لاختيار آلة صب الجدران الرقيقة المناسبة، يجب عليك إعطاء الأولوية لأربعة معايير أداء رئيسية: سرعة الحقن، ضغط الحقن، قدرة اللدائن، وقوة التثبيت. هذه المواصفات ليست مستقلة؛ يجب أن تعمل معًا للتغلب على التحدي الأساسي لصب الجدران الرقيقة، وهو ملء تجويف القالب بالكامل وبشكل متسق قبل أن يتجمد البلاستيك المنصهر. ستفشل الآلة التي تفتقر إلى أي من هذه المجالات في إنتاج أجزاء عالية الجودة بشكل موثوق في وقت دورة تنافسي.
الهدف الأساسي ليس مجرد شراء آلة ذات مواصفات عالية، بل اختيار نظام متكامل يوفر دقة وتكرارية قصوى. الآلة المناسبة تقلل من وقت الدورة وتضمن استقرار العملية، وهما حجر الزاوية للربحية في إنتاج الجدران الرقيقة بكميات كبيرة.

الركائز الأساسية لأداء الجدران الرقيقة
تضع فيزياء صب الجدران الرقيقة - دفع البوليمر المنصهر عبر مقطع عرضي ضيق جدًا - متطلبات قصوى على آلة التشكيل بالحقن. فهم هذه المتطلبات هو المفتاح لاتخاذ خيار مستنير.
سرعة الحقن: المتطلب غير القابل للتفاوض
تتطلب تطبيقات الجدران الرقيقة سرعات حقن عالية بشكل استثنائي، وغالبًا ما تتجاوز 500 مم/ثانية، مع تطبيقات التعبئة المتخصصة التي تتطلب 700 مم/ثانية أو أكثر.
هذه السرعة حاسمة لملء تجويف القالب قبل أن تتصلب المادة، وهي ظاهرة تعرف باسم "الطلقة القصيرة". يتسبب المقطع العرضي الرقيق للجزء في تبريد البلاستيك المنصهر وتجمده على الفور تقريبًا عند ملامسته لسطح القالب الأكثر برودة.
لتحقيق ذلك، تعتمد الآلات الهيدروليكية عالية الأداء على المراكم (accumulators)، التي تخزن الضغط الهيدروليكي لتوفير دفعة انفجارية من السرعة. تحقق الآلات الكهربائية بالكامل الحديثة ذلك من خلال محركات سيرفو عالية الطاقة، مما يوفر تحكمًا وتسارعًا فائقين.
ضغط الحقن: التغلب على مقاومة التدفق
يخلق مسار التدفق الضيق للجزء ذي الجدار الرقيق مقاومة هائلة. يجب أن تتمتع الآلة بضغط حقن كافٍ - غالبًا ما يزيد عن 2500 بار (36000 رطل لكل بوصة مربعة) - للتغلب على هذه المقاومة.
هذا الضغط العالي ضروري ليس فقط لملء الجزء ولكن أيضًا لتعبئته بفعالية، للتعويض عن انكماش المواد أثناء تبريدها. ستؤدي قدرة الضغط غير الكافية إلى غرق، وفراغات، وعدم استقرار الأبعاد.
قوة التثبيت: إبقاء القالب مغلقًا
تولد ضغوط الحقن العالية قوة متساوية ومعاكسة تحاول دفع نصفي القالب بعيدًا عن بعضهما البعض. يجب أن توفر وحدة التثبيت في الآلة قوة كافية لإبقاء القالب مغلقًا ضد هذا الضغط.
يتم حساب قوة التثبيت المطلوبة بضرب المساحة الإجمالية المتوقعة للجزء (بما في ذلك نظام العدّاء) في أقصى ضغط حقن داخل التجويف. ستسمح الآلة ذات قوة التثبيت غير الكافية للقالب بالانفتاح قليلاً، مما يؤدي إلى النتوءات (البلاستيك الزائد المتسرب من خط الفصل).
بالقدر نفسه من الأهمية، صلابة الألواح. حتى مع قوة التثبيت الكافية، فإن الألواح التي تنثني تحت الضغط ستسبب نتوءات وجودة جزء غير متناسقة.
قدرة اللدائن: مواكبة الدورات القصيرة
يتميز صب الجدران الرقيقة بأوقات دورة قصيرة للغاية، غالبًا ما تتراوح بين 2 و 5 ثوانٍ. يجب أن يكون نظام البرغي والأسطوانة في الآلة قادرًا على صهر كمية كافية من راتنج البلاستيك للطلقة التالية خلال وقت الاسترداد القصير هذا.
يُعرف هذا باسم معدل اللدائن، ويُقاس بالكيلوجرام/ساعة أو رطل/ساعة. لا يمكن لآلة ذات قدرة لدائن غير كافية أن تواكب، مما يجبرك على تمديد وقت الدورة وتدمير كفاءة إنتاجك. ابحث عن الآلات ذات البرغي المصمم للإنتاجية العالية ومحرك برغي قوي.
هندسة الآلة: كهربائية مقابل هيدروليكية
يعد الاختيار بين آلة كهربائية بالكامل، أو هيدروليكية، أو هجينة قرارًا محوريًا تحدده تطبيقاتك وأولوياتك المحددة.
حالة الآلات الكهربائية بالكامل
تستخدم الآلات الكهربائية بالكامل محركات سيرفو عالية الدقة لجميع الحركات. مزاياها الأساسية هي التكرارية التي لا مثيل لها، وكفاءة الطاقة، والنظافة.
يسمح التحكم الرقمي في كل محور بملفات تعريف حقن دقيقة ووظائف متوازية (مثل إخراج الأجزاء أثناء فتح المشبك)، مما يمكن أن يقلل بشكل كبير من أوقات الدورات. عملياتها الهادئة والنظيفة تجعلها مثالية للتعبئة الطبية والغذائية.
دور الآلات الهيدروليكية عالية الأداء
الآلات الهيدروليكية، وخاصة تلك المجهزة بالمراكم، هي آلات عاملة معروفة بتوفير سرعة وقوة حقن هائلة. يمكن أن تكون حلاً أكثر فعالية من حيث التكلفة للتطبيقات التي تتطلب قوى تثبيت عالية جدًا.
على الرغم من أنها قد لا توفر نفس المستوى من الدقة المتناهية مثل النماذج الكهربائية بالكامل، إلا أن الآلات الهيدروليكية الحديثة ذات أنظمة التحكم ذات الحلقة المغلقة توفر أداءً ممتازًا للعديد من تطبيقات الجدران الرقيقة ذات الحجم الكبير.
ميزة الهجين
توفر الآلات الهجينة حلاً وسطًا مقنعًا، حيث تجمع بين وحدة حقن ومحرك برغي كهربائي مع مشبك هيدروليكي. تمنحك هذه الهندسة كفاءة الطاقة والدقة للحقن الكهربائي مع الاحتفاظ بالقوة الفعالة من حيث التكلفة للمشبك الهيدروليكي. أصبحت الهجينة خيارًا شائعًا بشكل متزايد لتعبئة الجدران الرقيقة.
فهم المقايضات والتفاصيل الحاسمة
بالإضافة إلى المواصفات الأربعة الأساسية، يمكن أن تؤثر عدة عوامل أخرى على نجاح أو فشل عملية صب الجدران الرقيقة.
ما وراء ورقة المواصفات: صلابة الآلة
لا تخبر ورقة البيانات الفنية للآلة القصة كاملة. إن صلابة إطار الآلة وألواحها بشكل عام أمر بالغ الأهمية. لن تكون الآلة التي تلتوي أو تنثني تحت الضغوط العالية لصب الجدران الرقيقة مستقرة أبدًا، مما يؤدي إلى نتوءات، وتغيرات في الأبعاد، وتآكل مبكر للقالب.
وحدة التحكم: دماغ العملية
يجب أن تكون وحدة التحكم في الآلة سريعة الاستجابة بما يكفي لإدارة العملية في الوقت الفعلي. التغييرات على مستوى المللي ثانية في الضغط والسرعة شائعة. تعد وحدة التحكم القوية ذات التحكم في العملية ذات الحلقة المغلقة ضرورية للحفاظ على الاتساق طلقة بعد طلقة.
التكامل مع الأتمتة
إنتاج الجدران الرقيقة مؤتمت دائمًا تقريبًا. يجب أن تكون الآلة مصممة للتكامل السلس مع الروبوتات لإزالة الأجزاء ووضع العلامات داخل القالب (IML). تأكد من أن وحدة التحكم وأنظمة السلامة متوافقة بسهولة مع الأتمتة من طرف ثالث.
اتخاذ الخيار الصحيح لتطبيقك
استخدم أهداف الإنتاج المحددة لديك لتوجيه اختيارك النهائي.
- إذا كان تركيزك الأساسي هو السرعة القصوى للتعبئة (مثل الحاويات والأغطية): أعط الأولوية لآلة تعبئة متخصصة (غالبًا هجينة أو كهربائية بالكامل) بسرعات حقن تزيد عن 700 مم/ثانية ووظائف متوازية قوية لتقليل وقت الدورة.
- إذا كان تركيزك الأساسي هو الأجزاء الطبية أو الإلكترونية عالية الدقة: ركز على التحكم في العملية والتكرارية من طلقة إلى طلقة لآلة كهربائية بالكامل ذات قدرات مراقبة عملية متقدمة.
- إذا كنت تقوم بتشغيل أجزاء كبيرة تتطلب قوى تثبيت عالية جدًا: قد توفر آلة هيدروليكية عالية الأداء مزودة بمراكم أفضل مزيج فعال من حيث التكلفة من قوة التثبيت وأداء الحقن.
- إذا كانت ميزانيتك قيدًا رئيسيًا للأجزاء ذات الجدران الرقيقة الأقل تطرفًا: يمكن أن تكون آلة هيدروليكية للأغراض العامة محددة جيدًا، ومجهزة بحزمة مراكم للحقن عالي السرعة، حلاً قابلاً للتطبيق وفعالًا.
في النهاية، يعد اختيار الآلة المناسبة قرارًا على مستوى النظام يوازن بين السرعة والدقة والتكلفة لضمان إنتاج مربح وموثوق.
جدول الملخص:
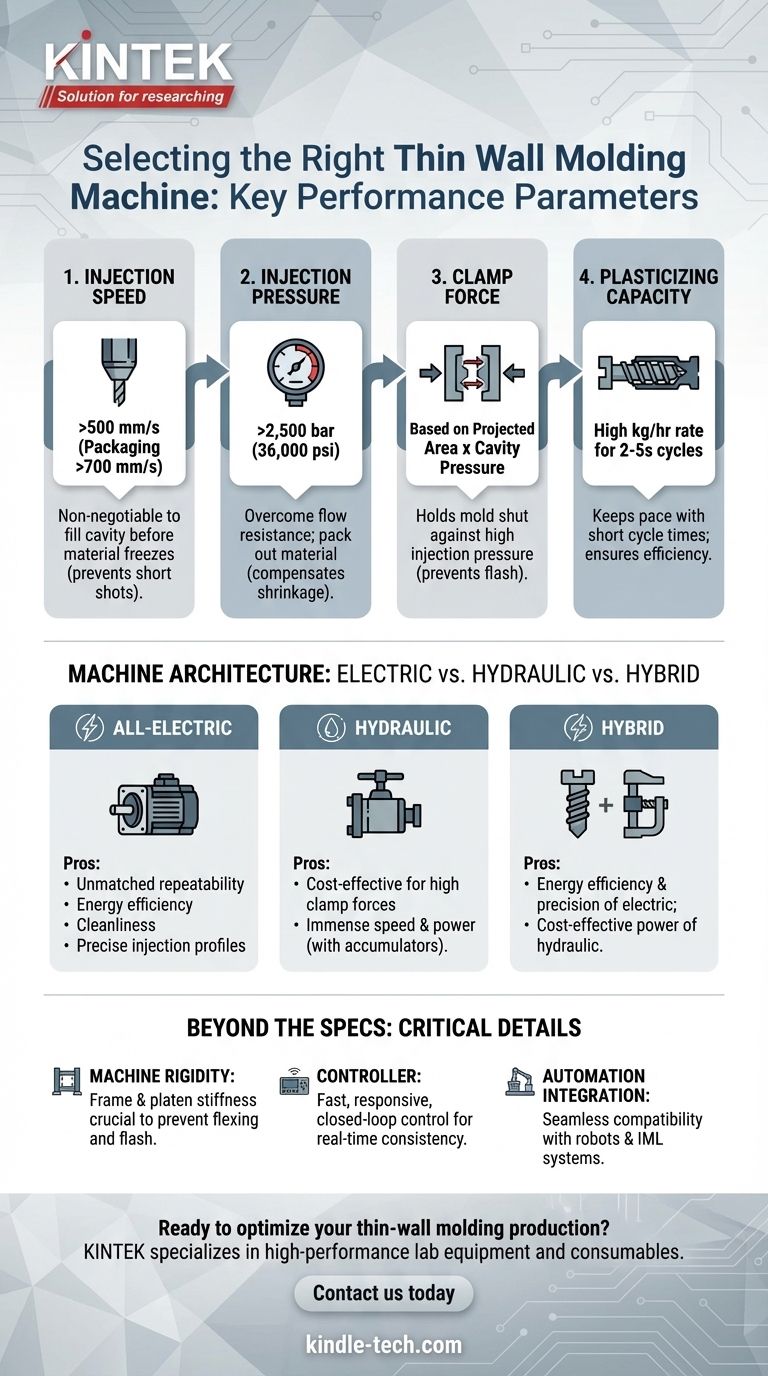
| المعلمة | اعتبار رئيسي | النطاق النموذجي |
|---|---|---|
| سرعة الحقن | يجب ملء التجويف قبل أن يتصلب البلاستيك | >500 مم/ثانية، حتى 700+ مم/ثانية |
| ضغط الحقن | يتغلب على مقاومة التدفق في التجاويف الضيقة | >2500 بار (36000 رطل لكل بوصة مربعة) |
| قوة التثبيت | يثبت القالب مغلقًا ضد ضغط الحقن العالي | يعتمد على المساحة المتوقعة × ضغط التجويف |
| قدرة اللدائن | يصهر ما يكفي من الراتنج لأوقات الدورات القصيرة | معدل عالٍ بالكيلوجرام/ساعة لدورات من 2-5 ثوانٍ |
هل أنت مستعد لتحسين إنتاجك من صب الجدران الرقيقة؟ تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية عالية الأداء، وتخدم المختبرات بحلول صب دقيقة. يمكن لخبرائنا مساعدتك في اختيار الآلة المثالية لزيادة السرعة والدقة والربحية. اتصل بنا اليوم لمناقشة متطلبات تطبيقك المحدد للجدران الرقيقة!
دليل مرئي
المنتجات ذات الصلة
- آلة قولبة بالحقن صغيرة للاستخدام المخبري
- آلة تحبيب البلاستيك بالبثق ذو اللولب المزدوج
- قالب ضغط أسطواني مع مقياس للمختبر
- آلة تقويم مطاطية معملية صغيرة
- قالب ضغط الكرات للمختبر
يسأل الناس أيضًا
- ما هي الآلة التي تصنع القوالب؟ آلات حقن القوالب للإنتاج بالجملة
- ما هي الخطوات الخمس للقولبة بالحقن؟ دليل للإنتاج الفعال وعالي الجودة
- ما الذي يمكنك صنعه باستخدام آلة التشكيل بالحقن؟ إنتاج كميات كبيرة من الأجزاء البلاستيكية عالية الجودة بكفاءة
- ما هي الصناعات التي تستخدم قولبة الحقن؟ من الطب إلى السيارات، إنها في كل مكان
- ما هي مراحل عملية التشكيل؟ دليل لتشكيل البلاستيك والمعادن والسيراميك













