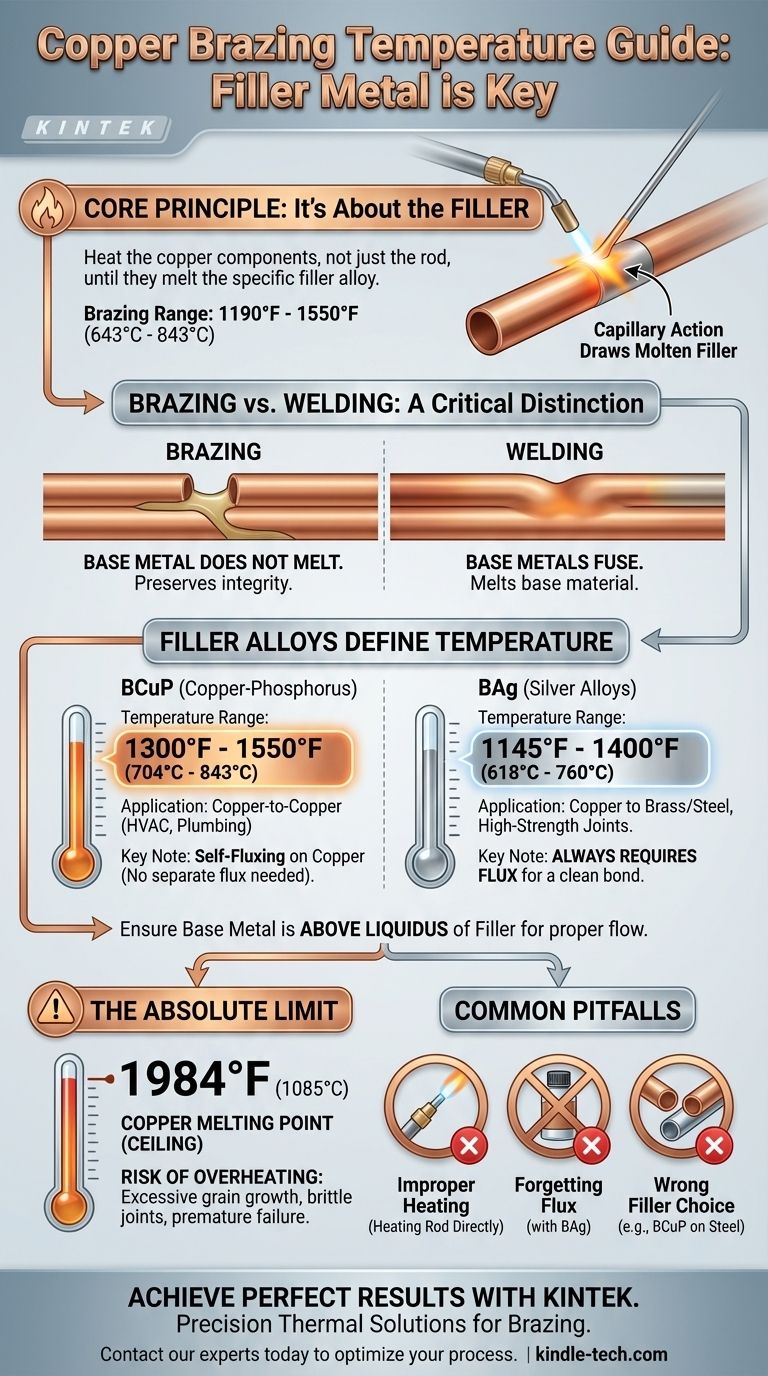
باختصار، يتم لحام النحاس بالنحاس عند درجات حرارة تتراوح من 1190 درجة فهرنهايت إلى 1550 درجة فهرنهايت (643 درجة مئوية إلى 843 درجة مئوية). هذه الدرجة ليست قيمة واحدة للنحاس نفسه، ولكنها تُحدد بالكامل بواسطة سبيكة معدن الحشو المحددة المستخدمة لربط القطع. الهدف هو صهر معدن الحشو بحيث يتدفق إلى المفصل دون صهر المعدن الأساسي النحاسي.
المبدأ الأساسي للحام النحاس بالنحاس لا يتعلق بتسخين النحاس إلى درجة حرارة معينة. بل يتعلق بتسخين مكونات النحاس بالتساوي حتى تصبح ساخنة بما يكفي لصهر سبيكة حشو معينة، والتي تقوم بعد ذلك بربطها معًا.

اللحام بالنحاس مقابل اللحام بالصهر: تمييز حاسم
لفهم متطلبات درجة الحرارة، يجب عليك أولاً فهم العملية. يختلف اللحام بالنحاس بالنحاس اختلافًا جوهريًا عن اللحام بالصهر.
المعدن الأساسي لا يذوب
في اللحام بالنحاس بالنحاس، يذوب معدن الحشو فقط. يتم تسخين أجزاء النحاس التي يتم ربطها، لكنها تظل دائمًا صلبة.
هذه ميزة رئيسية، حيث إنها تحافظ على السلامة والخصائص الأصلية للنحاس بشكل أفضل بكثير من اللحام بالصهر، الذي يذيب ويصهر المعادن الأساسية.
معدن الحشو يخلق الرابطة
تتكون الرابطة عندما يتم سحب معدن الحشو المنصهر بين سطحي النحاس المتطابقين بإحكام عن طريق الخاصية الشعرية.
عندما يبرد التجميع، يتصلب الحشو، مما يخلق رابطة معدنية قوية ودائمة بين الأجزاء.
كيف تحدد سبائك الحشو درجة حرارة اللحام بالنحاس
"درجة حرارة اللحام بالنحاس" هي درجة الحرارة التي يجب أن تسخن إليها أجزاء النحاس حتى تتمكن من صهر قضيب الحشو عند التلامس. هذه الدرجة تكون دائمًا أعلى من نقطة انصهار سبيكة الحشو.
سبائك النحاس والفوسفور (BCuP)
هذه هي السبائك الأكثر شيوعًا لربط النحاس بالنحاس، خاصة في أنظمة التدفئة والتهوية وتكييف الهواء والسباكة. ميزتها الرئيسية هي أنها ذاتية التدفق على النحاس، مما يعني أنك لا تحتاج إلى إضافة تدفق كيميائي منفصل لتنظيف المفصل.
تتراوح درجة حرارة لحام سبائك BCuP عادةً من 1300 درجة فهرنهايت إلى 1550 درجة فهرنهايت (704 درجة مئوية إلى 843 درجة مئوية).
سبائك الفضة (BAg)
غالبًا ما تسمى "لحامات الفضة" (وهو تسمية خاطئة، لأنها سبائك لحام بالنحاس حقيقية)، وتستخدم للمفاصل عالية القوة أو لربط النحاس بمعادن أخرى مثل النحاس الأصفر أو الفولاذ.
لديها درجة حرارة عمل أقل، تتراوح عادةً من 1145 درجة فهرنهايت إلى 1400 درجة فهرنهايت (618 درجة مئوية إلى 760 درجة مئوية). على عكس سبائك BCuP، تتطلب سبائك الفضة دائمًا تدفقًا منفصلاً لضمان رابطة نظيفة وقوية.
فهم 'السائل' و 'الصلب'
كل سبيكة لحام بالنحاس لها درجة حرارة صلبة (حيث تبدأ في الذوبان) ودرجة حرارة سائلة (حيث تكون سائلة بالكامل). للحام بالنحاس الصحيح، يجب تسخين المعدن الأساسي إلى درجة حرارة أعلى من درجة حرارة السائل لسبيكة الحشو لضمان تدفقها بسرعة وكاملة في المفصل.
الحد المطلق: نقطة انصهار النحاس
من المستحيل ماديًا لحام النحاس بالنحاس عند درجة حرارة عالية جدًا. يجب أن تبقى بأمان تحت نقطة انصهار النحاس نفسه لتجنب إتلاف أو تدمير قطعة العمل الخاصة بك.
الحد الأقصى لدرجة الحرارة
نقطة انصهار النحاس النقي هي 1984 درجة فهرنهايت (1085 درجة مئوية). يجب أن تكون درجة حرارة اللحام بالنحاس دائمًا أقل بكثير من ذلك.
خطر السخونة الزائدة
حتى لو لم تذيب النحاس بالكامل، فإن السخونة الزائدة يمكن أن تسبب نموًا مفرطًا للحبيبات في هيكل المعدن. هذا يمكن أن يجعل النحاس هشًا ويضعف المنطقة حول المفصل، مما يؤدي إلى فشل مبكر تحت الضغط أو الاهتزاز.
المزالق الشائعة التي يجب تجنبها
تحقيق درجة الحرارة الصحيحة هو مسألة تقنية واختيار المواد. يمكن أن تؤدي الأخطاء إلى مفاصل ضعيفة أو فاشلة.
المأزق: التسخين غير الصحيح
الخطأ الأكثر شيوعًا هو تسخين قضيب اللحام بالنحاس مباشرة بالشعلة بدلاً من تسخين أجزاء النحاس. يجب أن تذيب حرارة المعدن الأساسي الحشو. هذا يضمن أن النحاس ساخن بما يكفي لعمل الخاصية الشعرية بشكل صحيح.
المأزق: نسيان التدفق
عند استخدام سبيكة فضية (BAg)، أو عند ربط النحاس بمعدن آخر، فإن نسيان تطبيق التدفق هو خطأ فادح. ينظف التدفق الأسطح ويحميها من الأكسدة أثناء التسخين، مما يسمح لمعدن الحشو بالالتصاق بشكل صحيح.
المأزق: اختيار الحشو الخاطئ
استخدام سبيكة BCuP ذاتية التدفق على مكون فولاذي لن ينجح. الفوسفور الذي يجعلها ذاتية التدفق على النحاس يخلق مركبًا هشًا مع الحديد (الفولاذ)، مما يؤدي إلى مفصل فاشل. يجب أن تطابق الحشو مع المعادن الأساسية.
اتخاذ الخيار الصحيح لهدفك
اختر درجة الحرارة المستهدفة بناءً على سبيكة الحشو التي تناسب مواد مشروعك ومتطلبات القوة بشكل أفضل.
- إذا كان تركيزك الأساسي هو أنظمة التدفئة والتهوية وتكييف الهواء أو السباكة القياسية من النحاس إلى النحاس: استخدم سبيكة BCuP وسخن النحاس حتى يتوهج بلون أحمر كرزي باهت، وهو ما يتوافق مع درجة حرارة تتراوح من 1300 درجة فهرنهايت إلى 1550 درجة فهرنهايت (704 درجة مئوية إلى 843 درجة مئوية).
- إذا كان تركيزك الأساسي هو ربط النحاس بالنحاس الأصفر أو الفولاذ: استخدم سبيكة فضية (BAg) مع التدفق المناسب، مستهدفًا نطاق درجة حرارة يتراوح من 1145 درجة فهرنهايت إلى 1400 درجة فهرنهايت (618 درجة مئوية إلى 760 درجة مئوية).
- إذا كان تركيزك الأساسي هو تقليل مدخل الحرارة إلى تجميع حساس: اختر سبيكة فضية بأقل درجة حرارة عمل ممكنة لا تزال توفر قوة المفصل الضرورية.
يتم تحقيق اللحام بالنحاس الناجح ليس بالوصول إلى رقم سحري، ولكن بالتحكم في الحرارة لتناسب معدن الحشو المحدد الذي اخترته للوظيفة.
جدول الملخص:
| نوع سبيكة الحشو | التطبيقات الشائعة | نطاق درجة حرارة اللحام بالنحاس | ملاحظات رئيسية |
|---|---|---|---|
| النحاس والفوسفور (BCuP) | النحاس إلى النحاس (HVAC، السباكة) | 1300°F - 1550°F (704°C - 843°C) | ذاتي التدفق على النحاس |
| الفضة (BAg) | النحاس إلى النحاس الأصفر/الفولاذ، مفاصل عالية القوة | 1145°F - 1400°F (618°C - 760°C) | يتطلب تدفقًا منفصلاً |
حقق نتائج لحام نحاس مثالية باستخدام المعدات والخبرة المناسبة. تتخصص KINTEK في أفران المختبرات عالية الحرارة وحلول التسخين للعمليات الحرارية الدقيقة مثل اللحام بالنحاس. سواء كنت في مجال التدفئة والتهوية وتكييف الهواء، أو تشغيل المعادن، أو البحث والتطوير، تضمن معداتنا تحكمًا دقيقًا في درجة الحرارة للحصول على مفاصل قوية وموثوقة.
دعنا نساعدك على تحسين عملية اللحام بالنحاس الخاصة بك — اتصل بخبرائنا اليوم لمناقشة احتياجات تطبيقك المحددة!
دليل مرئي
المنتجات ذات الصلة
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن أنبوبي مختبري بدرجة حرارة عالية 1700 درجة مئوية مع أنبوب ألومينا
- فرن أنبوبي مختبري بدرجة حرارة عالية 1400 درجة مئوية مع أنبوب ألومينا
- فرن أنبوبي مقسم بدرجة حرارة 1200 درجة مئوية مع فرن أنبوبي مخبري من الكوارتز
يسأل الناس أيضًا
- ما هي درجات حرارة التلبيد التي قد تكون مطلوبة للتنجستن في جو هيدروجين نقي؟ الوصول إلى 1600 درجة مئوية لتحقيق الأداء الأمثل
- ماذا يحدث للتنغستن عند تسخينه؟ اكتشف مقاومته القصوى للحرارة وخصائصه الفريدة
- لماذا يعتبر استخدام مساعدات التلبيد ضروريًا للتلبيد بدون ضغط؟ تحقيق الكثافة الكاملة في السيراميك فائق الارتفاع في درجات الحرارة
- كيف يسهل فرن التلبيد الفراغي عالي الحرارة المعالجة اللاحقة لطلاءات الزركونيا؟
- ما هي وظيفة فرن التلبيد عالي التفريغ في 3Y-TZP؟ تعزيز جودة الترميمات السنية



