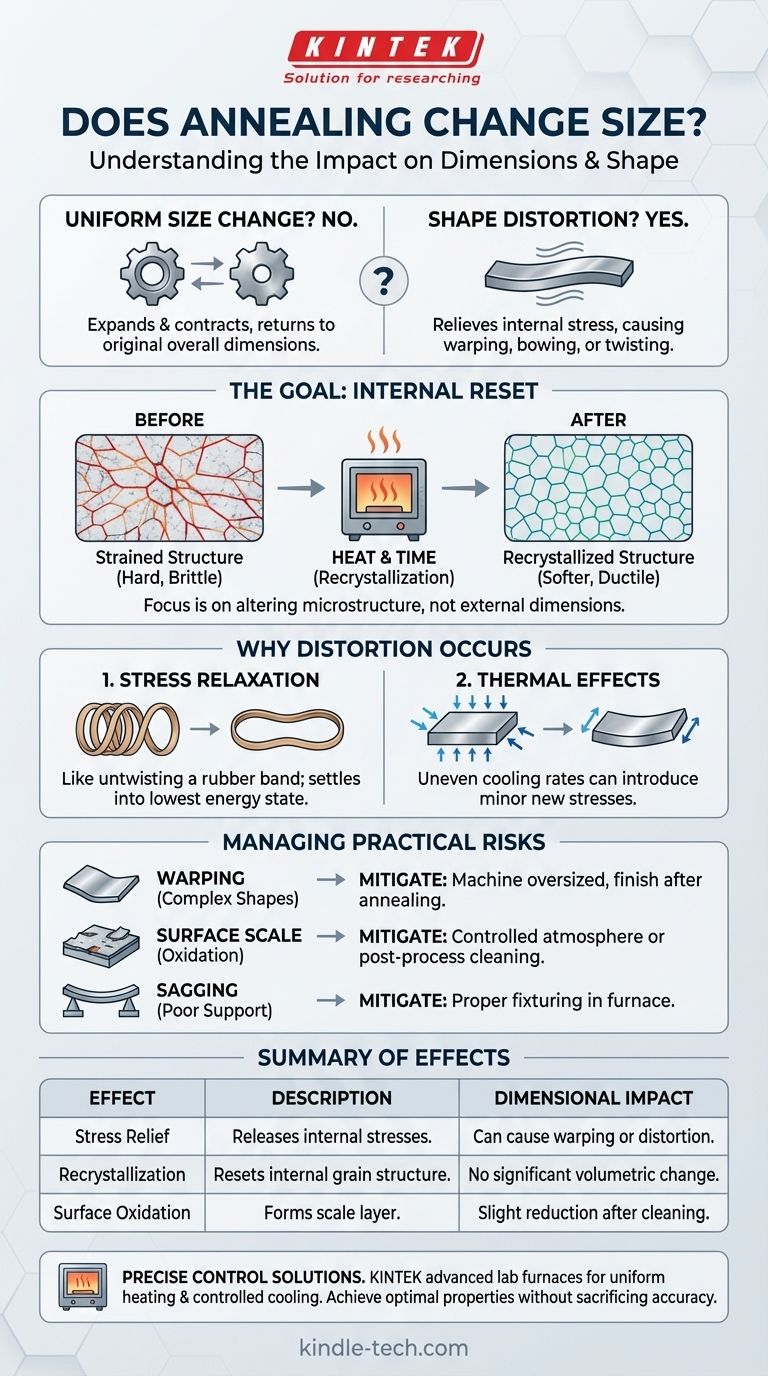
في الممارسة العملية، لا يسبب التخمير تغيراً كبيراً وموحداً في الحجم الإجمالي لقطعة المعدن. على الرغم من أن القطعة ستتمدد عند تسخينها وتنكمش عند تبريدها، إلا أنه من المفترض أن تعود إلى أبعادها الأصلية. ومع ذلك، يمكن أن تتسبب العملية في تغييرات طفيفة في الشكل - مثل الالتواء أو التشوه - مع تخفيف الإجهادات الداخلية داخل المادة.
الغرض الأساسي من التخمير هو تغيير البنية المجهرية الداخلية للمادة لجعلها أكثر ليونة وأكثر قابلية للطرق، وليس تغيير أبعادها الخارجية. أي تغيير في الحجم هو تأثير ثانوي، يظهر عادةً على شكل تشوه ناتج عن إطلاق الإجهاد المحبوس، بدلاً من النمو أو الانكماش الموحد.

هدف التخمير: إعادة ضبط داخلية، وليس تغييراً خارجياً
التخمير هو في الأساس عملية معالجة حرارية مصممة "لإعادة ضبط" البنية البلورية الداخلية للمعدن. يتم ذلك لعكس آثار العمليات مثل التشغيل على البارد أو التشكيل أو اللحام.
ما هو الإجهاد الداخلي؟
عندما يتم ثني المعدن أو شده أو تشغيله، تصبح بنيته البلورية الداخلية مُجهدة ومليئة بالعيوب. هذه الطاقة المخزنة، المعروفة باسم الإجهاد الداخلي، تجعل المادة أكثر صلابة وأكثر هشاشة وأكثر عرضة للتشقق.
آلية إعادة التبلور
يمنح تسخين المعدن إلى درجة حرارة التخمير الذرات طاقة كافية للحركة. إنها تعيد ترتيب نفسها من حالة مُجهدة وعالية الطاقة إلى شبكة بلورية أكثر تنظيماً ومنخفضة الطاقة. الإشارة إلى "إصلاح العيوب" تصف عملية إعادة التبلور هذه.
النتيجة: مادة أكثر ليونة وأكثر قابلية للتشغيل
بعد الاحتفاظ بها عند درجة الحرارة ثم تبريدها ببطء، تصبح البنية الداخلية للمعدن أكثر تجانساً وخالية من الإجهاد. وهذا يجعل المادة أكثر قابلية للطرق بشكل ملحوظ (قادرة على التمدد أو التشكيل دون كسر) وأقل صلابة.
لماذا قد تحدث تغييرات طفيفة في الأبعاد
في حين أن حجم القطعة لا يتغير، إلا أن شكلها قد يتغير. هذا هو التمييز الحاسم لأي تطبيق ذي تفاوتات صارمة. التغيير ليس انكماشاً أو نمواً يمكن التنبؤ به، بل هو استرخاء إلى شكل جديد وخالٍ من الإجهاد.
السبب الرئيسي: التشوه الناتج عن الإجهاد
تخيل شريط مطاطي ملتوياً. إنه يحافظ على شكله بسبب الطاقة المخزنة. عندما تقوم بتسخينه برفق، فإنه يسترخي ويلتف. قطعة المعدن ذات الإجهاد الداخلي تتصرف بشكل مشابه. أثناء التخمير، مع تخفيف الإجهاد، قد تلتوي القطعة أو تنحني أو تلتف قليلاً لتستقر في حالة الطاقة الأدنى لديها.
دور التمدد الحراري
تتمدد جميع المواد عند تسخينها وتنكمش عند تبريدها. إذا كانت القطعة ذات سمك غير متساوٍ أو تم تبريدها بشكل غير متجانس، فإن الأجزاء المختلفة ستنكمش بمعدلات مختلفة. يمكن أن يؤدي هذا إلى إدخال إجهادات جديدة، وإن كانت أقل بكثير، ويساهم في حدوث تشوه طفيف. يهدف التبريد البطيء المحدد في التخمير إلى تقليل هذا التأثير.
فهم المخاطر العملية
بالنسبة للمهندس أو المشغل، فإن القلق الرئيسي بشأن التخمير ليس تغيراً موحداً في الحجم، بل هو فقدان الدقة البُعدية بسبب هذه الآثار الثانوية.
خطر الالتواء
القطع ذات الأشكال المعقدة أو الجدران الرقيقة أو عدم التماثل الكبير هي الأكثر عرضة للالتواء. كلما زاد الإجهاد الداخلي للقطعة قبل التخمير، زاد احتمال تحركها أثناء العملية.
أكسدة السطح (القشور)
يؤدي تسخين المعدن في وجود الأكسجين إلى تكوين طبقة من الأكسيد، أو القشور (Scale)، على السطح. يمكن أن يصل سمك هذه القشور إلى بضعة آلاف من البوصة وغالباً ما يجب إزالتها من خلال التنظيف الكيميائي (التخليل) أو الطرق الكاشطة، مما قد يؤثر على التشطيب السطحي والأبعاد النهائية.
الحاجة إلى دعم مناسب
عند درجات حرارة التخمير العالية، يفقد المعدن قدراً كبيراً من قوته. إذا لم يتم دعم قطعة طويلة أو ثقيلة بشكل صحيح في الفرن، فقد تترهل تحت وزنها، مما يسبب تشوهاً دائماً.
اتخاذ القرار الصحيح لعمليتك
التحكم في الاستقرار البُعدي أثناء التخمير يتعلق بتخطيط تسلسل التصنيع الخاص بك بشكل صحيح.
- إذا كان تركيزك الأساسي هو الحفاظ على تفاوتات صارمة: الممارسة القياسية هي تشغيل القطعة بحجم أكبر قليلاً، وإجراء عملية التخمير لتخفيف الإجهاد، ثم إجراء تمريرة تشغيل نهائية خفيفة لتحقيق الأبعاد النهائية الدقيقة.
- إذا كان تركيزك الأساسي هو ببساطة تخفيف إجهاد قطعة غير حرجة: من المحتمل أن يكون احتمال التشوه الطفيف مقبولاً وقد لا يتطلب تشغيلاً بعد المعالجة.
- إذا كنت تعمل بقطع رقيقة جداً أو معقدة: تأكد من تثبيت القطعة ودعمها بالكامل في الفرن لمنع الترهل، واستشر خبير علم المعادن حول الدورة المثلى لتقليل التشوه.
من خلال فهم التخمير كعملية استرخاء للإجهاد بدلاً من تغيير حجمي، يمكنك التحكم بشكل استراتيجي في خطوات التصنيع الخاصة بك لضمان دقة القطعة النهائية.
جدول ملخص:
| تأثير التخمير | الوصف | التأثير على الأبعاد |
|---|---|---|
| تخفيف الإجهاد | يطلق الإجهادات الداخلية الناتجة عن التشغيل على البارد أو التشكيل. | يمكن أن يسبب التواءً أو تشوهاً، وليس تغييراً موحداً في الحجم. |
| إعادة التبلور | يعيد ضبط البنية الداخلية للحبوب إلى حالة أكثر ليونة. | لا يوجد تغيير حجمي كبير؛ يجب أن تعود القطعة إلى الحجم الأصلي بعد دورة التسخين/التبريد. |
| أكسدة السطح | يشكل طبقة من القشور يجب إزالتها. | يمكن أن يقلل الأبعاد قليلاً بعد التنظيف اللاحق للمعالجة. |
هل تحتاج إلى تحكم دقيق في عملية التخمير لمنع الالتواء وضمان الاستقرار البُعدي؟ تتخصص KINTEK في أفران المختبرات المتقدمة والمواد الاستهلاكية المصممة للتسخين الموحد ودورات التبريد المتحكم فيها. تساعد معداتنا المختبرات والمصنعين على تحقيق الخصائص المثلى للمواد دون التضحية بدقة القطعة. اتصل بخبرائنا اليوم لمناقشة تطبيقك المحدد وضمان أن عملية المعالجة الحرارية الخاصة بك تحقق نتائج متسقة وموثوقة.
دليل مرئي