
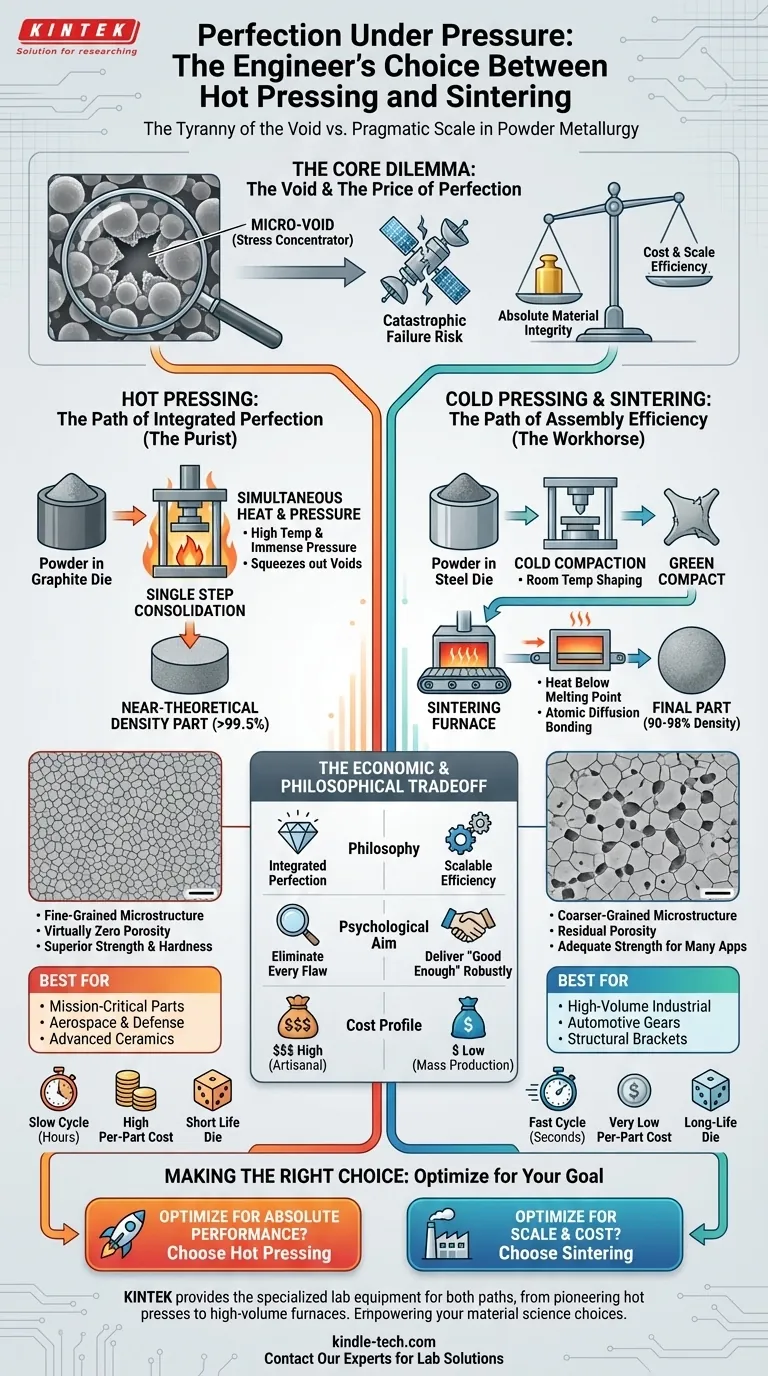
طغيان الفراغ
يقوم مهندس بتصميم مكون سيراميكي لنظام بصري في قمر صناعي. لا يمكن أن يتشوه، ولا يمكن أن يتشقق، ويجب أن يكون مثاليًا من الناحية الأبعاد. قد يؤدي فراغ صغير، مجهري - مساحة فارغة أصغر من حبة رمل - إلى تركيز الإجهاد تحت اهتزازات الإطلاق ويؤدي إلى فشل كارثي.
هذه ليست مجرد مشكلة تصنيع؛ إنها مشكلة فلسفية. إلى أي مدى يجب أن يكون القرب من الكمال للمادة؟ وما هو ثمن إزالة هذه النسبة المئوية الأخيرة من العيوب؟
هذا هو المعضلة الأساسية التي يواجهها المهندسون عند الاختيار بين طريقتين أساسيتين لتشكيل المساحيق المعدنية: الضغط الساخن، والضغط البارد التقليدي متبوعًا بالتلبيد. يكشف الاختيار عن توتر عميق بين السعي لتحقيق سلامة مطلقة للمادة والمتطلبات العملية للتكلفة والنطاق.
فلسفتان للخلق
في جوهرها، تمثل هاتان العمليتان معتقدات مختلفة حول كيفية تحويل المسحوق السائب إلى جزء صلب وموثوق.
مسار التكامل: الضغط الساخن
الضغط الساخن هو طريقة النقي. يجمع بين الضغط والربط الحراري في خطوة واحدة أنيقة.
يتم تحميل المسحوق في قالب، عادة ما يكون مصنوعًا من الجرافيت، والذي يتم تسخينه بعد ذلك إلى درجات حرارة قصوى مع تطبيق ضغط هائل في نفس الوقت. الحرارة تلين الجسيمات، والضغط يضغط الفراغات بنشاط، مما يجبر المادة على حالة كثافة نظرية تقريبًا.
إنها عملية مبنية على التحكم، تهدف إلى القضاء على العيوب في لحظة الإنشاء.
مسار التجميع: الضغط البارد والتلبيد
هذه هي القوة العاملة في الصناعة الحديثة، وهي طريقة من خطوتين مبنية على الكفاءة.
أولاً، يتم ضغط المسحوق في "مضغ أخضر" في درجة حرارة الغرفة. هذا الجزء صلب بما يكفي للتعامل معه ولكنه ضعيف ميكانيكيًا. بعد ذلك، يتم نقل هذا المضغ إلى فرن وتلبيده - تسخينه إلى ما دون نقطة انصهاره بقليل - حيث تترابط الجسيمات وتندمج ببطء.
هذا هو التصنيع كخط تجميع: عملية منفصلة للتشكيل، وأخرى للتقوية. إنها فلسفة مبنية على قابلية التوسع والسرعة.
تشريح العيب
غالبًا ما يعتمد القرار بين هذين المسارين على عامل واحد: المسامية. في علوم المواد، المسام ليست مجرد مساحة فارغة؛ إنها نقطة فشل محتملة.
السعي وراء 99.9%
يتفوق الضغط الساخن في مطاردة هذه الفراغات والقضاء عليها. من خلال تطبيق الضغط أثناء دورة التسخين، فإنه يغلق طرق الهروب للفراغات ويسرع عملية التكثيف.
النتيجة هي جزء نهائي بكثافة تتجاوز غالبًا 99.5٪ من الحد الأقصى النظري. هذا النقص في المسامية يترجم مباشرة إلى خصائص ميكانيكية فائقة - قوة أعلى، صلابة أكبر، ومتانة محسنة للكسر. المادة قريبة قدر الإمكان من مادة صلبة مثالية.
فضيلة "جيدة بما فيه الكفاية"
على النقيض من ذلك، يترك الضغط البارد والتلبيد دائمًا بعض المسامية المتبقية، حيث تتراوح الكثافات عادة في نطاق 90-98٪. تعتمد عملية التلبيد على الانتشار الذري، والذي قد يكافح لإغلاق الفراغات النهائية والعنيدة.
ولكن بالنسبة لعدد لا يحصى من التطبيقات، من تروس السيارات إلى الدعامات الهيكلية، فإن هذا المستوى من الكثافة ليس جيدًا بما فيه الكفاية فحسب؛ بل هو الأمثل. المكاسب الهامشية في القوة الناتجة عن إزالة آخر 5٪ من المسامية غالبًا لا تبرر الزيادة الهائلة في التكلفة والوقت.
قصة المجهر الصامتة
إلى جانب الكثافة، تقدم العمليات قصصًا مختلفة على المستوى المجهري.
يتطلب التلبيد أوقاتًا طويلة في درجات حرارة عالية. هذا "الخبز" الطويل يشجع نمو الحبوب داخل المادة لتصبح أكبر. في حين أن هذا يساعد على الترابط، يمكن للحبوب الأكبر أن تقوض أحيانًا قوة المادة، بنفس الطريقة التي يكون بها الجدار المصنوع من عدد قليل من الصخور الكبيرة أضعف من الجدار المصنوع من العديد من الطوب المتشابك جيدًا.
يحقق الضغط الساخن كثافة كاملة بسرعة أكبر بكثير وغالبًا في درجات حرارة أقل. هذه الدورة القصيرة والمكثفة تجمد البنية المجهرية بفعالية في حالة حبيبية دقيقة، مما يحافظ على قوتها وصلابتها الجوهرية. إنه يعادل التجميد السريع في علم المعادن، مما يحبس الأداء الأمثل.
منطق الاقتصاد الذي لا مفر منه
بينما قد يرغب قلب المهندس في كمال الضغط الساخن، فإن الميزانية العمومية غالبًا ما تتطلب براغماتية التلبيد.
| الميزة | الضغط الساخن | الضغط البارد والتلبيد |
|---|---|---|
| الفلسفة | الكمال المتكامل | الكفاءة القابلة للتطوير |
| وقت الدورة | بطيء (ساعات لكل دفعة) | سريع (ثوانٍ لكل جزء) |
| ملف التكلفة | تكلفة عالية لكل جزء (قوالب باهظة الثمن وقصيرة العمر) | تكلفة منخفضة جدًا لكل جزء (عند الحجم الكبير) |
| الأفضل لـ | الأجزاء الحيوية، السيراميك المتقدم | مكونات صناعية عالية الحجم |
| الهدف النفسي | القضاء على كل عيب محتمل | تقديم أداء قوي بتكلفة فعالة |
الضغط الساخن هو عملية حرفية، منخفضة الحجم. قوالبها المصنوعة من الجرافيت أو السيراميك باهظة الثمن وتتآكل بسرعة في الظروف القاسية.
تم بناء الضغط البارد للإنتاج الضخم. يمكن لقوالبها الفولاذية ختم ملايين الأجزاء، مما يخفض تكلفة الوحدة إلى سنتات. إنها محرك صناعة الأجزاء الحديثة.
اتخاذ القرار الصحيح
في النهاية، لا يتعلق الاختيار بأي عملية "أفضل"، بل بأيها هي الصحيحة للمهمة. يتطلب طرح السؤال الصحيح:
- هل تقوم بالتحسين للأداء المطلق؟ للتطبيقات التي يكون فيها الفشل غير وارد - الفضاء، الدفاع، البحث والتطوير المتقدم - يعد الضغط الساخن هو الخيار الواضح. إنها الطريقة الوحيدة لإنتاج مواد مثل السيراميك غير الأكسيدي أو المركبات المعقدة بشكل موثوق مع مسامية شبه معدومة.
- هل تقوم بالتحسين للنطاق والتكلفة؟ لإنتاج ملايين التروس أو المحامل أو الموصلات الموثوقة، يعد الضغط البارد والتلبيد هو البطل بلا منازع. إنها محرك التصنيع الصناعي.
تتطلب عملية التنقل في هذا القرار ليس فقط المعرفة النظرية، ولكن الأدوات المناسبة للاختبار والتحقق والإنتاج. من مكابس الضغط الساخن على نطاق المختبرات لتطوير مواد جديدة إلى الأفران المطلوبة للتلبيد عالي الحجم، تحدد المعدات حدود ما هو ممكن.
في KINTEK، نوفر المعدات والمواد الاستهلاكية المتخصصة للمختبرات التي تمكن الباحثين والمهندسين من تحويل هذه الخيارات المعقدة لعلوم المواد إلى نتائج ملموسة. سواء كنت تسعى للكمال أو تقوم بالهندسة من أجل النطاق، فإن فهم أدواتك هو الخطوة الأولى. إذا كنت تزن هذه المقايضات الحاسمة لمشروعك التالي، فإن فريقنا على استعداد لمساعدتك في العثور على المعدات المناسبة للمهمة. اتصل بخبرائنا
دليل مرئي
المنتجات ذات الصلة
- آلة الضغط الهيدروليكي المسخنة بألواح مسخنة، مكبس مختبري يدوي ساخن
- آلة الضغط الهيدروليكي الأوتوماتيكية المسخنة بألواح مسخنة للمختبر الصحافة الساخنة 25 طن 30 طن 50 طن
- آلة الضغط الهيدروليكي الأوتوماتيكية الساخنة مع ألواح ساخنة للضغط الساخن المختبري
- آلة ضغط هيدروليكي ساخنة بألواح ساخنة لضغط المختبر بصندوق تفريغ
- آلة الضغط الهيدروليكي اليدوية ذات درجة الحرارة العالية مع ألواح تسخين للمختبر


















