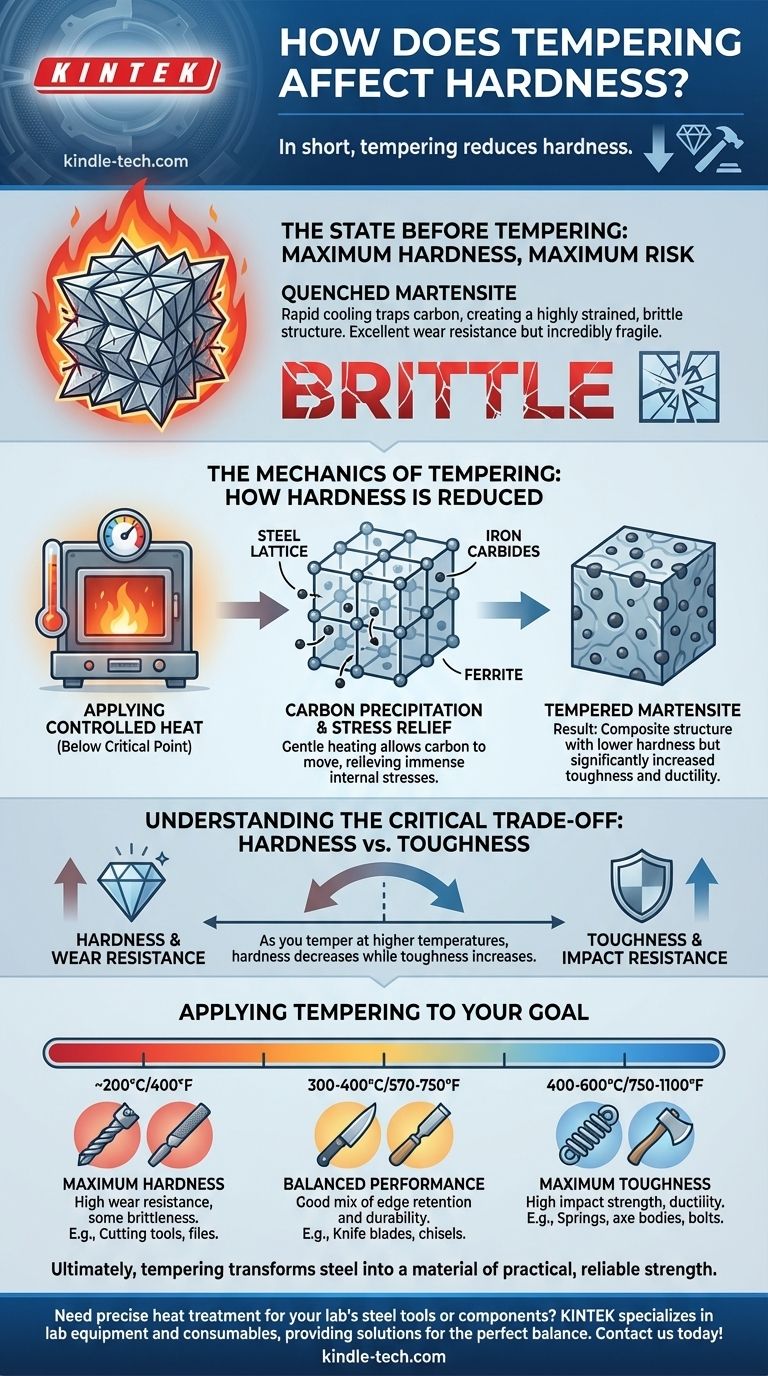
باختصار، يقلل التطبيع من الصلادة. هذا الانخفاض ليس فشلاً في العملية بل هو الغرض الكامل منها. غالباً ما يكون الفولاذ المُقسّى حديثاً هشاً جداً للاستخدام العملي، والتطبيع هو العملية المتحكم بها للتضحية ببعض من تلك الصلادة القصوى لاكتساب زيادة حاسمة في المتانة والقدرة على التحمل.
الغرض الأساسي من التطبيع هو تخفيف الإجهادات الداخلية الهائلة التي تتكون أثناء التخميد (التصليد). تحوّل هذه العملية البنية المجهرية الهشة للفولاذ إلى بنية أكثر ليونة ومتانة، مما يجعل المادة مفيدة عن طريق المبادلة بين درجة من الصلادة وانخفاض كبير في الهشاشة.

الحالة قبل التطبيع: أقصى صلادة، أقصى خطر
لفهم التطبيع، يجب عليك أولاً فهم حالة الفولاذ فوراً بعد تقسيمه (تخميده). هذا يمهد الطريق لسبب كون انخفاض الصلادة مرغوباً فيه، بل وضرورياً.
عملية التخميد (التبريد السريع)
يبدأ التصليد بتسخين الفولاذ إلى درجة حرارة عالية، مما يتسبب في تحول بنيته البلورية إلى طور يسمى الأوستنيت. ثم يتم تبريد الفولاذ بسرعة، أو تخميده، عادة في الماء أو الزيت أو الهواء.
صدمة التبريد الشديدة هذه لا تمنح البنية البلورية وقتاً للتحول مرة أخرى إلى حالتها الطبيعية واللينة.
تقديم المارتنسيت: العملاق الهش
بدلاً من ذلك، يحبس التخميد ذرات الكربون داخل الشبكة البلورية للحديد، مما يخلق بنية مجهرية جديدة ومُجهَدة للغاية تسمى المارتنسيت.
المارتنسيت صلب للغاية ويتمتع بمقاومة ممتازة للتآكل. ومع ذلك، فإن الإجهاد الداخلي يجعله هشاً للغاية، مثل الزجاج. قد يتسبب تأثير حاد في تحطمه بشكل كارثي.
ميكانيكا التطبيع: كيف تنخفض الصلادة
التطبيع هو عملية معالجة حرارية دقيقة مصممة لتعديل بنية المارتنسيت غير المستقرة بعناية.
تطبيق الحرارة المتحكم بها
بعد التخميد، يتم إعادة تسخين الفولاذ إلى درجة حرارة محددة أقل من نقطته الحرجة (أقل بكثير من درجة حرارة التصليد الأولية). يتم الحفاظ على هذه الدرجة لحين محدد.
ترسيب الكربون وتخفيف الإجهاد
يمنح هذا التسخين اللطيف ذرات الكربون المحتجزة طاقة كافية للحركة. تهاجر هذه الذرات خارج شبكة المارتنسيت المُجهَدة وتشكل جزيئات صغيرة ومتميزة من كربيدات الحديد الصلبة جداً (مثل السمنتيت).
مع خروج الكربون، يتم تخفيف الإجهاد الداخلي الهائل داخل المادة. تسترخي البنية البلورية إلى حالة أكثر استقراراً وأقل إجهاداً.
النتيجة: المارتنسيت المُطَبَّع
البنية المجهرية الناتجة هي مركب من مصفوفة حديدية أكثر ليونة وقابلية للتشكيل (الفريت) مع العديد من جزيئات الكربيد الدقيقة والصلبة المنتشرة في جميع أنحاءها. يُعرف هذا باسم المارتنسيت المُطَبَّع.
هذه البنية الجديدة ليست صلبة مثل المارتنسيت الأصلي، ولكنها أكثر متانة بشكل ملحوظ وأقل هشاشة.
دور درجة الحرارة والوقت
يتم التحكم في الصلادة النهائية بشكل مباشر من خلال درجة حرارة التطبيع.
تسمح درجة حرارة التطبيع المنخفضة لهجرة كمية أقل من الكربون، مما ينتج عنه مادة لا تزال صلبة جداً ولكن مع إزالة بعض الهشاشة القصوى.
تسمح درجة حرارة التطبيع الأعلى بهجرة المزيد من الكربون وتكوين كربيدات أكبر، مما يؤدي إلى انخفاض كبير في الصلادة ولكن زيادة كبيرة في المتانة.
فهم المفاضلة الحاسمة: الصلادة مقابل المتانة
العلاقة بين الصلادة والمتانة في التطبيع هي المفهوم المركزي لأي تطبيق. إنهما موجودان في علاقة عكسية.
الصلادة ومقاومة التآكل
الصلادة هي قدرة المادة على مقاومة الخدش والاحتكاك والانبعاج. الفولاذ الأكثر صلابة سيحتفظ بحافة حادة لفترة أطول ويقاوم التآكل. المارتنسيت غير المُطَبَّع يكون في ذروة الصلادة.
المتانة ومقاومة الصدمات
المتانة هي قدرة المادة على امتصاص الطاقة والتشوه دون أن تنكسر. المادة المتينة يمكنها تحمل الصدمات المفاجئة والقوى والانحناءات. التطبيع هو الطريقة الأساسية لزيادة المتانة.
العلاقة العكسية
كقاعدة عامة، عندما تقوم بتطبيع الفولاذ في درجة حرارة أعلى، تنخفض صلادته ومقاومته للتآكل، بينما تزداد متانته وقابليته للتشكيل. الهدف هو إيجاد نقطة التوازن المثالية على هذا الطيف للوظيفة المقصودة للمكون.
تطبيق التطبيع على هدفك
يتم تحديد درجة حرارة التطبيع الصحيحة بالكامل من خلال التطبيق النهائي لمكون الفولاذ.
- إذا كان تركيزك الأساسي هو أقصى صلادة ومقاومة للتآكل (مثل أدوات القطع، والمبارد): اختر درجة حرارة تطبيع منخفضة (حوالي 200 درجة مئوية / 400 درجة فهرنهايت) للاحتفاظ بأكبر قدر ممكن من الصلادة مع تخفيف الإجهادات القصوى فقط.
- إذا كان تركيزك الأساسي هو أقصى متانة وقوة تحمل للصدمات (مثل النوابض، أجسام الفؤوس، مسامير التثبيت الهيكلية): استخدم درجة حرارة تطبيع أعلى (400-600 درجة مئوية / 750-1100 درجة فهرنهايت) لزيادة الليونة والقدرة على امتصاص الصدمات بشكل كبير.
- إذا كنت بحاجة إلى توازن بين الاحتفاظ بالحافة والمتانة (مثل شفرات السكاكين، الإزميل): اختر درجة حرارة متوسطة المدى توفر حلاً وسطاً، وغالباً ما يتم تحديدها بصرياً من خلال ألوان التطبيع مثل الأصفر القشي أو الأزرق.
في نهاية المطاف، يحوّل التطبيع الفولاذ من مادة ذات إمكانات خالصة إلى مادة ذات قوة عملية وموثوقة.
جدول الملخص:
| هدف التطبيع | نطاق درجة الحرارة النموذجي | الخصائص الناتجة | التطبيقات الشائعة |
|---|---|---|---|
| أقصى صلادة | ~200 درجة مئوية / 400 درجة فهرنهايت | مقاومة عالية للتآكل، انخفاض بعض الهشاشة | أدوات القطع، المبارد |
| أداء متوازن | 300-400 درجة مئوية / 570-750 درجة فهرنهايت | مزيج جيد من الصلادة والمتانة | شفرات السكاكين، الإزميل |
| أقصى متانة | 400-600 درجة مئوية / 750-1100 درجة فهرنهايت | قوة عالية للصدمات، ليونة | النوابض، أجسام الفؤوس، المسامير |
هل تحتاج إلى معالجة حرارية دقيقة لأدوات أو مكونات الفولاذ في مختبرك؟ تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية، حيث توفر حلولاً تضمن تحقيق موادك للتوازن المثالي بين الصلادة والمتانة. خبرتنا تساعد المختبرات في الحفاظ على الأداء الأمثل والمتانة لجميع تطبيقات الفولاذ لديها. اتصل بنا اليوم لمناقشة احتياجاتك المحددة!
دليل مرئي
المنتجات ذات الصلة
- آلة الضغط الهيدروليكي الأوتوماتيكية ذات درجة الحرارة العالية مع ألواح مسخنة للمختبر
- آلة الضغط الهيدروليكي اليدوية ذات درجة الحرارة العالية مع ألواح تسخين للمختبر
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- مسبار الأكسجين لقياس درجة الحرارة ومحتوى الأكسجين النشط في الفولاذ المنصهر
- دائرة تبريد وتسخين بسعة 10 لتر لحمام مياه دائري للتفاعل بدرجة حرارة ثابتة عالية ومنخفضة
يسأل الناس أيضًا
- لماذا يُستخدم مكبس هيدروليكي مُسخّن لتشكيل شرائح NASICON الخضراء بالضغط الساخن؟ قم بتحسين كثافة مادة إلكتروليتك الصلبة
- ما هي المكابس الهيدروليكية الساخنة؟ تسخير الحرارة والضغط للتصنيع المتقدم
- كيف يُستخدم مكبس هيدروليكي مُسخّن لبطاريات ليثيوم-LLZO؟ تحسين الترابط البيني بالضغط الحراري
- ما هي استخدامات المكابس الهيدروليكية الساخنة؟ قولبة المواد المركبة، وفلكنة المطاط، والمزيد
- لماذا يعتبر مكبس الهيدروليك المختبري المسخن ضروريًا للصفائح المركبة؟ تحقيق سلامة هيكلية خالية من الفراغات












