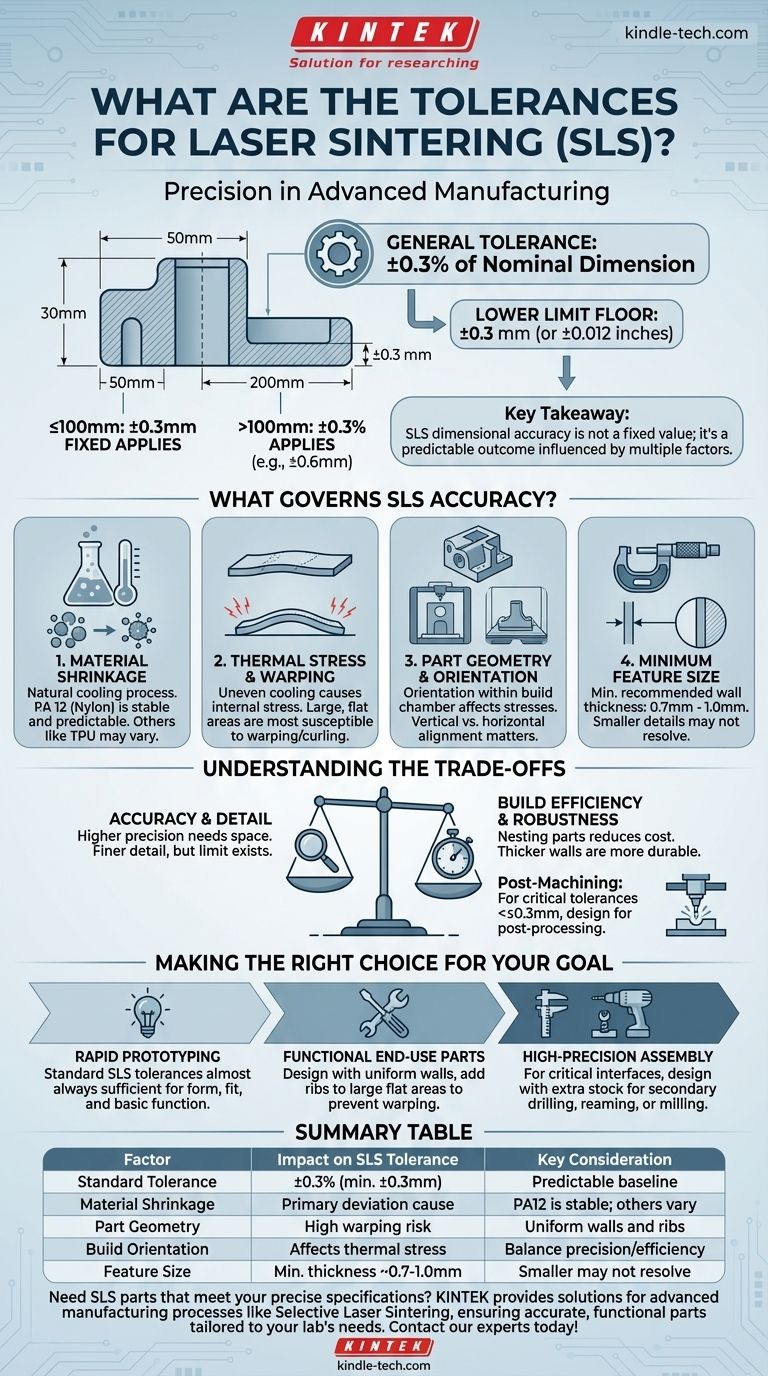
لكي نكون دقيقين، فإن التفاوت العام للأجزاء المصنوعة بتقنية التلبيد الانتقائي بالليزر (SLS) هو عادةً ±0.3% من البعد الاسمي، بحد أدنى ±0.3 مم (أو ±0.012 بوصة). وهذا يعني أنه لأي ميزة أصغر من 100 مم، يتم تطبيق تفاوت ثابت قدره ±0.3 مم، بينما للميزات الأكبر، يتم استخدام التفاوت القائم على النسبة المئوية.
الخلاصة الرئيسية هي أن دقة أبعاد SLS ليست قيمة ثابتة واحدة. إنها نتيجة يمكن التنبؤ بها تتأثر بحجم الجزء، وهندسته، والمادة المستخدمة، وتوجيهه داخل غرفة البناء.

ما الذي يحكم دقة SLS؟
يعد فهم العوامل التي تؤثر على الأبعاد النهائية لجزء SLS أمرًا بالغ الأهمية لتصميم مكونات تلبي متطلباتك. العملية قابلة للتكرار بدرجة كبيرة، ولكن طبيعتها الحرارية المتأصلة تُدخل متغيرات يجب عليك أخذها في الاعتبار.
صيغة التفاوت القياسية
المبدأ التوجيهي القياسي في الصناعة وهو ±0.3% بحد أدنى ±0.3 مم هو نقطة البداية لأي تصميم.
لجزء بطول 200 مم، سيكون التباين المحتمل ±0.6 مم (200 مم * 0.3%). لجزء بطول 50 مم، ينطبق التفاوت الثابت ±0.3 مم، لأنه أكبر من القيمة المئوية (50 مم * 0.3% = 0.15 مم).
دور انكماش المواد
تعمل تقنية SLS عن طريق صهر مسحوق البوليمر بالليزر، مما ينطوي على حرارة كبيرة. عندما يبرد الجزء المدمج، تنكمش المادة بشكل طبيعي.
المواد مثل PA 12 (النايلون) مستقرة جدًا ولها معدلات انكماش يمكن التنبؤ بها، والتي يتم أخذها في الاعتبار في برنامج الطباعة. قد تُظهر مواد أخرى، مثل TPU (بوليمر مرن)، سلوكيات حرارية مختلفة.
الإجهاد الحراري والالتواء
التبريد غير المتكافئ هو السبب الرئيسي للانحراف الأبعاد. الأقسام الكبيرة، المسطحة، أو غير المدعومة من النموذج هي الأكثر عرضة لذلك.
عندما تبرد منطقة واحدة أسرع من الأخرى، تتراكم الضغوط الداخلية، مما قد يتسبب في التواء أو تجعد الجزء، خاصة في الميزات الطويلة والرفيعة. وهذا يؤثر بشكل مباشر على الدقة النهائية.
هندسة الأجزاء وتوجيهها
يؤثر تصميم الجزء وتوجيهه في غرفة البناء بشكل كبير.
الجزء الطويل والرفيع المطبوع عموديًا سيكون له ضغوط وانحرافات محتملة مختلفة عن نفس الجزء المطبوع بشكل مسطح. يتم اختيار التوجيه لتقليل الالتواء وزيادة جودة الجزء.
فهم المقايضات
يتطلب تحقيق أضيق التفاوتات الممكنة الموازنة بين عدة عوامل متنافسة. إن مجرد المطالبة بدقة أعلى دون فهم الآثار المترتبة يمكن أن يؤدي إلى تكاليف غير ضرورية أو تنازلات في التصميم.
الدقة مقابل كفاءة البناء
يتم "تعشيش" الأجزاء أو تعبئتها بإحكام معًا في غرفة البناء لزيادة عدد المكونات لكل دورة طباعة، مما يقلل التكلفة.
قد يتطلب توجيه جزء للحصول على أفضل دقة مطلقة مساحة أكبر، مما يؤدي إلى بناء أقل كفاءة وتكلفة أعلى لكل جزء.
تفاصيل الميزة مقابل المتانة
يمكن لـ SLS إنتاج تفاصيل دقيقة جدًا، ولكن هناك حد. الحد الأدنى الموصى به لسمك الجدار هو عادةً حوالي 0.7 مم إلى 1.0 مم.
قد لا تُحل الميزات الأصغر من ذلك بشكل صحيح أو قد تكون هشة جدًا بحيث لا تتحمل المعالجة اللاحقة، مثل السفع بالخرز المستخدم لتنظيف المسحوق الزائد.
كما طُبع مقابل ما بعد التشغيل الآلي
تفاوت SLS القياسي هو للجزء كما يخرج من الطابعة ويتم تنظيفه.
إذا كانت ميزة معينة، مثل ثقب دقيق لمحمل، تتطلب تفاوتًا أضيق من ±0.3 مم، فمن الشائع تصميم الجزء بحيث يتم تشغيله آليًا لاحقًا. وهذا يضيف خطوة تصنيع ولكنه يسمح لك بتحقيق دقة أعلى بكثير حيث تكون هناك حاجة ماسة إليها.
اتخاذ القرار الصحيح لهدفك
استخدم هذه الإرشادات لتحديد ما إذا كانت تفاوتات SLS القياسية ستلبي احتياجات مشروعك.
- إذا كان تركيزك الأساسي هو النماذج الأولية السريعة: تفاوتات SLS القياسية كافية دائمًا تقريبًا لإثبات الشكل والملاءمة والوظيفة الأساسية.
- إذا كان تركيزك الأساسي هو الأجزاء الوظيفية للاستخدام النهائي: صمم بسمك جدار موحد وأضف أضلاعًا إلى المناطق المسطحة الكبيرة لمنع الالتواء والتأكد من بقائك ضمن نطاق التفاوت القياسي.
- إذا كان تركيزك الأساسي هو التجميع عالي الدقة: للواجهات الحرجة، صمم الميزات بمواد إضافية خصيصًا بحيث يمكن حفرها أو توسيعها أو طحنها في عملية ثانوية.
من خلال فهم العوامل التي تتحكم في الدقة، يمكنك تصميم أجزاء بشكل فعال تستفيد من سرعة وحرية تصميم SLS مع تلبية متطلباتك الهندسية الحرجة.
جدول الملخص:
| العامل | التأثير على تفاوت SLS | اعتبار رئيسي |
|---|---|---|
| التفاوت القياسي | ±0.3% من الأبعاد (حد أدنى ±0.3 مم) | خط أساس يمكن التنبؤ به لمعظم الميزات |
| انكماش المواد | السبب الرئيسي للانحراف | PA12 مستقر؛ الآخرون يختلفون |
| هندسة الأجزاء | خطر كبير للالتواء في المناطق الكبيرة والمسطحة | تصميم بجدران وأضلاع موحدة |
| توجيه البناء | يؤثر على الإجهاد الحراري والدقة | الموازنة بين الدقة وكفاءة البناء |
| حجم الميزة | الحد الأدنى لسمك الجدار ~0.7-1.0 مم | قد لا تُحل الميزات الأصغر بشكل صحيح |
هل تحتاج إلى أجزاء SLS تلبي مواصفاتك الدقيقة؟ تتخصص KINTEK في توفير معدات ومواد استهلاكية مخبرية عالية الجودة، بما في ذلك حلول لعمليات التصنيع المتقدمة مثل التلبيد الانتقائي بالليزر. تضمن خبرتنا حصولك على أجزاء دقيقة وعملية مصممة خصيصًا لتلبية احتياجات مختبرك الفريدة—سواء للنماذج الأولية أو تطبيقات الاستخدام النهائي. اتصل بخبرائنا اليوم لمناقشة كيف يمكننا دعم مشروعك بأداء موثوق ونتائج دقيقة!
دليل مرئي
المنتجات ذات الصلة
- فرن التلبيد بالبلازما الشرارية فرن SPS
- فرن سيراميك تلبيد الزركونيوم البورسلين السني بجانب الكرسي مع محول
- فرن ضغط فراغ لتلبيد السيراميك البورسلين الزركونيوم لطب الأسنان
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن تفحيم الخزف السني بالشفط
يسأل الناس أيضًا
- ما هي المزايا التقنية التي يوفرها فرن التلبيد بالبلازما الشرارية (SPS) لإنتاج سيراميك LiZr2(PO4)3 (LZP) مقارنة بطرق التلبيد التقليدية؟
- ما الفرق بين التلبيد بالبلازما الشرارية والتلبيد الومضي؟ دليل لأساليب التلبيد المتقدمة
- ما هي طريقة التلبيد بالتفريغ الكهربائي (SPS)؟ دليل لتصنيع المواد عالية السرعة وعالية الأداء
- ما هي مزايا CAMI/SPS لتحضير مركبات W-Cu؟ تقليل الدورات من ساعات إلى ثوانٍ.
- ما هي أساسيات عملية التلبيد بالبلازما الشرارية؟ أطلق العنان لدمج المواد السريع وعالي الأداء



















