفة عن طريق تشكيل أنبوب من البلاستيك المنصهر ثم استخدام الهواء المضغوط لنفخه ضد السطح الداخلي للقالب. هذه التقنية البسيطة والفعالة مسؤولة عن إنتاج عدد لا يحصى من العناصر الشائعة، من الزجاجات والأباريق إلى قنوات السيارات والخزانات.
تحول العملية بشكل أساسي أنبوبًا بسيطًا من البلاستيك المنصهر المبثوق — يسمى الباريزون — إلى منتج مجوف نهائي. يتم تحقيق ذلك عن طريق احتجاز الباريزون داخل قالب واستخدام ضغط الهواء لتشكيله، تمامًا مثل نفخ البالون.

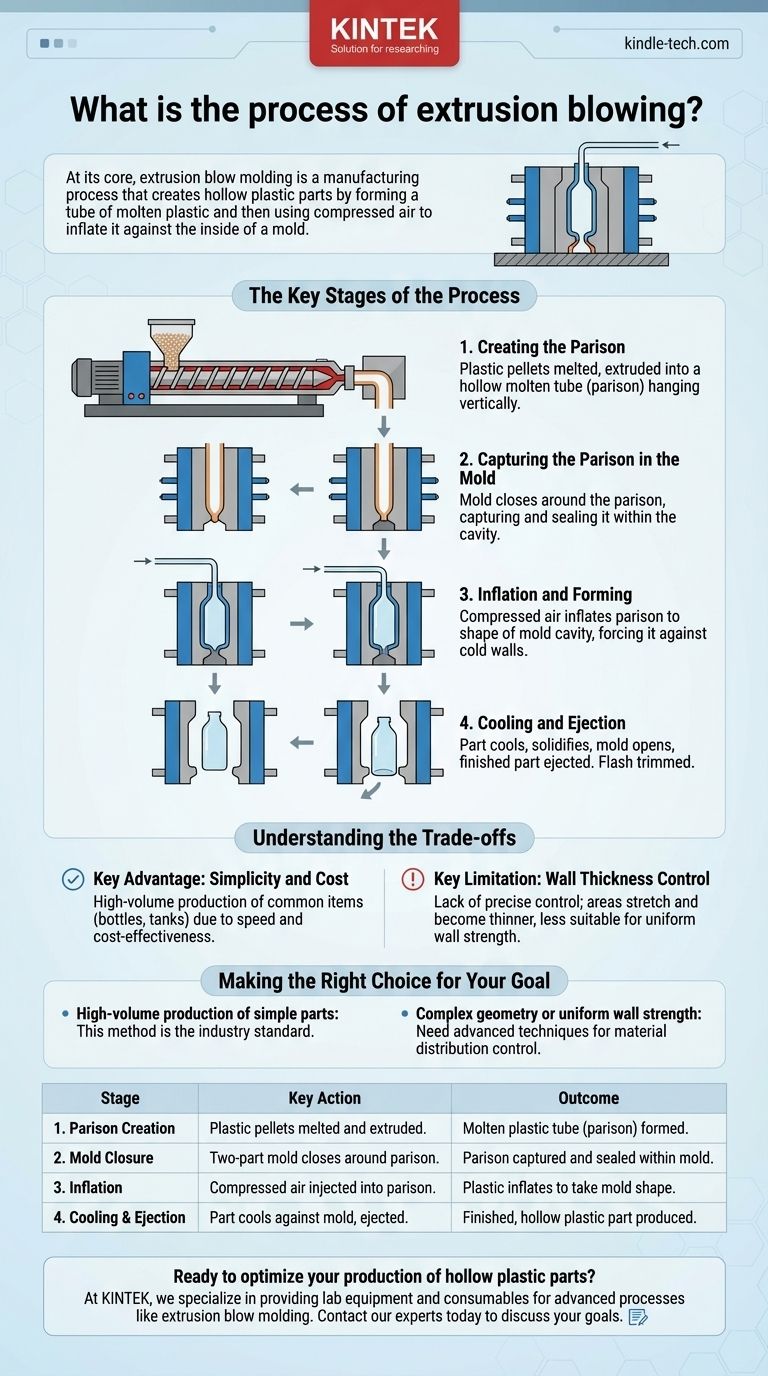
المراحل الرئيسية للعملية
يمكن تقسيم العملية بأكملها إلى بضع مراحل متميزة ومتسلسلة. كل خطوة حاسمة لتحويل راتنج البلاستيك الخام إلى جزء مجوف ومتين.
الخطوة 1: إنشاء الباريزون
تبدأ العملية بـ البثق. تأخذ هذه الآلة حبيبات البلاستيك الصلبة، وتسخنها حتى تصبح منصهرة، ثم تدفع البلاستيك السائل عبر أداة تشكيل تسمى القالب.
يشكل هذا الإجراء أنبوبًا مجوفًا مستمرًا من البلاستيك الساخن يُعرف باسم الباريزون، والذي يتدلى عموديًا من القالب.
الخطوة 2: احتجاز الباريزون في القالب
يتم وضع قالب من جزأين مبرد بالماء حول الباريزون المتدلي. يتم تشكيل القالب بتجويف يتطابق مع الأبعاد الخارجية الدقيقة للمنتج النهائي المطلوب.
بمجرد بثق الباريزون بالطول الصحيح، ينغلق نصفي القالب بسرعة حوله. يؤدي هذا الإجراء إلى إغلاق الجزء السفلي من الباريزون واحتجاز الأنبوب داخل تجويف القالب.
الخطوة 3: النفخ والتشكيل
مع إغلاق القالب بإحكام، يتم حقن الهواء المضغوط في الجزء العلوي من الباريزون، غالبًا من خلال دبوس عند عنق الحاوية.
يدفع هذا الاندفاع من ضغط الهواء أنبوب البلاستيك الطري المنصهر إلى الخارج حتى يضغط بقوة على الجدران الداخلية الباردة للقالب. يأخذ البلاستيك الشكل الدقيق لتجويف القالب.
الخطوة 4: التبريد والإخراج
يتم تثبيت البلاستيك على القالب المبرد بالماء لفترة قصيرة. يؤدي التلامس مع السطح البارد إلى تصلب المادة بسرعة، مما يثبتها في شكلها الجديد.
بعد أن يبرد الجزء بما فيه الكفاية، يفتح القالب، ويتم إخراج المنتج المجوف النهائي. ثم يتم قطع أي بلاستيك زائد، يُعرف باسم "الفلاش".
فهم المفاضلات
مثل أي عملية تصنيع، تتمتع قولبة النفخ بالبثق بنقاط قوة وقيود متأصلة تجعلها مناسبة لتطبيقات محددة.
الميزة الرئيسية: البساطة والتكلفة
الميزة الأساسية لهذه الطريقة هي بساطتها وكفاءتها الاقتصادية النسبية. الآلات أقل تعقيدًا من متغيرات قولبة النفخ الأخرى، مما يجعلها مثالية للإنتاج بكميات كبيرة من العناصر الشائعة مثل الزجاجات والحاويات.
القيود الرئيسية: التحكم في سمك الجدار
المفاضلة الرئيسية هي عدم وجود تحكم دقيق في سمك جدار المادة. عندما يتمدد أنبوب الباريزون البسيط لملء شكل قالب معقد، ستصبح بعض المناطق أرق من غيرها. وهذا يجعلها أقل ملاءمة للأجزاء التي تتطلب قوة جدار موحدة تمامًا.
اتخاذ الخيار الصحيح لهدفك
يساعد فهم الآلية الأساسية في تحديد متى تكون هذه العملية هي الأنسب للمشروع.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة من الأجزاء المجوفة البسيطة: هذه الطريقة هي المعيار الصناعي لعناصر مثل أباريق الحليب وزجاجات الشامبو وخزانات المواد الكيميائية نظرًا لسرعتها وفعاليتها من حيث التكلفة.
- إذا كان تركيزك الأساسي هو إنشاء أجزاء ذات هندسة معقدة للغاية أو تتطلب قوة جدار موحدة: قد تحتاج إلى استكشاف تقنيات قولبة أكثر تقدمًا توفر تحكمًا أكبر في توزيع المواد أثناء مرحلة النفخ.
في النهاية، تعد قولبة النفخ بالبثق تقنية أساسية توازن ببراعة بين البساطة والوظيفة لإنشاء السلع البلاستيكية المجوفة التي نستخدمها كل يوم.
جدول الملخص:
| المرحلة | الإجراء الرئيسي | النتيجة |
|---|---|---|
| 1. إنشاء الباريزون | يتم صهر حبيبات البلاستيك وبثقها في أنبوب مجوف. | يتشكل أنبوب بلاستيكي منصهر (باريزون). |
| 2. إغلاق القالب | يغلق قالب من جزأين حول الباريزون. | يتم احتجاز الباريزون وإغلاقه داخل القالب. |
| 3. النفخ | يتم حقن الهواء المضغوط في الباريزون. | ينتفخ البلاستيك ليأخذ شكل تجويف القالب. |
| 4. التبريد والإخراج | يبرد الجزء على القالب المبرد بالماء ويتم إخراجه. | يتم إنتاج جزء بلاستيكي مجوف نهائي. |
هل أنت مستعد لتحسين إنتاجك من الأجزاء البلاستيكية المجوفة؟
في KINTEK، نحن متخصصون في توفير معدات المختبرات والمواد الاستهلاكية التي تدعم عمليات التصنيع المتقدمة مثل قولبة النفخ بالبثق. سواء كنت في مجال البحث والتطوير، أو مراقبة الجودة، أو توسيع نطاق الإنتاج، فإن حلولنا تساعدك على تحقيق كفاءة واتساق أكبر.
اتصل بخبرائنا اليوم لمناقشة كيف يمكننا دعم أهداف مختبرك وإنتاجك باستخدام معدات دقيقة وإرشادات الخبراء.
دليل مرئي
المنتجات ذات الصلة
- آلة بثق أفلام بثق ثلاثية الطبقات لفيلم بثق المختبر
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- آلة تحبيب البلاستيك بالبثق ذو اللولب المزدوج
- آلة بثق أفلام بلاستيكية من كلوريد البولي فينيل (PVC) للاختبار
- قالب ضغط الكرات للمختبر
يسأل الناس أيضًا
- ما هي عيوب بثق الفيلم المنفوخ؟ التغلب على قيود الدقة والسرعة
- ما هي مزايا بثق الفيلم المنفوخ؟ عزز كفاءة إنتاج فيلمك
- ما هي تقنية النفخ لإنتاج الأفلام؟ دليل لإنتاج أفلام بلاستيكية عالية القوة
- ما هي المنتجات التي يتم إنتاجها بالبثق بالنفخ؟ من أكياس البقالة إلى الأغطية الصناعية
- ماذا تفعل آلة النفخ لإنتاج الأغشية؟ تحويل حبيبات البلاستيك إلى أغشية متعددة الاستخدامات


















