
التصفيح بالتبخير
التعريف والمبدأ
الطلاء بالتبخير هو عملية يتم فيها تسخين مادة ما إلى درجة تتبخر فيها، ويتكثف البخار الناتج على سطح صلب، مكوناً طبقة رقيقة. وتتضمن هذه التقنية وضع المادة المراد تبخيرها - مثل المعادن أو المركبات - في بوتقة أو تعليقها على سلك ساخن، والذي يعمل كمصدر للتبخير. يتم وضع قطع العمل التي تتطلب الطلاء أمام البوتقة.
وقبل التسخين، يتم ضخ النظام لتحقيق حالة تفريغ عالية، وهو أمر بالغ الأهمية للعملية. وبمجرد إنشاء التفريغ، يتم تسخين البوتقة، مما يؤدي إلى تبخر المادة. وبعد ذلك تنتقل ذرات أو جزيئات المادة المتبخرة عبر الفراغ وتتكثف على سطح الركيزة لتشكل طبقة رقيقة وموحدة. تضمن هذه الطريقة التصاق الطلاء بشكل جيد بالركيزة بسبب البيئة التي يتم التحكم فيها والترسيب المباشر للمادة.
يعتمد مبدأ طلاء التبخير على الظاهرة الفيزيائية للتبخر والتكثيف. ومن خلال الحفاظ على تفريغ عالي التفريغ، تقلل العملية من فرص التلوث وتضمن أن تشكل المادة المترسبة طبقة عالية النقاء. ويسمح التسخين المتحكم به والتكثيف اللاحق بالتحكم الدقيق في سمك الفيلم وتوحيده، مما يجعل الطلاء بالتبخير طريقة متعددة الاستخدامات وفعالة لمختلف التطبيقات.
أنواع مصادر التبخير
مصادر التبخير هي مكونات حاسمة في عملية الطلاء بالتبخير، وكل منها مصمم لتسخين وتبخير المواد بكفاءة. وتشمل الأنواع الأساسية لمصادر التبخير ما يلي:
-
مصدر التسخين بالمقاومة: تتضمن هذه الطريقة تمرير تيار كبير عبر سلك مقاوم أو رقاقة تحتوي على المادة المراد ترسيبها. يمكن صنع عنصر التسخين، الذي يشار إليه غالبًا باسم "مصدر التبخير"، من مواد مثل سلك التنجستن، والذي يمكن تشكيله في أشكال مختلفة مثل الخيوط أو السلال أو السخانات أو مصادر نقطية حلزونية. هذه الطريقة فعالة بشكل خاص للمواد ذات نقاط انصهار عالية وضغوط بخار منخفضة.
-
مصدر تسخين تحريضي عالي التردد: باستخدام المجالات الكهرومغناطيسية عالية التردد، يقوم هذا المصدر بتسخين مادة التبخير بشكل غير مباشر. يتم وضع المادة في بوتقة يتم تسخينها بعد ذلك بواسطة تيارات الحث. وتعد هذه الطريقة مفيدة للمواد التي تتطلب تحكمًا دقيقًا في درجة الحرارة وتكون حساسة لطرق التسخين المباشر.
-
مصدر تسخين شعاع الإلكترون: في هذه الطريقة المتقدمة، يتم تسخين مصدر التبخير بواسطة شعاع إلكتروني بطاقة تصل إلى 15 كيلو فولت. وتسمح حزمة الإلكترونات عالية الطاقة بالتحكم الدقيق في التسخين، مما يجعلها مناسبة للمواد التي تتطلب درجات حرارة عالية جدًا للتبخير. هذه الطريقة مفيدة بشكل خاص للمواد المقاومة للحرارة والمواد ذات درجات الانصهار العالية.
-
التبخير الوامض: طريقة بديلة، تتضمن طريقة التبخير الوميضي تلقيم سلك أو مسحوق ناعم من المادة المصدر بشكل مستمر على قضيب خزفي أو معدني ساخن، مما يؤدي إلى تبخره عند التلامس. هذه الطريقة فعالة بالنسبة للمواد التي يمكن أن تكون مسحوقًا أو سلكًا سهل التشكيل، مما يوفر عملية تبخر مستمرة وسريعة.
-
تبخير الفتيل: تضع هذه الطريقة التقليدية مصدر معدن التبخير على خيوط مصنوعة من مواد مثل التنجستن أو الموليبدينوم أو الكوارتز أو الجرافيت. يتم تسخين المعدن إلى درجة انصهاره عن طريق تمرير تيار كبير عبر السلك المقاوم أو الرقاقة، مما يخلق تجمعًا من المعدن المذاب الذي يتبخر في سحابة فوق المصدر.
تقدم كل طريقة من هذه الطرق مزايا فريدة ويتم اختيارها بناءً على المتطلبات المحددة للمادة المراد تبخيرها والخصائص المرغوبة للفيلم المترسب.
الخصائص
يوفر الطلاء بالتبخير تعدد استخدامات لا مثيل له، فهو قادر على ترسيب المعادن وأشباه الموصلات والعوازل وحتى السبائك والمركبات على مجموعة واسعة من الركائز، بما في ذلك المعادن وأشباه الموصلات والعوازل والبلاستيك والأوراق والأقمشة. وهذا التطبيق الواسع يميزها عن طرق الترسيب الأخرى. ويمكن لهذه العملية أن تنتج أغشية ذات بنى مجهرية ومورفولوجيات بلورية مختلفة - تتراوح من أحادية البلورة إلى متعددة البلورات أو غير متبلورة - من خلال تعديل المعلمات مثل معدلات الترسيب ودرجات حرارة الركيزة وزاوية سقوط جزيئات البخار.
وعلاوة على ذلك، يضمن الطلاء بالتبخير نقاوة عالية بشكل استثنائي للفيلم ويسهل المراقبة والتحكم في الوقت الحقيقي لسماكة الفيلم وتكوينه. ويمكن أن تصل دقة التحكم في السُمك إلى مستوى طبقة جزيئية واحدة، مما يجعلها تقنية عالية الدقة لمختلف التطبيقات. ويؤكد هذا المستوى من التحكم والقدرة على التكيف على استخدامها على نطاق واسع في الصناعات التي تتطلب خصائص دقيقة ومتنوعة للأفلام.
تصفيح الاخرق
التعريف والمبدأ
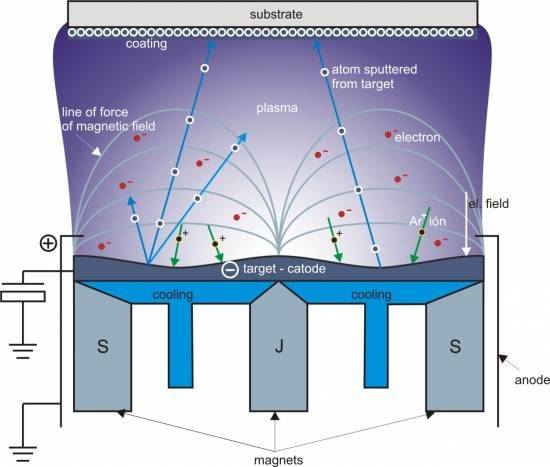
في عملية الطلاء بالترسيب، يتم توجيه جسيمات عالية الطاقة نحو سطح مادة صلبة، مما يؤدي إلى اكتساب جسيمات السطح طاقة كافية للهروب ومن ثم ترسيبها على الركيزة. وعادة ما يتم تشكيل المادة المخصصة للترسيب في صفيحة تعرف باسم الهدف، والتي يتم تثبيتها بإحكام على القطب السالب. تواجه الركيزة، الموضوعة على القطب السالب، الهدف على مسافة بضعة سنتيمترات فقط.
قبل بدء عملية الاخرق، يتم تفريغ النظام لتحقيق تفريغ عالٍ من الهواء، وعادةً ما يتم ملؤه بضغط غاز يتراوح بين 10 إلى 1 باسكال، وغالبًا ما يكون الأرجون. ثم يتم تطبيق جهد يبلغ عدة آلاف فولت بين الكاثود والأنود، مما يؤدي إلى تفريغ توهج يؤين الغاز. يتم تسريع الأيونات الموجبة الناتجة عن هذا التفريغ بواسطة المجال الكهربائي نحو المهبط، حيث تتصادم مع ذرات سطح الهدف. وتؤدي هذه التصادمات إلى قذف ذرات الهدف، المعروفة باسم الذرات المتناثرة، والتي تمتلك طاقات تتراوح بين 1 إلى عشرات الإلكترونات فولت.
وعند خروج الذرات المنبثقة من الهدف، تنتقل الذرات المنبثقة عبر الفراغ وتتكثف في النهاية على سطح الركيزة مكونة طبقة رقيقة. وتُعد طريقة الترسيب هذه فعالة بشكل خاص بسبب درجة التحكم العالية في طاقة واتجاه الذرات المنبثقة، مما يضمن تكوين طبقة موحدة وقوية.
التصنيف
تُصنَّف تقنيات الطلاء بالرش إلى عدة طرق متميزة، لكل منها مبادئها التشغيلية وتطبيقاتها الفريدة. وتشمل التصنيفات الأساسية ما يلي:
-
طريقة الاخرق التفاعلي: تتضمن هذه الطريقة إدخال غازات تفاعلية في غرفة الاخرق لتشكيل أغشية مركبة. على سبيل المثال، يمكن أن يؤدي إدخال الأكسجين أثناء رش التيتانيوم إلى تكوين أفلام أكسيد التيتانيوم. هذه التقنية مفيدة بشكل خاص لإنشاء أفلام وظيفية ذات خصائص كيميائية محددة.
-
طريقة الاخرق عالي التردد: تسمح هذه الطريقة باستخدام مجالات كهربائية عالية التردد، وتسمح هذه الطريقة بترشيش المواد غير الموصلة عند الترددات المنخفضة. وهي فعالة بشكل خاص للمواد العازلة والسبائك المعقدة، مما يتيح طلاء مجموعة واسعة من المواد.
-
مواد أخرى: بالإضافة إلى الطرق المذكورة أعلاه، هناك تقنيات متخصصة إضافية مثل الاخرق المغنطروني و الاخرق التفاعلي . يعزز الاخرق المغنطروني من كفاءة عملية الاخرق باستخدام مجال مغناطيسي لحصر الإلكترونات، وبالتالي زيادة تأين غاز الاخرق. ومن ناحية أخرى، ينطوي الاخرق التفاعلي على استخدام الغازات التفاعلية لإنشاء أغشية مركبة، على غرار طريقة الاخرق التفاعلي ولكن مع تحكم أكثر دقة في التركيب الكيميائي للفيلم المترسب.
تقدم كل طريقة من هذه الطرق مزايا متميزة ومناسبة لأنواع مختلفة من التطبيقات، مما يساهم في تنوع وفعالية الطلاء بالرش بالرش ككل.
الخصائص
يقدم الطلاء بالرش بالرش العديد من المزايا المتميزة عن طرق الترسيب الأخرى. وتتمثل إحدى أبرز ميزاته في قدرته على رش مجموعة واسعة من المواد، بما في ذلك المواد المقاومة للحرارة مثل التنغستن (W) والتنتالوم (Ta) والكربون (C) والموليبدينوم (Mo) وكربيد التنغستن (WC) وكربيد التيتانيوم (TiC). ويرجع هذا التنوع في الاستخدام إلى حقيقة أن عملية الاخرق غير مقيدة بنقطة انصهار مادة الفيلم، مما يجعلها مناسبة للغاية للمواد التي يصعب معالجتها من خلال طرق التبخير التقليدية.
وتنتج العملية طبقة طلاء تُظهر التصاقًا قويًا بالركيزة، مما يضمن المتانة وطول العمر. ويكتمل هذا الالتصاق بكثافة الطلاء وتجانسه، وهو أمر بالغ الأهمية للحفاظ على سلامة المنتج النهائي وأدائه. على عكس العمليات التي تلعب فيها الجاذبية دورًا مهمًا، يسمح الاخرق بالترتيب الحر للهدف والركيزة، مما يتيح التحكم الدقيق في عملية الترسيب.
خلال المراحل الأولى من تشكيل الفيلم، يحقق الرش بالمطرقة كثافة تنوي عالية، وهو أمر ضروري لإنتاج أغشية رقيقة للغاية ومستمرة - حتى تلك التي تقل عن 10 نانومتر. وتعتبر هذه القدرة ذات قيمة خاصة في التطبيقات التي تتطلب طلاءات دقيقة وحساسة. وبالإضافة إلى ذلك، تتمتع المادة المستهدفة في الاخرق بعمر خدمة طويل، مما يسهل الإنتاج المستمر طويل الأجل الذي يمكن أتمتته بسهولة.
كما تعزز المرونة في تشكيل الهدف من كفاءة العملية. يمكن هندسة الأهداف في أشكال مختلفة، مما يسمح بتصميمات متخصصة تعمل على تحسين التحكم ومعدلات الإنتاج. وعادةً ما يستخدم الاخرق مجالًا كهربائيًا عالي الجهد لتوليد البلازما، والتي يمكن استخدامها لتغليف المواد بطيف واسع من المعادن والسبائك وأكاسيد المعادن ذات نقاط الانصهار العالية، بما في ذلك الكروم والموليبدينوم والتنغستن والتيتانيوم والفضة والذهب.
وعلى الرغم من مزاياها العديدة، فإن عملية الاخرق تأتي بتكلفة معالجة أعلى مقارنة ببعض الطرق الأخرى. وغالباً ما يتم تبرير هذه التكلفة بالجودة الفائقة وتعدد استخدامات الطلاءات المنتجة، مما يجعلها خياراً مفضلاً في الصناعات التي يكون فيها الأداء والموثوقية أمران أساسيان.
الطلاء بالأيونات
التعريف والمبدأ
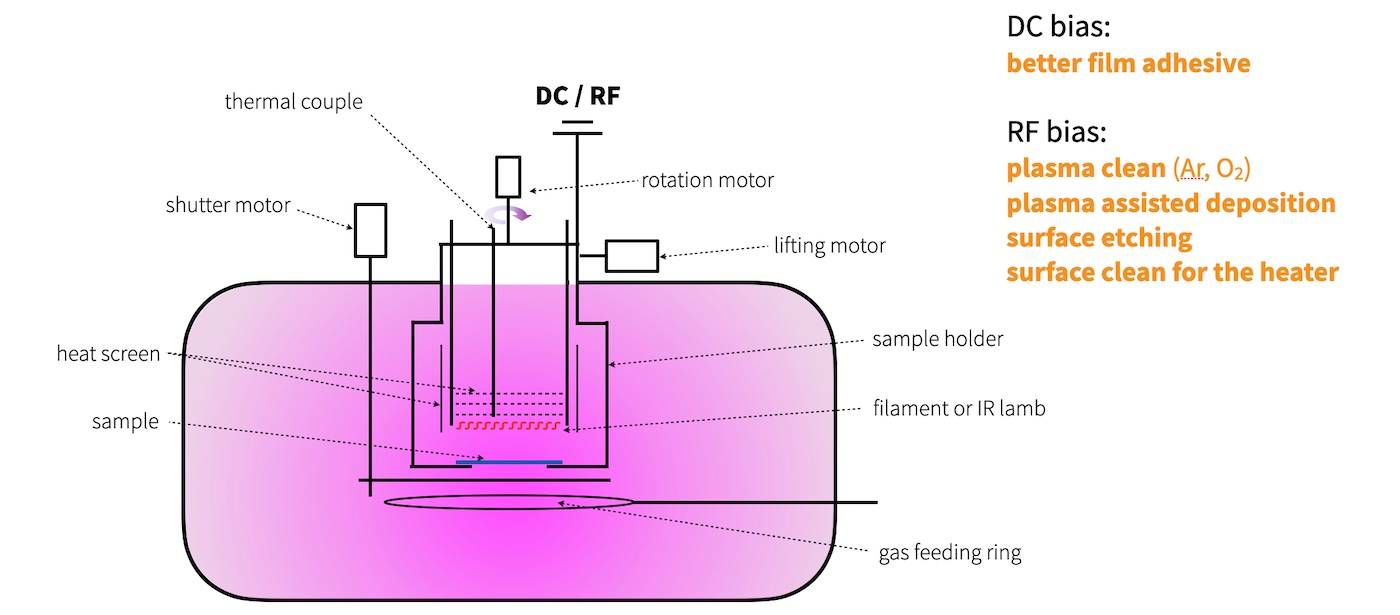
في الطلاء بالأيونات، تخضع جزيئات المادة المتبخرة للتأين من خلال تصادمات الإلكترونات، وتترسب في النهاية كأيونات على سطح صلب. تُعرف هذه العملية باسم الطلاء الأيوني. يتضمن الإعداد توصيل مصدر التبخير بالقطب الموجب وقطعة العمل بالقطب السالب. عندما يتم تطبيق تيار مباشر عالي الجهد (عادةً ما بين ثلاثة إلى خمسة كيلو فولت)، يتم توليد تفريغ توهج بين مصدر التبخير وقطعة العمل.
تحت ظروف التفريغ، تمتلئ الغرفة بغاز الأرجون الخامل. يعمل المجال الكهربائي الناتج عن التفريغ على تأيين جزء من الأرجون، مما يخلق منطقة مظلمة من البلازما حول قطعة عمل الكاثود. تنجذب أيونات الأرجون موجبة الشحنة إلى المهبط سالب الشحنة، مما يؤدي إلى قصف سطح قطعة العمل بقوة كبيرة. ينظف هذا القصف السطح بفعالية عن طريق إزاحة الجسيمات والملوثات، مما يهيئه لعملية الترسيب.
بعد ذلك، يتم توصيل مصدر التبخير بمصدر طاقة تيار متردد، مما يتسبب في ذوبان جزيئات مادة التبخير وتبخرها.تدخل هذه الجسيمات إلى منطقة التفريغ المتوهج حيث تتأين.تنجذب أيونات مادة التبخير الموجبة الشحنة، إلى جانب أيونات الأرجون، نحو المهبط وتترسب على قطعة العمل.عندما يتجاوز عدد الأيونات المودعة تلك المفقودة من خلال الاخرق، تتشكل طبقة من الالتصاق الصلب على سطح قطعة العمل، مما يؤدي إلى بناء طبقة الطلاء تدريجياً.
التصنيف
تتنوع تقنيات الطلاء بالأيونات، وكل منها مصمم لمعالجة متطلبات وتحديات محددة في عملية الترسيب.وتشمل التصنيفات الأساسية ما يلي:
-
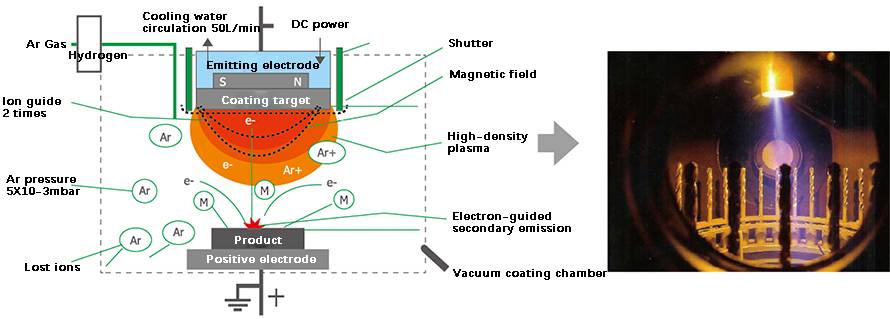
التصفيح المغنطروني بالرش المغنطروني بالأيونات:تستخدم هذه الطريقة مجالاً مغناطيسياً لتعزيز عملية الرش بالمغناطيس، مما يزيد من كفاءة توليد الأيونات والترسيب.وهي فعالة بشكل خاص للتطبيقات عالية الإنتاجية ويمكنها التعامل مع مجموعة متنوعة من المواد المستهدفة.
-
الطلاء بالأيونات التفاعلية:في هذه التقنية، يتم إدخال غازات تفاعلية أثناء عملية الطلاء الأيوني لتشكيل أغشية مركبة، مثل الأكاسيد أو النيتريدات أو الكربيدات.وهذا يسمح بإنشاء طلاءات وظيفية ذات خصائص محددة، مثل الصلابة المعززة أو مقاومة التآكل.
-
الطلاء بالأيونات بتفريغ الكاثود الأجوف:تستخدم هذه الطريقة كاثودًا مجوفًا لتوليد بلازما عالية الكثافة، مما يسهل ترسيبًا أكثر اتساقًا وتحكمًا.وهي مثالية للتطبيقات التي تتطلب تحكماً دقيقاً في سُمك الفيلم وتكوينه.
-
الطلاء بالأيونات متعددة الأقواس:تتضمن هذه التقنية مصادر قوسية متعددة لتوليد بلازما أكثر كثافة، مما يتيح ترسيب طلاءات أكثر سمكًا وتماسكًا.وتُستخدم عادةً للتطبيقات التي تتطلب متانة عالية ومقاومة للتآكل.
تقدم كل طريقة من هذه الطرق مزايا فريدة من نوعها ومناسبة لأنواع مختلفة من التطبيقات، مما يجعل الطلاء الأيوني أداة متعددة الاستخدامات وقوية في علوم المواد والهندسة.
الخصائص
يتميز الطلاء بالأيونات بالعديد من الخصائص المميزة التي تميزه عن طرق الطلاء الأخرى.ومن أبرز هذه الخصائص ما يلي أداء الالتصاق الممتاز .أثناء اختبارات الشد، تُظهر العينات المطلية بالأيونات مرونة ملحوظة.حتى عند التمدد إلى حافة الكسر، تظل طبقة الطلاء ملتصقة بقوة بالمعدن الأساسي، وتظهر امتدادًا بلاستيكيًا دون أي علامات تقشير أو تقشر.
ميزة أخرى مهمة للطلاء الأيوني هي قدرته الفائقة على التغطية .هذه الطريقة بارعة بشكل خاص في طلاء الأجزاء ذات الأشكال الهندسية المعقدة، مثل تلك التي تحتوي على ثقوب وأخاديد وشقوق ضيقة.غالبًا ما تواجه تقنيات الطلاء التقليدية صعوبة في التعامل مع مثل هذه الأشكال المعقدة، مما يجعل الطلاء الأيوني خيارًا مفضلًا لهذه التطبيقات.
إن جودة الطلاء الناتجة عن الطلاء الأيوني جديرة بالملاحظة أيضًا.وتتميز الطلاءات الناتجة عن الطلاء الأيوني بهيكلها الكثيف الخالي من الثقب والخالي من الفقاعات وبسماكة موحدة.تضمن هذه اللمسة النهائية عالية الجودة المتانة وطول العمر، مما يجعل المكونات المطلية بالأيونات موثوقة للغاية.
علاوة على ذلك، فإن عملية التنظيف المبسطة المرتبطة بالطلاء الأيوني يزيد من جاذبيته.على عكس الطرق الأخرى التي تتطلب تنظيفًا مكثفًا بعد الطلاء، يقلل الطلاء الأيوني من الحاجة إلى مثل هذه الإجراءات المعقدة، مما يبسط العملية الكلية ويقلل من التكاليف التشغيلية.
| الخصائص | الوصف |
|---|---|
| أداء الالتصاق | التصاق ممتاز؛ لا يوجد تقشير أو تقشر حتى في ظروف الشد القصوى. |
| القدرة على التغطية | مثالية لطلاء الأشكال المعقدة مثل الثقوب والأخاديد والشقوق الضيقة. |
| جودة الطلاء | كثيف وخالٍ من الثقوب وخالٍ من الفقاعات وموحد السماكة. |
| عملية التنظيف | تبسيط وتقليل التكاليف التشغيلية وتبسيط العملية. |
هذه الخصائص مجتمعة تجعل من الطلاء الأيوني طريقة متعددة الاستخدامات وفعالة لمجموعة واسعة من التطبيقات، خاصة في الصناعات التي تكون فيها الطلاءات عالية الجودة والمتانة ضرورية.