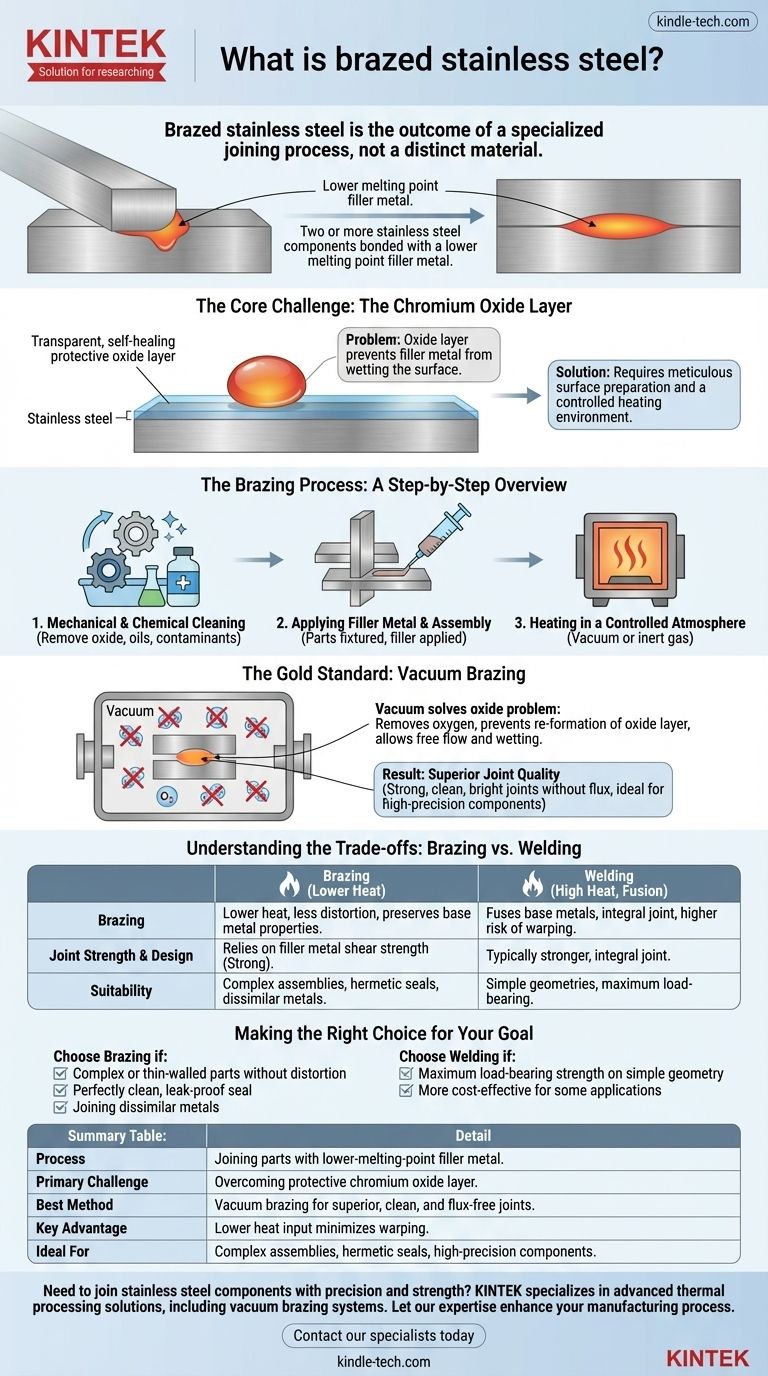
الفولاذ المقاوم للصدأ المُلحَّم بالنحاس ليس نوعًا مميزًا من المواد، بل هو نتيجة لعملية وصل متخصصة. يشير إلى مكونين أو أكثر من الفولاذ المقاوم للصدأ تم ربطهما معًا باستخدام معدن حشو له نقطة انصهار أقل من الفولاذ نفسه. تتضمن العملية تسخين التجميع بحيث يذوب معدن الحشو وينساب إلى الوصلة بفعل الخاصية الشعرية، مما يخلق رابطًا قويًا ونظيفًا عند التبريد دون صهر الفولاذ الأساسي.
التحدي الأساسي—والتركيز الأساسي—للحام بالنحاس للفولاذ المقاوم للصدأ هو التغلب على طبقة الأكسيد الواقية الطبيعية. تمنع هذه الطبقة معدن الحشو من الالتصاق بشكل صحيح، مما يعني أن نجاح اللحام يعتمد كليًا على التحضير الدقيق للسطح وبيئة التسخين المتحكم بها لتحقيق وصلة سليمة.

المشكلة المركزية: طبقة أكسيد الكروم
الخاصية التي تجعل الفولاذ المقاوم للصدأ "مقاومًا للصدأ" هي أيضًا أكبر عقبة له أثناء اللحام بالنحاس.
لماذا تعتبر هذه الطبقة مشكلة؟
جميع الفولاذ المقاوم للصدأ محمي بطبقة رقيقة وشفافة وذاتية الإصلاح من أكسيد الكروم. هذا الغشاء الخامل هو ما يمنح المادة مقاومتها الاستثنائية للتآكل.
ومع ذلك، بالنسبة للحام بالنحاس، تمنع طبقة الأكسيد هذه معدن الحشو المنصهر من "تبليل" سطح الفولاذ. سيتكتل معدن الحشو، تمامًا مثل الماء على سيارة مغطاة بالشمع، بدلاً من الانتشار بالتساوي لتكوين رابط.
عملية اللحام بالنحاس: نظرة عامة خطوة بخطوة
إن لحام الفولاذ المقاوم للصدأ بنجاح هو عملية متعددة المراحل مصممة لإدارة طبقة الأكسيد بدقة.
الخطوة 1: التنظيف الميكانيكي والكيميائي
قبل التسخين، يجب إزالة طبقة الأكسيد الموجودة. غالبًا ما يتم ذلك من خلال طرق ميكانيكية مثل السفع الرملي أو السفع بالكرات.
ويتبع ذلك مباشرة التنظيف الكيميائي لإزالة أي زيوت أو ملوثات. يتم تنظيف قطع العمل في مذيبات مثل الأسيتون أو الكحول، وغالبًا ما يتم استخدام حمام فوق صوتي لضمان نظافة جميع الأسطح تمامًا.
الخطوة 2: تطبيق معدن الحشو والتجميع
يتم تطبيق معدن الحشو، غالبًا في شكل معجون أو سلك أو حشوة مُشكلة مسبقًا، على الوصلة. ثم يتم تثبيت الأجزاء معًا للحفاظ على محاذاتها الدقيقة أثناء دورة التسخين.
الخطوة 3: التسخين في جو متحكم به
هذه هي الخطوة الأكثر أهمية. يجب تسخين التجميع في بيئة تمنع إعادة تشكيل طبقة أكسيد الكروم على الفولاذ الساخن على الفور. الطريقة الأكثر شيوعًا وفعالية لهذا هي اللحام بالنحاس في الفراغ.
المعيار الذهبي: اللحام بالنحاس في الفراغ
بالنسبة لمكونات الفولاذ المقاوم للصدأ عالية الجودة، يعد اللحام بالنحاس في الفراغ هو الطريقة الصناعية المفضلة.
كيف يحل الفراغ مشكلة الأكسيد
عن طريق وضع التجميع في فرن تفريغ عالي، تتم إزالة كل الأكسجين تقريبًا من البيئة. عندما يتم تسخين الجزء، لا يتوفر الأكسجين لإعادة تشكيل طبقة الأكسيد، مما يسمح لمعدن حشو اللحام بالتدفق بحرية وتبليل أسطح الفولاذ النظيفة.
النتيجة: جودة وصلة فائقة
تؤدي هذه العملية إلى وصلات ملحومة بالنحاس قوية ونظيفة للغاية. نظرًا لعدم استخدام أي صهارة (flux) وعدم حدوث أكسدة، يخرج الجزء النهائي من الفرن ساطعًا ونظيفًا، وغالبًا لا يتطلب أي تنظيف بعد المعالجة. وهذا يجعله مثاليًا للمكونات الطبية والجوية والكهروميكانيكية.
فهم المفاضلات: اللحام بالنحاس مقابل اللحام بالقوس (Welding)
اللحام بالنحاس ليس دائمًا الخيار الصحيح. من الضروري فهم كيفية مقارنته باللحام بالقوس، وهو البديل الأكثر شيوعًا لوصل الفولاذ.
حرارة أقل وتشوه أقل
يحدث اللحام بالنحاس عند درجة حرارة أقل بكثير من اللحام بالقوس، حيث أنك تذيب معدن الحشو فقط، وليس الفولاذ المقاوم للصدأ نفسه. يقلل هذا بشكل كبير من خطر التواء أو تشوه أو تغيير خصائص المواد للمعدن الأساسي، وهو أمر بالغ الأهمية للأجزاء الحساسة أو عالية الدقة.
قوة الوصلة والتصميم
الوصلة الملحومة بالقوس تدمج المعادن الأساسية، مما يجعل الوصلة جزءًا لا يتجزأ من المكونات. في المقابل، تعتمد الوصلة الملحومة بالنحاس على قوة القص لمعدن الحشو الملتصق بالأسطح. على الرغم من أنها قوية جدًا، إلا أن الوصلة الملحومة بالقوس المصممة بشكل صحيح تكون عادةً أقوى من الوصلة الملحومة بالنحاس.
الملاءمة للتجميعات المعقدة
يتفوق اللحام بالنحاس في ربط التجميعات المعقدة متعددة الأجزاء أو المعادن المتباينة في دورة فرن واحدة. كما أنه مثالي لإنشاء موانع تسرب محكمة الغلق ومحكمة الإغلاق في مكونات مثل تركيبات الأنابيب والمرفقات وأجزاء أنظمة التدفئة والتهوية وتكييف الهواء (HVAC).
اتخاذ القرار الصحيح لهدفك
يعتمد اختيار طريقة الوصل الصحيحة كليًا على تصميم المكون ومتطلبات المواد والأداء.
- إذا كان تركيزك الأساسي هو وصل الأجزاء المعقدة أو ذات الجدران الرقيقة دون تشوه: اللحام بالنحاس هو الخيار الأفضل بسبب انخفاض مدخلات الحرارة.
- إذا كان تركيزك الأساسي هو تحقيق ختم نظيف ومحكم تمامًا لجزء نهائي: يوفر اللحام بالنحاس في الفراغ جودة جمالية ومحكمة إغلاق استثنائية مباشرة من الفرن.
- إذا كان تركيزك الأساسي هو تحقيق أقصى قوة لتحمل الأحمال على هندسة بسيطة: قد يوفر اللحام بالقوس التقليدي حلاً أقوى وأكثر فعالية من حيث التكلفة.
في نهاية المطاف، يعد اللحام بالنحاس تقنية قوية لإنشاء تجميعات دقيقة ونظيفة وقوية تحافظ على سلامة الفولاذ المقاوم للصدأ.
جدول الملخص:
| الجانب الرئيسي | التفاصيل |
|---|---|
| العملية | وصل أجزاء الفولاذ المقاوم للصدأ باستخدام معدن حشو ذي نقطة انصهار أقل. |
| التحدي الأساسي | التغلب على طبقة أكسيد الكروم الواقية على الفولاذ. |
| أفضل طريقة | اللحام بالنحاس في الفراغ للحصول على وصلات فائقة النظافة وخالية من الصهارة. |
| الميزة الرئيسية | انخفاض مدخلات الحرارة يقلل من الالتواء والتشوه. |
| مثالي لـ | التجميعات المعقدة، الأختام المحكمة، والمكونات عالية الدقة. |
هل تحتاج إلى وصل مكونات الفولاذ المقاوم للصدأ بدقة وقوة؟ تتخصص KINTEK في حلول المعالجة الحرارية المتقدمة، بما في ذلك أنظمة اللحام بالنحاس في الفراغ. تم تصميم معداتنا المخبرية والمواد الاستهلاكية لمساعدتك في تحقيق وصلات مثالية وعالية النزاهة للتطبيقات الطبية والجوية والكهروميكانيكية. دع خبرتنا تعزز عملية التصنيع الخاصة بك - اتصل بخبرائنا اليوم لمناقشة متطلبات مشروعك!
دليل مرئي
المنتجات ذات الصلة
- معدات مختبر البطاريات، شريط من الفولاذ المقاوم للصدأ 304، رقائق بسمك 20 ميكرومتر للاختبار
- فرن التلدين بالتفريغ الهوائي
يسأل الناس أيضًا
- هل يمكن رش السيليكون بالرش (Sputtered)؟ دليل لطرق الترددات الراديوية (RF) والتيار المستمر (DC) لترسيب الأغشية الرقيقة
- ما هي الاعتبارات الأساسية لاختيار الفولاذ المقاوم للصدأ 304 كمادة قطب كهربائي؟ ضمان العناية الآمنة بالمياه
- ما هي المواد المستهدفة للتذرير؟ من المعادن إلى السيراميك للأغشية الرقيقة الدقيقة
- ما هي أهداف التذرير من السيليكون النقي؟ مصدر دقيق للأغشية الرقيقة عالية الأداء
- ما هو التذرية بالديود؟ دليل لعملية ترسيب الأغشية الرقيقة الأساسية

