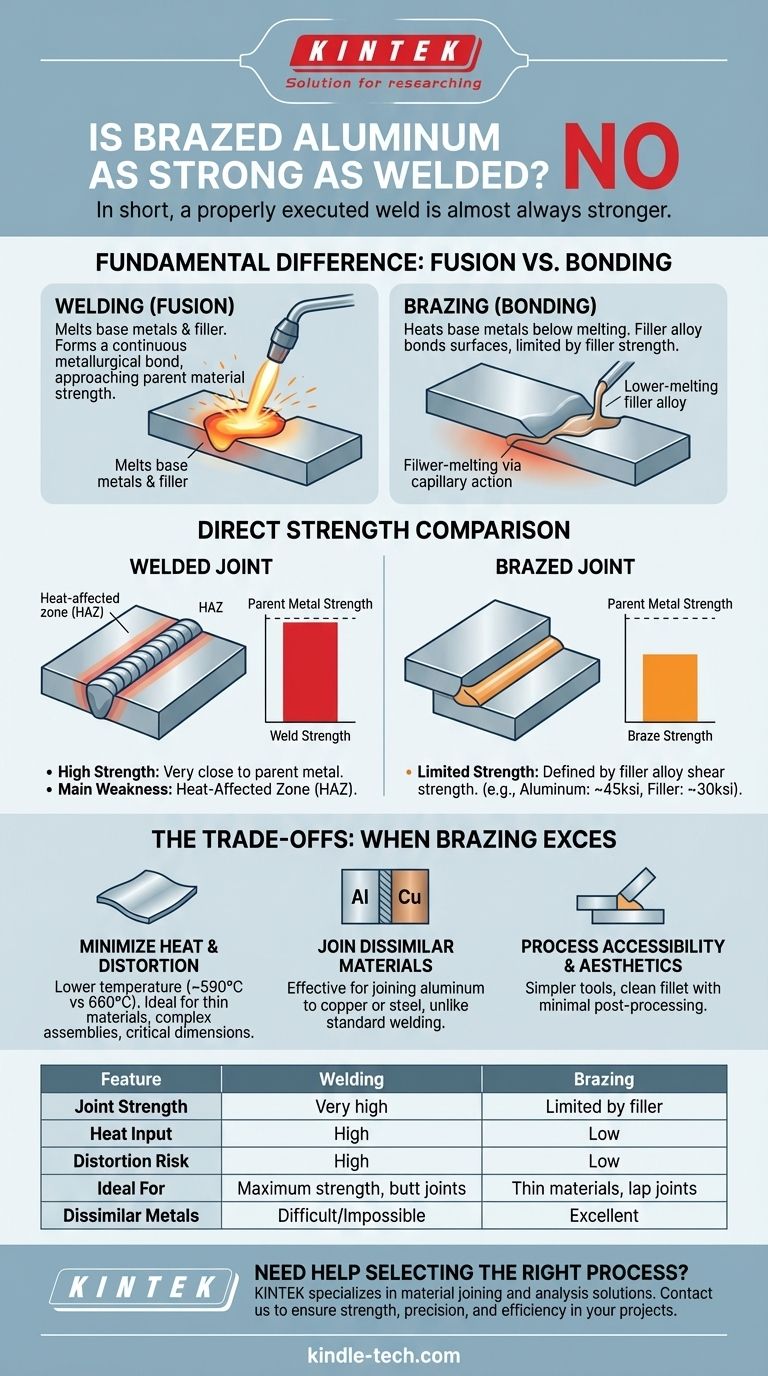
باختصار، لا. اللحام المنفذ بشكل صحيح للألمنيوم هو دائمًا أقوى من وصلة الألمنيوم الملحومة بالنحاس. يدمج اللحام المعادن الأساسية معًا، مما يخلق رابطًا معدنيًا مستمرًا يمكن أن يقترب من قوة المادة الأصلية نفسها. في المقابل، يتم وصل الأجزاء باللحام بالنحاس باستخدام معدن حشو ذي نقطة انصهار أقل، مما يعني أن القوة القصوى للوصلة محدودة بقوة سبيكة الحشو الأضعف.
إن الاختيار بين لحام الألمنيوم ولحامه بالنحاس ليس مجرد سؤال حول أيهما "أقوى". إنه قرار هندسي استراتيجي. يوفر اللحام أقصى قوة للوصلة، بينما يوفر اللحام بالنحاس تحكمًا فائقًا في تشوه الحرارة، مما يجعله الخيار الأفضل للمواد الرقيقة والتجميعات المعقدة ولحام المعادن غير المتشابهة.
الفرق الأساسي: الانصهار مقابل الترابط
لفهم فرق القوة، يجب عليك أولاً فهم التمييز الأساسي بين العمليتين. إنهما تعملان على مبادئ مختلفة تمامًا.
كيف يعمل اللحام
اللحام هو عملية انصهار. يستخدم مصدر حرارة عاليًا، مثل شعلة TIG، لصهر حواف أجزاء الألمنيوم الأساسية وقضيب حشو متوافق معًا. تتصلب هذه الكتلة المنصهرة لتشكل قطعة معدنية واحدة ومستمرة. الهدف هو وصلة متجانسة هي، لجميع الأغراض العملية، جزء من المادة الأصلية.
كيف يعمل اللحام بالنحاس
اللحام بالنحاس هو عملية التصاق على المستوى المجهري. يقوم بتسخين المعادن الأساسية إلى درجة حرارة أقل من نقطة انصهارها مع صهر سبيكة حشو متخصصة للحام بالنحاس في الوصلة. يتم سحب هذا الحشو المنصهر بين الأسطح المجهزة بإحكام بواسطة خاصية الخاصية الشعرية، مما يخلق اتصالًا مترابطًا قويًا بمجرد أن يبرد. لا يتم صهر المعادن الأساسية أبدًا.
مقارنة مباشرة للقوة
يتم تحديد قوة الوصلة النهائية من خلال العملية المستخدمة والمواد المعنية.
قوة الوصلة الملحومة
يمكن للحام الألمنيوم عالي الجودة أن يحقق قوة قريبة جدًا من قوة المعدن الأصلي. نقطة الضعف الرئيسية هي المنطقة المتأثرة بالحرارة (HAZ) - وهي منطقة المعدن الأساسي المحيطة باللحام التي تم تسخينها ولكن لم تنصهر. في هذه المنطقة، يمكن للحرارة أن تغير مزاج الألمنيوم، مما يقلل قليلاً من قوته مقارنة بالمعدن الأساسي غير المتأثر.
قوة الوصلة الملحومة بالنحاس
قوة الوصلة الملحومة بالنحاس محدودة بقوة القص لسبيكة الحشو المستخدمة في اللحام بالنحاس. بالنسبة للألمنيوم، فإن سبائك الحشو هذه أضعف بطبيعتها من معظم سبائك الألمنيوم الإنشائية. على سبيل المثال، يبلغ معامل القوة الشدية لسبائك الألمنيوم 6061-T6 الشائعة حوالي 45,000 رطل لكل بوصة مربعة، في حين أن حشو اللحام بالنحاس من الألومنيوم والسيليكون قد يكون له قوة أقرب إلى 30,000 رطل لكل بوصة مربعة.
الدور الحاسم لتصميم الوصلة
هذا الاختلاف يحدد كيفية تصميم الوصلات. اللحام فعال لـ الوصلات المتلاقية (butt joints)، حيث يتم وضع قطعتين جنبًا إلى جنب. اللحام بالنحاس أقوى بكثير في الوصلات المتداخلة (lap joints) أو وصلات الأكمام، والتي تزيد من مساحة السطح لالتصاق معدن الحشو بها. هذا يغير القوة من سحب شد إلى إجهاد قص عبر منطقة كبيرة، مما يستغل نقاط قوة اللحام بالنحاس.
فهم المفاضلات: متى يكون اللحام بالنحاس هو الخيار الأفضل
إذا كان اللحام أقوى، فلماذا يقوم أي شخص بلحام الألمنيوم بالنحاس؟ لأن أقصى قوة ليست العامل الوحيد - أو حتى الأهم - في العديد من التطبيقات.
تقليل الحرارة والتشوه
هذه هي الميزة الأهم للحام بالنحاس. تبلغ نقطة انصهار الألمنيوم حوالي 1220 درجة فهرنهايت (660 درجة مئوية)، في حين أن اللحام بالنحاس للألمنيوم يحدث عند حوالي 1100 درجة فهرنهايت (590 درجة مئوية). تقلل درجة الحرارة المنخفضة هذه بشكل كبير من خطر الالتواء والتشوه، مما يجعله الخيار المثالي لصفائح المعادن الرقيقة والأنابيب والتجميعات المعقدة حيث يكون الاستقرار البعدي أمرًا بالغ الأهمية.
لحام المواد غير المتشابهة
اللحام بالنحاس فعال بشكل استثنائي في لحام الألمنيوم بمعادن أخرى، مثل النحاس أو الفولاذ. لا يمكن لعمليات اللحام القياسية القيام بذلك بسبب الاختلافات الهائلة في نقاط الانصهار والمعدنية. هذا يجعل اللحام بالنحاس ضروريًا في تصنيع مكونات مثل المبادلات الحرارية وملفات تكييف الهواء.
إمكانية الوصول إلى العملية والجماليات
في حين أن لحام الألمنيوم TIG يتطلب درجة عالية من المهارة ومعدات باهظة الثمن قادرة على التيار المتردد (AC)، يمكن إجراء اللحام بالنحاس باستخدام أدوات أبسط وأقل تكلفة بكثير. علاوة على ذلك، تنتج الوصلة الملحومة بالنحاس المنفذة جيدًا شطفة نظيفة جدًا وأنيقة لا تتطلب غالبًا معالجة لاحقة أو طحن، على عكس خط اللحام.
اتخاذ القرار الصحيح لتطبيقك
يتطلب اختيار الطريقة الصحيحة تحديد الأولوية الأكثر أهمية لمشروعك.
- إذا كان تركيزك الأساسي هو أقصى قوة هيكلية وقدرة على تحمل الأحمال: اختر اللحام، لأنه ينشئ وصلة أقوى وأكثر تجانسًا قادرة على التعامل مع إجهاد أعلى.
- إذا كان تركيزك الأساسي هو تقليل التشوه على المواد الرقيقة أو الأشكال المعقدة: اختر اللحام بالنحاس بسبب مدخلات الحرارة المنخفضة والتحكم البعدي الفائق.
- إذا كان تركيزك الأساسي هو لحام الألمنيوم بمعدن مختلف (مثل النحاس): اللحام بالنحاس هو خيارك الوحيد القابل للتطبيق والفعال.
- إذا كان تركيزك الأساسي هو وصلة نظيفة وجمالية بأقل قدر من التشطيب: غالبًا ما ينتج اللحام بالنحاس نتيجة أنظف جاهزة للاستخدام دون عمل إضافي.
في نهاية المطاف، يتيح لك فهم هذه الاختلافات الأساسية اختيار العملية التي لا توفر اتصالًا فحسب، بل توفر الأداء المناسب لهدفك الهندسي المحدد.

جدول الملخص:
| الميزة | اللحام | اللحام بالنحاس |
|---|---|---|
| قوة الوصلة | عالية جدًا (تقترب من المعدن الأصلي) | محدودة بقوة سبيكة الحشو |
| مدخلات الحرارة | عالية (يصهر المعدن الأساسي) | منخفضة (لا ينصهر المعدن الأساسي) |
| خطر التشوه | عالي | منخفض |
| مثالي لـ | أقصى قوة، وصلات متلاقية | المواد الرقيقة، الأشكال المعقدة، الوصلات المتداخلة |
| المعادن غير المتشابهة | صعب أو مستحيل | ممتاز (على سبيل المثال، الألمنيوم مع النحاس) |
هل تحتاج إلى مساعدة في اختيار عملية وصل الألمنيوم المناسبة لتطبيقك؟ تتخصص KINTEK في توفير معدات ومواد استهلاكية مخبرية متقدمة، بما في ذلك حلول لربط المواد وتحليلها. يمكن لخبرائنا مساعدتك في اختيار أفضل طريقة لضمان القوة والدقة والكفاءة في مشاريعك. اتصل بنا اليوم لمناقشة احتياجاتك المحددة واكتشاف كيف يمكن لـ KINTEK دعم نجاح مختبرك!
دليل مرئي