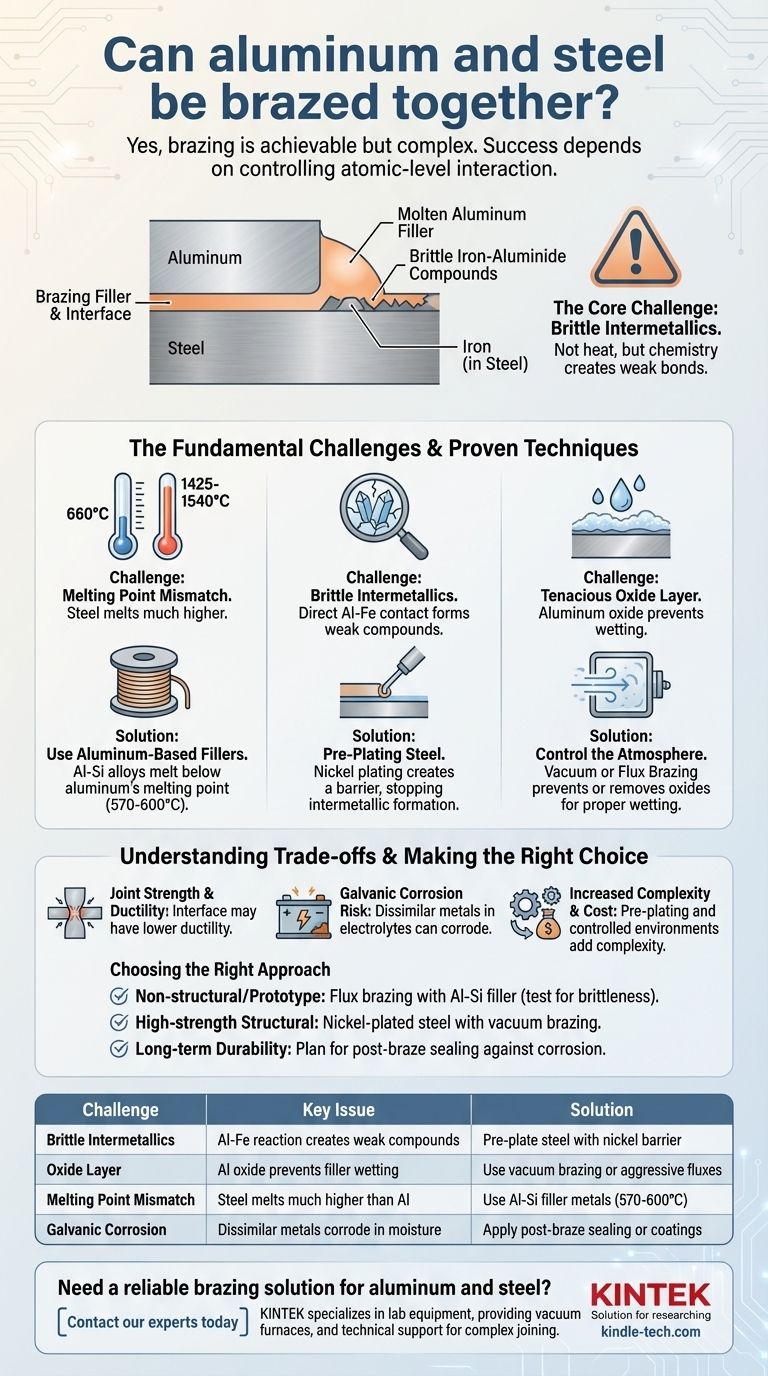
نعم، يمكن لحام الألومنيوم بالصلب، لكنها عملية معقدة تتطلب تقنيات محددة. على عكس لحام المعادن المتشابهة، يتطلب ربط الألومنيوم والصلب إدارة دقيقة لخصائصهما المختلفة جوهريًا لمنع تكون رابطة ضعيفة وهشة. يعتمد النجاح على التحكم في التفاعل بين المادتين على المستوى الذري.
التحدي الأساسي في لحام الألومنيوم بالصلب ليس الحرارة، بل الكيمياء. يؤدي الاتصال المباشر بين حشو الألومنيوم المنصهر والصلب إلى تكوين مركبات حديد-ألومينيد هشة. يكمن الحل في استخدام مواد حشو متخصصة أساسها الألومنيوم وإنشاء حاجز، غالبًا عن طريق الطلاء المسبق للصلب، لمنع هذا التفاعل المدمر.
التحدي الأساسي: لماذا هذا المفصل صعب
يتطلب ربط هذين المعدنين بنجاح فهمًا عميقًا لسبب مقاومتهما الطبيعية لتكوين رابطة قوية. هناك ثلاثة عوامل رئيسية مؤثرة.
عدم تطابق نقطة الانصهار
ينصهر الصلب عند درجة حرارة أعلى بكثير (حوالي 1425-1540 درجة مئوية أو 2600-2800 درجة فهرنهايت) من الألومنيوم (حوالي 660 درجة مئوية أو 1220 درجة فهرنهايت).
هذا يعني أن عملية اللحام يجب أن تتم تحت نقطة انصهار الألومنيوم. وبالتالي، يجب عليك استخدام معدن حشو، عادةً سبيكة ألومنيوم-سيليكون، ينصهر عند درجة حرارة أقل.
مشكلة المركبات البينية الهشة
هذه هي العقبة المعدنية الأكثر أهمية. عندما يتلامس الألومنيوم المنصهر مباشرة مع الحديد (المكون الأساسي للصلب)، فإنهما يتفاعلان لتكوين مركبات حديد-ألومينيد بينية.
هذه المركبات صلبة وهشة للغاية. تعمل الطبقة البينية السميكة في المفصل كنقطة بدء للتشقق، مما يؤدي إلى فشل كارثي حتى تحت إجهاد أو اهتزاز طفيف.
طبقة الأكسيد العنيدة
يشكل الألومنيوم على الفور طبقة صلبة وشفافة من أكسيد الألومنيوم (Al₂O₃) على سطحه. يتميز هذا الأكسيد بنقطة انصهار عالية جدًا ويمنع حشو اللحام من "الترطيب" أو الالتصاق بالمعدن الأساسي.
يتأكسد الصلب أيضًا، لكن طبقة أكسيد الألومنيوم عنيدة بشكل خاص. يتطلب التغلب عليها إما تدفقات كيميائية قوية أو جوًا متحكمًا به، مثل الفراغ، لمنع تكونها من الأساس.
تقنيات مثبتة لربط ناجح
لقد طور المهندسون العديد من الاستراتيجيات الفعالة للتغلب على تحديات ربط الألومنيوم والصلب. تركز هذه الطرق على التحكم في كيمياء المفصل وبيئته.
استخدام مواد حشو أساسها الألومنيوم
اختيار معدن الحشو غير قابل للتفاوض. يجب عليك استخدام سبيكة لحام بنقطة انصهار أقل من نقطة انصهار الألومنيوم.
الخيار الأكثر شيوعًا هو معدن حشو الألومنيوم-السيليكون (Al-Si). تم تصميم هذه السبائك لتتدفق عند درجات حرارة تتراوح بين 570-600 درجة مئوية، وهي آمنة تحت النقطة التي سينصهر فيها المعدن الأساسي من الألومنيوم.
الطلاء المسبق لسطح الصلب
الطريقة الأكثر موثوقية لمنع المركبات البينية الهشة هي إنشاء حاجز. يتم ذلك غالبًا عن طريق الطلاء المسبق لمكون الصلب بمعدن أكثر توافقًا، مثل النيكل.
يلتصق حشو الألومنيوم بعد ذلك بطلاء النيكل بدلاً من الحديد. تعمل طبقة النيكل كحاجز انتشار، تفصل الألومنيوم والحديد ماديًا وتوقف تكوين المركبات الهشة.
التحكم في جو اللحام
لمكافحة طبقة أكسيد الألومنيوم المستمرة، يجب أن يتم اللحام في بيئة متحكم بها.
يعتبر اللحام بالفراغ فعالاً للغاية، حيث أن إزالة الأكسجين تمنع تكون الأكاسيد على أي من المعدنين. بدلاً من ذلك، يستخدم اللحام بالتدفق تدفقات كيميائية قوية لإذابة طبقة الأكسيد، مما يسمح لمعدن الحشو بالترطيب والتدفق بشكل صحيح في المفصل. غالبًا ما يتم تصميم آلات اللحام الأوتوماتيكية لإدارة هذه البيئات المتحكم بها بدقة.
فهم المقايضات والقيود
على الرغم من إمكانية الحصول على مفصل قوي، فمن الأهمية بمكان أن تكون على دراية بالمقايضات والمخاطر المحتملة المرتبطة بأي رابطة ألومنيوم-صلب.
قوة المفصل ومطيلته
حتى مع التنفيذ المثالي، قد لا يمتلك مفصل الألومنيوم بالصلب الملحوم نفس المطيلية التي يمتلكها مفصل بين معادن متشابهة. ستكون الواجهة بين المواد المختلفة دائمًا نقطة محتملة لتركيز الإجهاد.
خطر التآكل الجلفاني
عندما يتلامس معدنان مختلفان مثل الألومنيوم والصلب كهربائيًا في وجود إلكتروليت (مثل الرطوبة أو مياه الأمطار)، تتكون خلية جلفانية.
يؤدي هذا إلى التآكل الجلفاني، حيث يتآكل المعدن الأكثر نشاطًا (الألومنيوم) بمعدل متسارع. بمرور الوقت، يمكن أن يؤدي ذلك إلى تدهور سلامة المفصل، خاصة في البيئات القاسية.
زيادة التعقيد والتكلفة
إن الحاجة إلى الطلاء المسبق، ومعادن الحشو المتخصصة، وأفران الجو المتحكم به تجعل لحام الألومنيوم بالصلب أكثر تعقيدًا وتكلفة بكثير من لحام الصلب بالصلب التقليدي.
اتخاذ القرار الصحيح لتطبيقك
يعتمد اختيار النهج الصحيح كليًا على متطلبات مشروعك المحدد.
- إذا كان تركيزك الأساسي على وصلة غير هيكلية أو نموذج أولي: قد تكون عملية لحام بالتدفق منفذة بعناية باستخدام حشو Al-Si كافية، ولكن يجب عليك اختبار المفصل بدقة للتأكد من عدم هشاشته.
- إذا كان تركيزك الأساسي على الأداء الهيكلي عالي القوة: فإن استخدام مكون فولاذي مطلي بالنيكل مع لحام بالفراغ هو الطريقة الأكثر قوة وموثوقية لضمان سلامة المفصل.
- إذا كان تركيزك الأساسي على المتانة طويلة الأمد في بيئة تآكلية: يجب عليك التخطيط للختم أو الطلاء بعد اللحام لحماية المفصل من الرطوبة وتخفيف الخطر الحتمي للتآكل الجلفاني.
من خلال فهم التحديات المعدنية الفريدة واختيار العملية الصحيحة عن قصد، يمكنك إنشاء رابطة موثوقة بنجاح بين الألومنيوم والصلب.
جدول الملخص:
| التحدي | المشكلة الرئيسية | الحل |
|---|---|---|
| المركبات البينية الهشة | يتفاعل الألومنيوم المنصهر مع الحديد لتكوين مركبات ضعيفة | طلاء الصلب بالنيكل مسبقًا لإنشاء حاجز |
| طبقة الأكسيد | طبقة الأكسيد الصلبة للألومنيوم تمنع ترطيب الحشو | استخدام اللحام بالفراغ أو التدفقات القوية |
| عدم تطابق نقطة الانصهار | ينصهر الصلب عند درجات حرارة أعلى بكثير من الألومنيوم | استخدام معادن حشو Al-Si (نقطة انصهار 570-600 درجة مئوية) |
| التآكل الجلفاني | تتآكل المعادن المختلفة عند تعرضها للرطوبة | تطبيق الختم أو الطلاءات الواقية بعد اللحام |
هل تحتاج إلى حل لحام موثوق به للألومنيوم والصلب؟
يتطلب لحام المعادن غير المتشابهة معدات دقيقة ومعرفة متخصصة. تتخصص KINTEK في معدات ومستهلكات المختبرات، وتوفر أفران الفراغ، وأنظمة الجو المتحكم بها، والدعم الفني اللازم لعمليات الربط المعقدة. تساعد حلولنا في تحقيق روابط قوية ومتينة مع تقليل مخاطر المركبات البينية الهشة والتآكل.
اتصل بخبرائنا اليوم لمناقشة كيف يمكننا تحسين عملية اللحام الخاصة بك لتطبيقات الألومنيوم والصلب!
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
