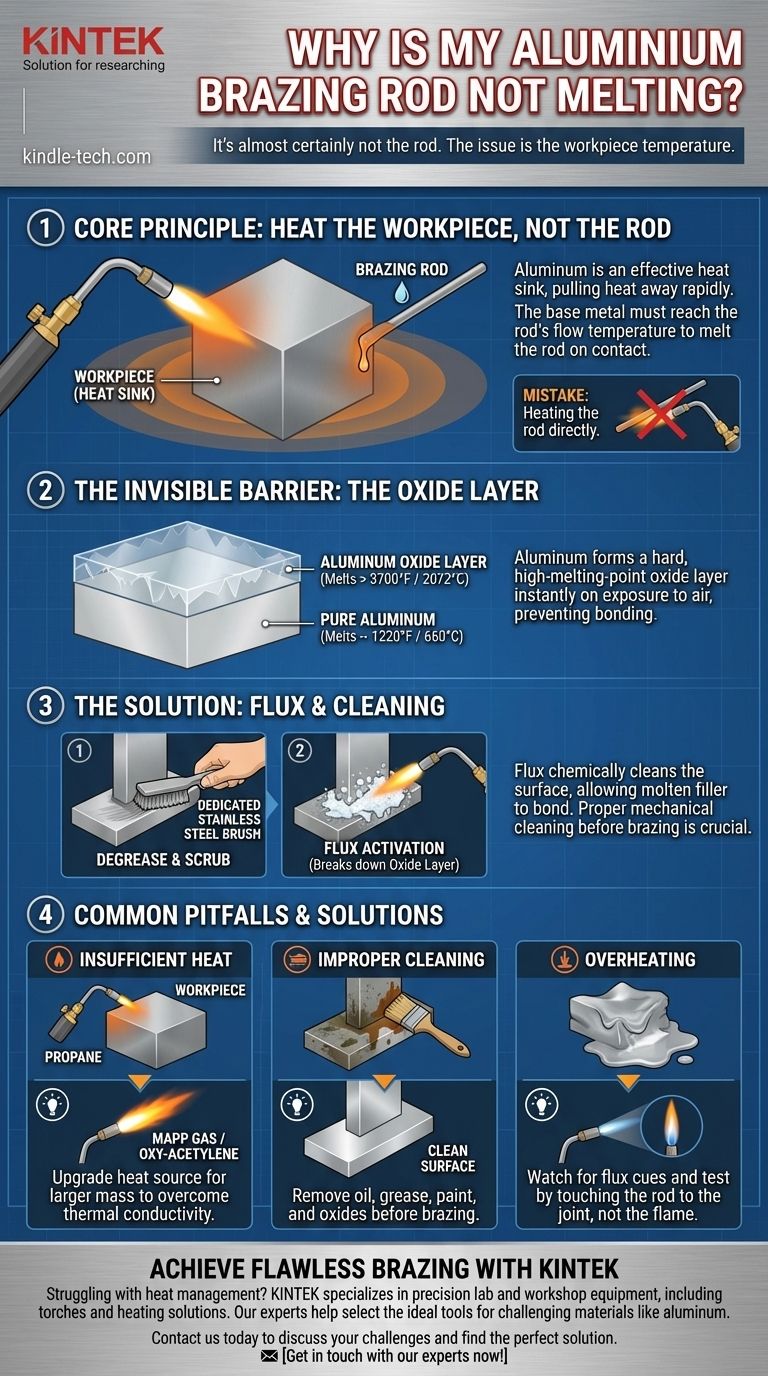
من المؤكد تقريبًا أن المشكلة ليست في القضيب. قضيب لحام الألومنيوم الخاص بك لا يذوب لأن قطعة عمل الألومنيوم التي تحاول لحامها ليست ساخنة بدرجة كافية. الألومنيوم هو موصل حراري فعال بشكل لا يصدق، مما يعني أنه يسحب الحرارة بعيدًا عن الوصلة أسرع مما يمكن أن يوفره الشعلة، وهو مبدأ يُعرف بالموصلية الحرارية العالية. يجب عليك تسخين المعدن الأساسي حتى يصبح هو ساخنًا بدرجة كافية لإذابة القضيب عند التلامس.
الخطأ الأساسي في لحام الألومنيوم هو تسخين قضيب الحشو مباشرة بالشعلة. بدلاً من ذلك، يجب عليك تسخين قطعة العمل بشكل واسع ومتساوٍ. يجب أن يصل المعدن الأساسي نفسه إلى درجة حرارة تدفق القضيب، مما يتسبب في ذوبان القضيب وتدفقه إلى الوصلة عندما تلمسه بالعمل.

المبدأ الأساسي: سخّن قطعة العمل، وليس القضيب
فهم كيفية تصرف الألومنيوم مع الحرارة هو مفتاح اللحام الناجح. خصائصه تختلف جوهريًا عن الفولاذ، مما يربك الكثير من الناس.
الموصلية الحرارية العالية للألومنيوم
فكر في قطعة الألومنيوم كإسفنجة كبيرة للحرارة. عندما تطبق شعلتك على نقطة واحدة، ينشر المعدن تلك الطاقة الحرارية بسرعة في جميع أنحاء كتلته.
هذا يعني أن الشعلة الصغيرة المركزة على الوصلة غالبًا ما تخوض معركة خاسرة. قطعة العمل تسحب الحرارة باستمرار، مما يمنع منطقة الوصلة من الوصول إلى درجة حرارة انصهار القضيب.
مفهوم خاطئ لدرجة حرارة "التدفق"
كل قضيب لحام له درجة حرارة عمل محددة، غالبًا ما تسمى "درجة حرارة التدفق". هذه هي درجة الحرارة التي يجب أن يصل إليها المعدن الأساسي.
لا يكفي مجرد إذابة القضيب في اللهب. إذا فعلت ذلك، فإن الألومنيوم المنصهر سيتجمع ويتساقط، حيث أن قطعة العمل الباردة لا تعطيه سببًا للالتصاق أو التدفق. يجب أن تكون قطعة العمل ساخنة بدرجة كافية لسحب المعدن الحشو إلى الوصلة عن طريق الفعل الشعري.
الحاجز غير المرئي: طبقة الأكسيد
حتى لو حصلت على درجة الحرارة الصحيحة، هناك عامل حاسم آخر يلعب دورًا: طبقة غير مرئية من أكسيد الألومنيوم.
ما هو أكسيد الألومنيوم؟
في اللحظة التي يتعرض فيها الألومنيوم للهواء، فإنه يشكل طبقة صلبة جدًا وشفافة من أكسيد الألومنيوم. هذه الطبقة تحمي المعدن ولكنها تمثل مشكلة كبيرة للحام.
تبلغ درجة انصهار طبقة الأكسيد هذه أكثر من 3700 درجة فهرنهايت (2072 درجة مئوية)، بينما يذوب الألومنيوم تحتها عند حوالي 1220 درجة فهرنهايت (660 درجة مئوية). ستذيب قطعة العمل في بركة قبل وقت طويل من أن تتمكن من إذابة طبقة الأكسيد على سطحها.
دور التدفق (Flux)
هنا يصبح التدفق (flux) ضروريًا. سواء كان معجونًا منفصلاً أو قلبًا داخل قضيب اللحام (قضيب محشو بالتدفق)، فإن وظيفته هي العمل كمنظف كيميائي قوي.
عندما تقوم بتسخين قطعة العمل، ينشط التدفق. يقوم بتفكيك وإزالة طبقة الأكسيد بقوة، مما يسمح للمعدن الحشو المنصهر بالارتباط مباشرة بالألومنيوم النقي والنظيف الموجود تحته. بدون عمل تدفق فعال، يكون الربط الصحيح مستحيلاً.
الأخطاء الشائعة وأخطاء التقنية
إذا كنت تقوم بتسخين قطعة العمل وما زالت لا تعمل، فمن المحتمل أن تكون المشكلة تكمن في أحد هذه الأخطاء الشائعة.
مصدر حرارة غير كافٍ
قد تكون شعلتك ببساطة ضعيفة جدًا للوظيفة. قد تكون شعلة البروبان الأساسية كافية لقطعة رقيقة جدًا من أنابيب الألومنيوم، لكنها ستفشل أمام لوح أو كتلة أكثر سمكًا.
تحدد كتلة المعدن الحرارة المطلوبة. للقطع الأكبر، تحتاج إلى وقود أكثر سخونة مثل غاز MAPP أو حتى إعداد أوكسي أسيتيلين لتوفير ما يكفي من الوحدات الحرارية للتغلب على الموصلية الحرارية للمعدن.
تنظيف غير صحيح
لا يمكن للتدفق أن يعمل من خلال الزيت أو الشحوم أو الطلاء أو الأكسدة الثقيلة. يجب أن تبدأ العملية بمعدن نظيف تمامًا.
أولاً، قم بإزالة الشحوم من المنطقة بمذيب مثل الأسيتون أو منظف الفرامل. ثم، استخدم فرشاة مخصصة من الفولاذ المقاوم للصدأ لفرك منطقة الوصلة بقوة. هذا يكسر أكسيد السطح ميكانيكيًا ويخلق سطحًا نظيفًا وخامًا ليعمل عليه التدفق. استخدام فرشاة تم استخدامها على الفولاذ سيلوث الألومنيوم ويفسد اللحام.
تسخين قطعة العمل بشكل مفرط
هناك خط رفيع بين تسخين القطعة إلى درجة حرارة تدفق القضيب وإذابة القطعة نفسها. هذا هو الجزء الأصعب في منحنى التعلم.
راقب التدفق للحصول على إشارات بصرية؛ غالبًا ما يصبح مائيًا أو صافيًا عندما تقترب درجة الحرارة الصحيحة. يمكنك أيضًا الاختبار عن طريق لمس القضيب بشكل دوري بالوصلة (بعيدًا عن اللهب). إذا كانت قطعة العمل ساخنة بدرجة كافية، فإن القضيب سيذوب ويتدفق على الفور. إذا لم يحدث ذلك، اسحبه بعيدًا وطبق المزيد من الحرارة.
قائمة عملية للحام ناجح
طبق هذه المبادئ بالترتيب لحل المشكلة وتحقيق وصلة قوية وموثوقة.
- إذا كان تركيزك الأساسي هو الحصول على رابطة قوية: ابدأ بتنظيف دقيق. قم بإزالة الشحوم من الجزء، ثم افرك الوصلة بفرشاة مخصصة من الفولاذ المقاوم للصدأ فورًا قبل اللحام.
- إذا كان تركيزك الأساسي هو جعل القضيب يتدفق: سخّن قطعة العمل بشكل واسع ومتساوٍ، مع التركيز على المنطقة المحيطة بالوصلة، وليس الوصلة نفسها. دع الحرارة "تتغلغل" في الجزء.
- إذا كان تركيزك الأساسي هو تجنب الفشل في الأجزاء السميكة: تأكد من أن مصدر الحرارة الخاص بك مناسب لكتلة المعدن. إذا لم تعمل شعلة البروبان بعد دقيقة، فمن المحتمل أنك بحاجة إلى الترقية إلى غاز MAPP.
تحكم في الحرارة في قطعة العمل، وستتقن فن لحام الألومنيوم.
جدول الملخص:
| المشكلة الشائعة | السبب الرئيسي | الحل الرئيسي |
|---|---|---|
| القضيب لا يذوب | قطعة العمل باردة جدًا | سخّن المعدن الأساسي بشكل واسع ومتساوٍ |
| القضيب يتجمع، لا يلتصق | طبقة الأكسيد تمنع الارتباط | استخدم التدفق المناسب ونظف بفرشاة من الفولاذ المقاوم للصدأ |
| العملية تفشل في الأجزاء السميكة | الشعلة ضعيفة جدًا | الترقية إلى غاز MAPP أو أوكسي أسيتيلين |
| وصلة ضعيفة، فاشلة | تنظيف غير كافٍ قبل اللحام | قم بإزالة الشحوم وافرك منطقة الوصلة فورًا قبل التسخين |
حقق نتائج لحام ألومنيوم لا تشوبها شائبة باستخدام المعدات والخبرة المناسبة.
هل تواجه صعوبة في إدارة الحرارة أو فشل الوصلات؟ تتخصص KINTEK في معدات المختبرات والورش الدقيقة، بما في ذلك الشعلات وحلول التسخين المثالية للمواد الصعبة مثل الألومنيوم. يمكن لخبرائنا مساعدتك في اختيار الأدوات المثالية لتطبيقك المحدد، مما يضمن روابط قوية وموثوقة في كل مرة.
اتصل بنا اليوم لمناقشة تحديات اللحام الخاصة بك والعثور على الحل الأمثل لاحتياجات مختبرك أو ورشتك.
تواصل مع خبرائنا الآن!
دليل مرئي
المنتجات ذات الصلة
- قضيب ألومينا متقدم دقيق معزول للسيراميك Al2O3 للتطبيقات الصناعية
- قضيب سيراميك زركونيا مستقر بدقة مصقولة لتصنيع السيراميك المتقدم الدقيق
- قضيب سيراميك نيتريد البورون (BN) للتطبيقات ذات درجات الحرارة العالية
- مكبس العزل الدافئ لأبحاث البطاريات الصلبة
- مصنع مخصص لأجزاء PTFE Teflon لقمع بوخنر وقمع مثلثي من PTFE
يسأل الناس أيضًا
- ما هي درجة الحرارة القصوى التي يمكن للسيراميك تحملها؟ دليل لأداء الحرارة القصوى
- ما هي المواد التالية المستخدمة في الفرن لتحمل درجات الحرارة العالية؟ المواد الرئيسية للحرارة القصوى
- ما هي ميزة السيراميك على المعدن؟ افتح الأداء المتفوق في الظروف القاسية
- ما هي خصائص الألومينا في درجات الحرارة العالية؟ اكتشف ثباتها وقوتها وحدودها
- ما هي درجة حرارة التشغيل القصوى للألومينا؟ الدور الحاسم للنقاء والشكل



















