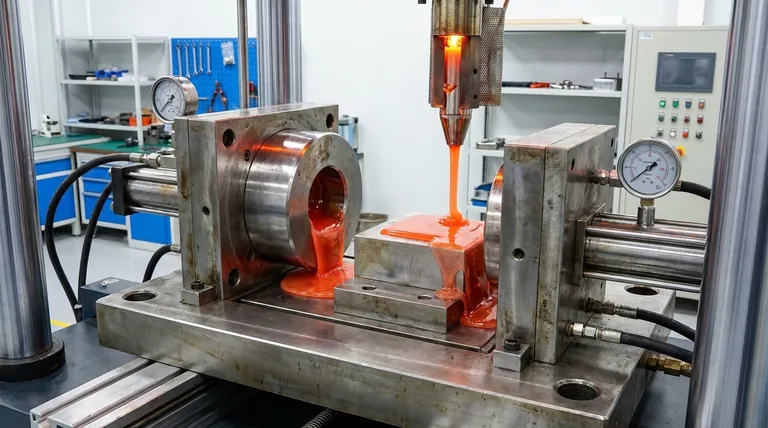
في جوهره، يعد ملء القالب المرحلة الأولية والأكثر أهمية في عملية قولبة الحقن. إنه الفعل المادي لحقن مادة منصهرة، مثل البلاستيك أو المطاط، في تجويف قالب مغلق تحت ضغط عالٍ، مما يجبر المادة على اتخاذ شكل الجزء المطلوب أثناء إزاحتها للهواء الموجود بالداخل.
تعتمد جودة عملية التشكيل بأكملها على هذه الخطوة الأولى. إن كيفية تدفق المادة وملء تجويف القالب يحدد بشكل مباشر السلامة الهيكلية للجزء النهائي ودقته الأبعاد ومظهره الجمالي.
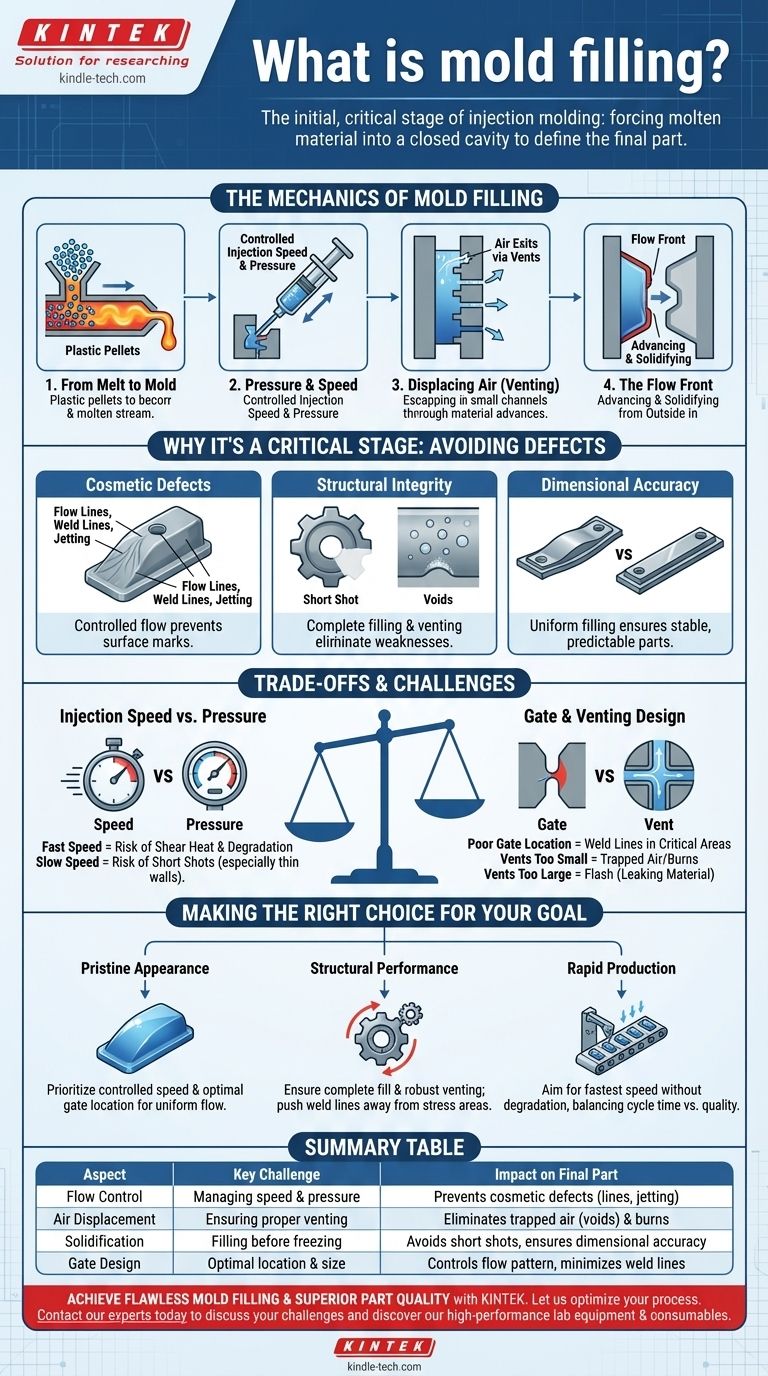
ميكانيكا ملء القالب
ملء القالب ليس مجرد مسألة ضخ مادة في صندوق. إنها عملية ديناميكية يتم التحكم فيها بدرجة عالية وتحكمها الفيزياء، حيث يتسابق المواد المنصهرة ضد الزمن بينما يبدأ في التبريد والتصلب.
من المصهور إلى القالب
أولاً، يتم تسخين المادة الخام (عادة في شكل حبيبات) حتى تصل إلى حالة منصهرة محددة، أو "بلاستيكية". يتم بعد ذلك الاحتفاظ بهذا السائل اللزج في وحدة الحقن، جاهزًا للدفع في القالب.
دور الضغط والسرعة
تعمل وحدة الحقن مثل حقنة عالية الطاقة، تدفع المادة المنصهرة إلى القالب بسرعة حقن و ضغط محكومين بدقة. هذه المعلمات حاسمة لإدارة كيفية تدفق المادة.
إزاحة الهواء (التنفيس)
يتم ملء تجويف القالب بالهواء في البداية. عندما تدخل المادة المنصهرة، يجب أن يكون هذا الهواء قادرًا على الهروب. يتم تصميم القوالب بقنوات صغيرة تسمى فتحات التهوية التي تسمح للهواء بالخروج ولكنها صغيرة جدًا بحيث لا يمكن للمادة المنصهرة أن تمر من خلالها.
جبهة التدفق
يُطلق على الحافة الأمامية للمادة المتحركة اسم جبهة التدفق. مع تقدم هذه الجبهة، تلامس الأسطح الأكثر برودة لجدران القالب، مما يتسبب في بدء تصلب المادة من الخارج إلى الداخل. الهدف هو ملء التجويف بأكمله قبل أن تتجمد جبهة التدفق تمامًا.
لماذا يعد ملء القالب مرحلة حرجة
يمكن تتبع كل عيب تقريبًا في التشكيل الشائع إلى مشكلة أثناء مرحلة الملء. يعد التحكم في هذه المرحلة ضروريًا لإنتاج جزء عالي الجودة.
منع العيوب التجميلية
يمكن أن يؤدي التدفق غير المتحكم فيه أو الذي تتم إدارته بشكل سيئ إلى إنشاء خطوط تدفق، و خطوط لحام (حيث تلتقي جبهتا تدفق)، و نفث (تيار يشبه الثعبان من المادة يبرد بشكل سابق لأوانه)، وكلها تشوه سطح الجزء.
ضمان السلامة الهيكلية
إذا تصلبت المادة قبل أن يمتلئ التجويف بالكامل، تكون النتيجة جزءًا غير مكتمل، يُعرف باسم الطلقة الناقصة. علاوة على ذلك، إذا لم يتم تنفيس الهواء بشكل صحيح، فقد ينحبس، مما يخلق فقاعات أو فراغات تضعف الجزء بشدة.
تحقيق الدقة الأبعاد
تؤثر طريقة ملء المادة للقالب على الإجهادات الداخلية وما يتبعها من انكماش وتشوه للجزء أثناء تبريده. يعد نمط الملء المتسق والموحد مفتاحًا لإنتاج أجزاء مستقرة الأبعاد ويمكن التنبؤ بها.
فهم المفاضلات والتحديات
يتضمن تحسين ملء القالب موازنة العديد من العوامل المتنافسة. نادرًا ما يكون هناك إعداد "مثالي" واحد، بل هو أفضل حل وسط لمادة وهندسة جزء محددة.
سرعة الحقن مقابل الضغط
يمكن لسرعة الحقن السريعة أن تملأ القالب بسرعة قبل أن تتجمد المادة، ولكنها يمكن أن تزيد أيضًا من الاحتكاك وتتسبب في تدهور المادة من خلال حرارة القص المفرطة. السرعة البطيئة تكون ألطف على المادة ولكنها تزيد من خطر الطلقة الناقصة، خاصة في الأجزاء ذات الجدران الرقيقة.
موقع وحجم البوابة
البوابة هي الفتحة التي تدخل من خلالها المادة إلى التجويف. يعد موقعها وحجمها من خيارات التصميم الأساسية التي تحدد نمط التدفق بأكمله. يمكن أن يؤدي الموقع السيئ للبوابة إلى إنشاء خطوط لحام في المناطق الحرجة هيكليًا أو التسبب في ملء غير متوازن.
الهواء المحبوس والتنفيس
التنفيس هو مفاضلة تصميمية حاسمة. ستؤدي فتحات التهوية الصغيرة جدًا إلى حبس الهواء، مما يسبب علامات احتراق أو فراغات. يمكن لفتحات التهوية الكبيرة جدًا أن تسمح بتسرب المادة المنصهرة، مما يخلق طبقة رقيقة غير مرغوب فيها من المادة تسمى الوميض.
اتخاذ الخيار الصحيح لهدفك
تعتمد استراتيجية ملء القالب المثالية بالكامل على المتطلب الأساسي للجزء النهائي.
- إذا كان تركيزك الأساسي هو المظهر النقي: إعطاء الأولوية لسرعة ملء متحكم فيها وتدريجية وموقع بوابة مثالي لخلق جبهة تدفق موحدة تقلل من علامات السطح.
- إذا كان تركيزك الأساسي هو الأداء الهيكلي: ضمان الملء الكامل والتنفيس القوي للقضاء على الفراغات، ووضع البوابات لدفع خطوط اللحام بعيدًا عن مناطق الإجهاد العالي.
- إذا كان تركيزك الأساسي هو الإنتاج السريع: استهدف أسرع سرعة حقن لا تتسبب في تدهور المادة أو تسبب عيوبًا تجميلية، مع موازنة وقت الدورة مقابل جودة الجزء.
في نهاية المطاف، يتمثل إتقان ملء القالب في التحكم الدقيق في تدفق المادة لضمان تلبية الجزء النهائي لغرضه المقصود.
جدول ملخص:
| الجانب | التحدي الرئيسي | التأثير على الجزء النهائي |
|---|---|---|
| التحكم في التدفق | إدارة سرعة وضغط الحقن | يمنع العيوب التجميلية (خطوط التدفق، النفث) وتدهور المادة |
| إزاحة الهواء | ضمان التنفيس المناسب للسماح للهواء بالخروج | يقضي على فقاعات الهواء المحبوسة (الفراغات) وعلامات الاحتراق التي تضعف الجزء |
| التصلب | ملء التجويف قبل أن تتجمد المادة | يتجنب الأجزاء غير المكتملة (الطلقات الناقصة) ويضمن الدقة الأبعاد |
| تصميم البوابة | اختيار الموقع والحجم الأمثل لدخول المادة | يتحكم في نمط التدفق لتقليل خطوط اللحام في المناطق الحرجة |
حقق ملء القالب الخالي من العيوب وجودة أجزاء فائقة
يبدأ إتقان عملية قولبة الحقن بالتحكم الدقيق في ملء القالب. المعدات المناسبة ضرورية لإدارة الضغط والسرعة ودرجة الحرارة لمنع العيوب وضمان تلبية كل جزء لمواصفاتك.
تتخصص KINTEK في معدات المختبرات عالية الأداء والمواد الاستهلاكية لاختبار المواد وتحسين العمليات، وتخدم المختبرات والمصنعين الذين يركزون على إتقان عمليات قولبة الحقن الخاصة بهم.
دعنا نساعدك في تحسين عمليتك. اتصل بخبرائنا اليوم لمناقشة تحدياتك المحددة واكتشاف كيف يمكن لحلولنا تعزيز إنتاجيتك وجودة منتجك.
دليل مرئي
المنتجات ذات الصلة
- قالب ضغط حبيبات مسحوق بلاستيكية بحلقة دائرية XRF و KBR لـ FTIR
- قوالب الضغط الأيزوستاتيكي للمختبر
- قالب ضغط مسحوق حمض البوريك XRF للاستخدام المخبري
- قالب ضغط حبيبات مسحوق حلقة فولاذية XRF و KBR للمختبر لـ FTIR
- قالب ضغط مضاد للتشقق للاستخدام المخبري
يسأل الناس أيضًا
- ما هي طريقة الكريات المضغوطة في التحليل الفلوري بالأشعة السينية (XRF)؟ دليل سريع وفعال من حيث التكلفة لإعداد العينات
- كيف يؤثر التحكم في ضغط مكبس حبيبات المسحوق على جودة الأجسام الخضراء من مادة FSCC؟ تحسين الربط
- كيف يتم تحضير العينات لتحليل XRF؟ تحقيق نتائج دقيقة وموثوقة
- كيف يؤثر اختيار قالب الضغط على أداء البطاريات الصلبة بالكامل؟ دليل الخبراء للكبس
- ما هي طريقة أخذ العينات بتقنية XRF؟ حقق تحليلًا عنصريًا دقيقًا باستخدام إعداد العينات المناسب



















