مفهوم درجة حرارة انصهار واحدة هو اعتقاد خاطئ في التصنيع المتقدم. في حين أن المادة النقية مثل الثلج لها نقطة انصهار ثابتة، فإن درجة حرارة 600 درجة مئوية التي تسأل عنها تشير إلى خطوة محددة في عملية معقدة مثل قولبة حقن المعادن (MIM) أو الطباعة ثلاثية الأبعاد. هذه الدرجة الحرارة مخصصة لإزالة الرابط - حرق مادة البوليمر الرابطة التضحوية - وليس لانصهار المعدن الفعلي، الذي يحدث عند درجة حرارة أعلى بكثير.
الخلاصة الحاسمة هي أن عمليات التصنيع الحديثة تستخدم سلسلة من درجات الحرارة التي يتم التحكم فيها بعناية. إن الخلط بين درجة حرارة إزالة الرابط ونقطة الانصهار يمكن أن يؤدي إلى فشل كارثي، حيث أن إحدى العمليات مصممة لإنشاء هيكل مسامي بينما الأخرى تخلق جسمًا صلبًا وكثيفًا بالكامل.

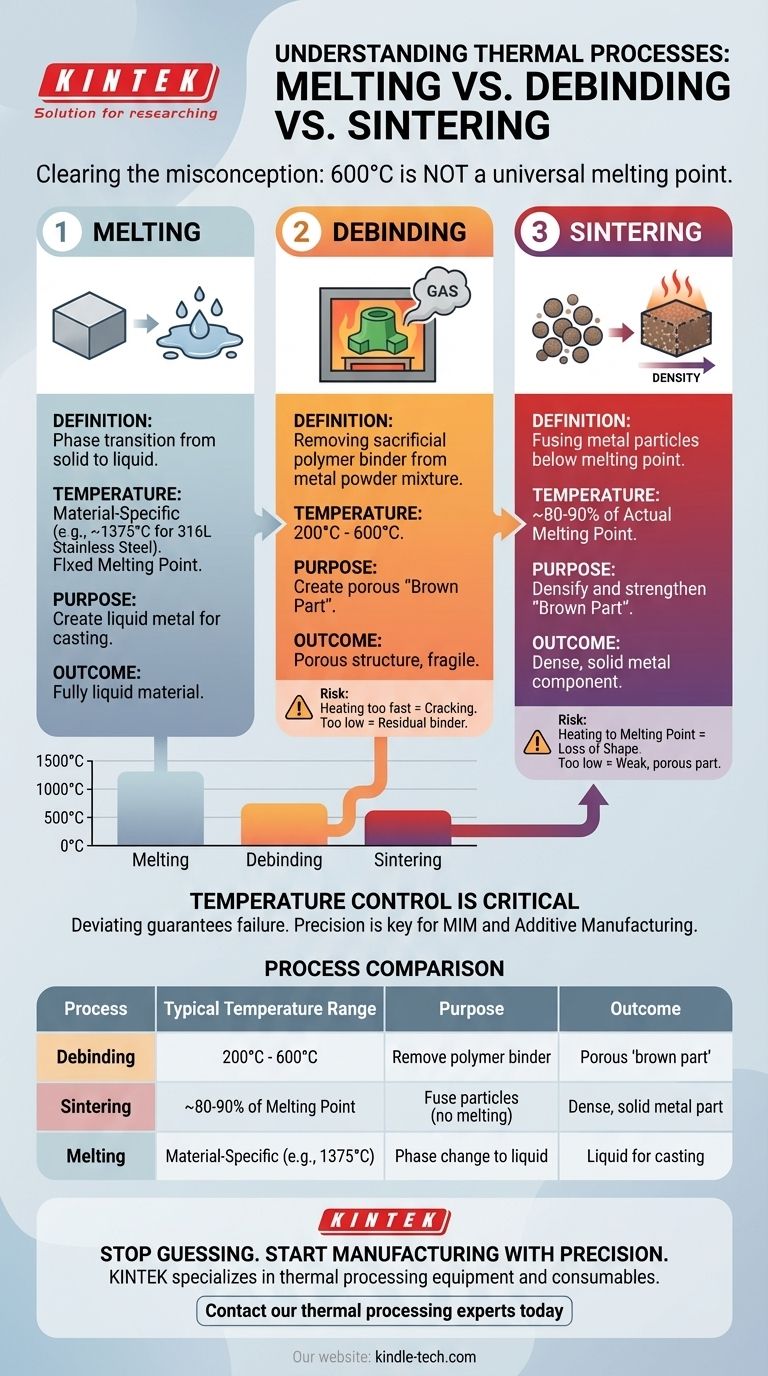
الفرق: الانصهار وإزالة الرابط والتلبيد
لفهم سبب عدم كون 600 درجة مئوية نقطة انصهار عالمية، يجب أن نميز بين ثلاث عمليات حرارية متميزة. لكل منها غرض مختلف جوهريًا.
ما هو الانصهار؟
الانصهار هو تحول الطور للمادة من الحالة الصلبة إلى السائلة. يحدث هذا عند درجة حرارة محددة تُعرف باسم نقطة الانصهار، وهي خاصية أساسية للمادة.
على سبيل المثال، يذوب الماء عند 0 درجة مئوية (32 درجة فهرنهايت)، في حين أن الفولاذ المقاوم للصدأ 316L، وهو مادة شائعة في MIM، ينصهر عند حوالي 1375 درجة مئوية (2500 درجة فهرنهايت).
ما هي إزالة الرابط؟
إزالة الرابط هي خطوة وسيطة تستخدم في العمليات التي يتم فيها تصنيع الأجزاء من خليط من مسحوق المعدن الرابط البوليمري. الجزء الأولي، المعروف باسم "الجزء الأخضر"، يكون صلبًا ولكنه هش.
يتم تسخين هذا الجزء في فرن، عادةً إلى نطاق يتراوح بين 200 درجة مئوية و 600 درجة مئوية. الهدف هو حرق مادة الرابط ببطء، تاركًا وراءه هيكلًا مساميًا من مسحوق المعدن. يمثل الرقم 600 درجة مئوية الحد الأعلى لهذه العملية، مما يضمن إزالة جميع المواد الرابطة دون التأثير على جزيئات المعدن.
ما هو التلبيد؟
بعد إزالة الرابط، يخضع الجزء الهش والمسامي (يسمى الآن "الجزء البني") لعملية التلبيد. يتم تسخينه إلى درجة حرارة أعلى بكثير، ولكنها تكون أقل بقليل من نقطة الانصهار الفعلية للمعدن.
عند درجة الحرارة العالية هذه، يحدث انتشار ذري عند نقاط التلامس بين جزيئات مسحوق المعدن. تتحد معًا، مما يتسبب في انكماش الجزء وتكثفه ليصبح مكونًا معدنيًا صلبًا وقويًا. لا يصبح الجزء سائلاً أبدًا.
فهم المفاضلات في التحكم في درجة الحرارة
يعد التحكم الدقيق في درجة الحرارة هو العامل الأكثر أهمية في هذه العمليات. الانحراف عن الملف الحراري المثالي يضمن الفشل، ولكن أسباب الفشل تختلف في كل مرحلة.
خطر التسخين المنخفض جدًا
إذا كانت درجة حرارة إزالة الرابط منخفضة جدًا، فلن تتم إزالة المادة الرابطة بالكامل. تصبح هذه المادة الرابطة المتبقية ملوثًا أثناء التلبيد، مما يؤدي إلى جزء نهائي ضعيف أو هش أو معيب.
إذا كانت درجة حرارة التلبيد منخفضة جدًا، فلن تندمج جزيئات المعدن بشكل كافٍ. سيكون الجزء الناتج مساميًا بشكل مفرط ويفتقر إلى القوة الميكانيكية والكثافة المطلوبة.
خطر التسخين المرتفع جدًا
قد يؤدي التسخين بسرعة كبيرة أثناء إزالة الرابط إلى تراكم الضغط وتكسر الجزء بسبب خروج الغازات من المادة الرابطة. لهذا السبب يعد ارتفاعًا بطيئًا ومتحكمًا فيه.
إن تسخين الجزء إلى نقطة انصهاره الفعلية أثناء مرحلة التلبيد هو الفشل المطلق. سيفقد الجزء شكله، وينهار تحت وزنه، ويصبح بركة عديمة الفائدة من المعدن. يعتمد التلبيد على الحفاظ على شكل الجزء حتى حافة الانصهار.
اتخاذ القرار الصحيح لهدفك
إن فهم القصد وراء العملية الحرارية أهم من حفظ رقم معين. يحدد الغرض من درجة الحرارة العملية برمتها.
- إذا كان تركيزك الأساسي هو إنشاء جزء معدني صلب من المسحوق: يجب عليك استخدام عملية متعددة المراحل. أولاً، قم بإزالة الرابط عند درجة حرارة أقل (على سبيل المثال، تصل إلى 600 درجة مئوية) لإزالة المادة الرابطة، ثم قم بالتلبيد عند درجة حرارة أعلى بكثير أقل بقليل من نقطة الانصهار الحقيقية للمعدن.
- إذا كان تركيزك الأساسي هو مجرد صب معدن: تحتاج فقط إلى معرفة نقطة الانصهار المحددة للمادة وتسخينها حتى تصبح سائلة بالكامل قبل صبها في قالب.
- إذا كان تركيزك الأساسي هو تفسير مواصفات فنية: لا تفترض أبدًا أن درجة الحرارة هي نقطة انصهار. من المرجح جدًا أن تكون درجة حرارة إزالة الرابط أو المعالجة أو التخمير، ولكل منها غرض فريد وغير مدمر.
في نهاية المطاف، درجة الحرارة هي أداة، ومعرفة الفرق بين الانصهار وإزالة الرابط والتلبيد هو ما يفصل التصنيع الناجح عن الفشل المكلف.
جدول الملخص:
| العملية | نطاق درجة الحرارة النموذجي | الغرض | النتيجة |
|---|---|---|---|
| إزالة الرابط | 200 درجة مئوية - 600 درجة مئوية | إزالة الرابط البوليمري من مسحوق المعدن | جزء "بني" مسامي |
| التلبيد | ~80-90% من نقطة الانصهار | صهر جزيئات المعدن دون انصهار | جزء معدني صلب وكثيف |
| الانصهار | خاص بالمادة (على سبيل المثال، 1375 درجة مئوية لفولاذ 316L) | تحول الطور من صلب إلى سائل | معدن سائل للصب |
توقف عن تخمين درجات الحرارة وابدأ في التصنيع بدقة.
قد يؤدي الخلط بين إزالة الرابط والانصهار إلى إتلاف الأجزاء وإهدار الموارد. تتخصص KINTEK في معدات المعالجة الحرارية الدقيقة والمواد الاستهلاكية التي يحتاجها مختبرك لنجاح قولبة حقن المعادن (MIM) والتصنيع الإضافي.
نحن نوفر الأفران الموثوقة والدعم الخبير لضمان أن تكون ملفات تعريف إزالة الرابط والتلبيد لديك مثالية في كل مرة، مما يمنع حالات الفشل المكلفة ويوفر أجزاء معدنية قوية وكثيفة.
اتصل بخبرائنا في المعالجة الحرارية اليوم لمناقشة تطبيقك وضمان نجاح مشروعك القادم.
دليل مرئي
المنتجات ذات الصلة
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن دوار كهربائي صغير لتقطير الكتلة الحيوية
- فرن غاز خامل بالنيتروجين المتحكم فيه
- آلة فرن أنبوبي لترسيب البخار الكيميائي متعدد مناطق التسخين نظام حجرة ترسيب البخار الكيميائي معدات
- فرن الجرافيت الفراغي ذو التفريغ السفلي لمواد الكربون
يسأل الناس أيضًا
- ما هي أهمية دمج فرن صهر ذي درجة حرارة عالية في نظام اختبار التآكل بالصدمات؟
- لماذا يعتبر فرن الصهر ذو درجة الحرارة العالية ضروريًا لـ ZnO-WO3 و ZnO-BiOI؟ تحسين أداء المحفزات غير المتجانسة
- ما هي الظروف التي يوفرها الفرن الصندوقي لتخزين الطاقة بالملح المنصهر؟ محاكاة الخبراء لبيئات الطاقة الشمسية المركزة (CSP)
- ما هي المكونات الرئيسية لفرن الصهر عالي الحرارة؟ دليل الأنظمة الأساسية
- ما هو دور الفرن الصندوقي في تحميص كريات الماجنتيت؟ تحسين طور المعدن وقوة الضغط



















