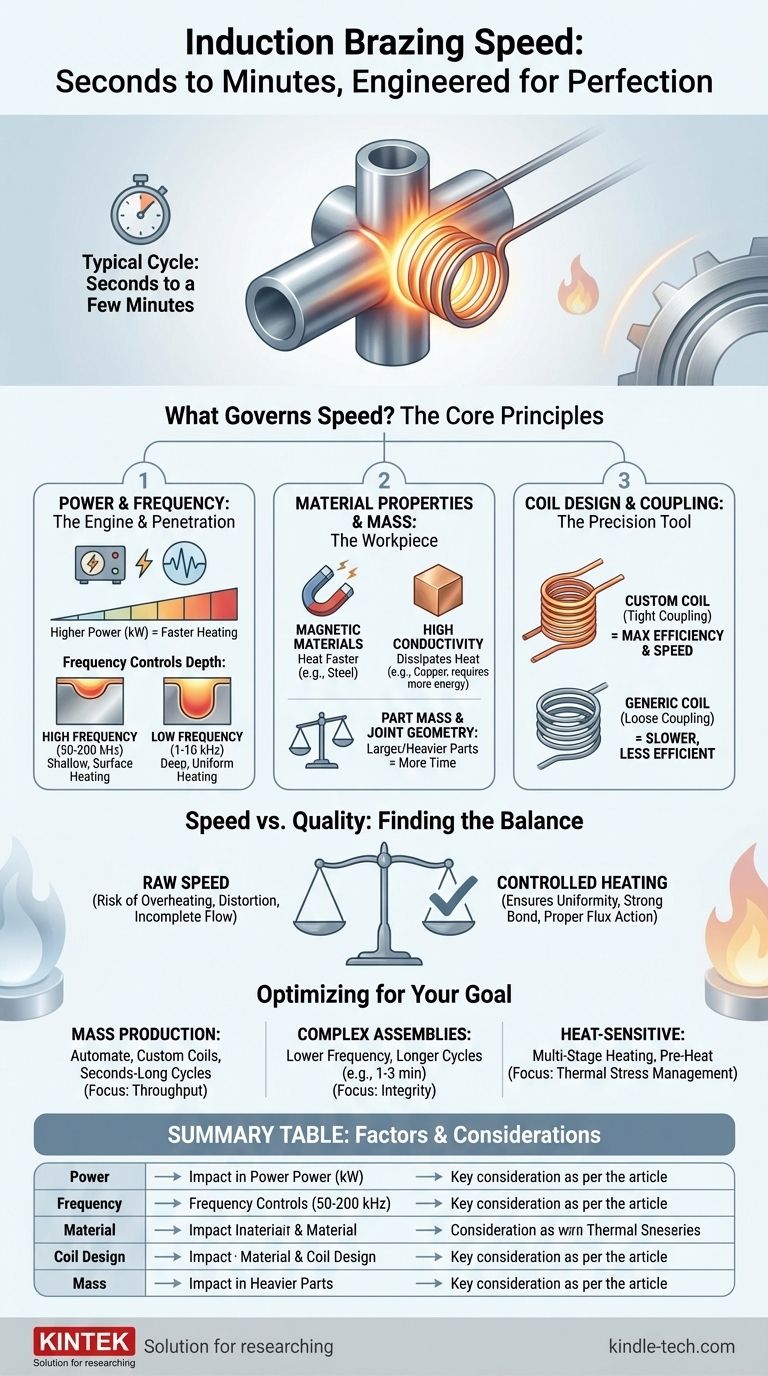
من الناحية العملية، يعتبر اللحام بالنحاس بالحث سريعًا بشكل استثنائي. تكتمل دورة اللحام بالنحاس بالحث النموذجية في غضون ثوانٍ إلى بضع دقائق. هذه السرعة هي إحدى المزايا الأساسية للعملية، ولكن الوقت المحدد ليس رقمًا واحدًا؛ بل هو نتيجة لنظام مصمم بعناية يوازن بين تصميم الجزء وخصائص المواد وتفاصيل معدات التسخين.
الوقت المطلوب للحام بالنحاس بالحث هو دالة مباشرة لكتلة الجزء، والمادة، وتصميم الوصلة، وقوة نظام الحث. وبينما يُقاس غالبًا بالثواني، فإن الهدف الحقيقي ليس السرعة القصوى، بل أسرع دورة قابلة للتكرار تنتج وصلة مثالية وعالية التكامل.
فيزياء الحث: ما الذي يحكم السرعة؟
لفهم وقت اللحام بالنحاس، يجب عليك أولاً فهم المبادئ الأساسية للتسخين بالحث. تستخدم العملية مجالًا مغناطيسيًا متناوبًا لإحداث تيارات كهربائية (تيارات دوامية) داخل الأجزاء المعدنية. تولد مقاومة المعدن لهذه التيارات حرارة دقيقة وموضعية.
دور الطاقة والتردد
يعد مصدر الطاقة هو محرك النظام. تسمح الطاقة الأعلى (المقاسة بالكيلووات، kW) بتوصيل المزيد من الطاقة إلى الجزء، مما يؤدي إلى تسخين أسرع. غالبًا ما يؤدي مضاعفة الطاقة المتاحة إلى تقليل وقت التسخين إلى النصف.
التردد أكثر دقة. فهو يتحكم في عمق اختراق الحرارة.
- تخلق الترددات العالية (مثل 50-200 كيلو هرتز) تأثير تسخين سطحيًا، وهو مثالي للأجزاء الصغيرة، أو الجدران الرقيقة، أو التطبيقات التي تحتاج فيها إلى تسخين السطح بسرعة فقط.
- تخترق الترددات المنخفضة (مثل 1-10 كيلو هرتز) المادة بشكل أعمق، وهو أمر ضروري لتسخين الأجزاء الكبيرة أو السميكة أو الضخمة بشكل موحد حتى اللب.
كيف تؤثر خصائص المواد على التسخين
لا تسخن جميع المعادن بنفس الطريقة. تسخن المواد المغناطيسية، مثل الفولاذ الكربوني، بكفاءة عالية تحت نقطة كوري الخاصة بها (حوالي 770 درجة مئوية أو 1420 درجة فهرنهايت) بسبب فقدان التخلف المغناطيسي، مما يضيف تأثير تسخين ثانويًا.
تشمل الخصائص الرئيسية الأخرى المقاومة الكهربائية والتوصيل الحراري. تسخن المواد ذات المقاومة الكهربائية الأعلى بشكل أكثر فعالية. تتطلب المواد ذات التوصيل الحراري العالي، مثل النحاس، معدلًا عاليًا جدًا من مدخلات الطاقة لأنها تبدد الحرارة بعيدًا عن منطقة الوصلة بسرعة كبيرة.
الأهمية الحاسمة لتصميم الملف
ملف الحث هو "الأداة" التي تشكل المجال المغناطيسي وتركز الطاقة. يمكن القول إن تصميمه هو العامل الأكثر أهمية في تحديد الكفاءة والسرعة.
المسافة بين الملف وقطعة العمل، والمعروفة باسم الاقتران، أمر بالغ الأهمية. يؤدي الاقتران المحكم (مسافة أقرب) إلى نقل طاقة أكثر كفاءة وتسخين أسرع بكثير. يعد الملف المصمم خصيصًا الذي يتطابق تمامًا مع هندسة الوصلة ضروريًا لتحقيق الأداء الأمثل.
كتلة الجزء وهندسة الوصلة
هذا هو العامل الأكثر بديهية. يحتوي الجزء الكبير والثقيل ببساطة على كتلة أكبر تحتاج إلى رفع درجة حرارتها، مما يتطلب المزيد من الطاقة وبالتالي المزيد من الوقت.
يلعب تصميم وصلة اللحام بالنحاس نفسها دورًا أيضًا. الهدف هو تسخين منطقة الوصلة بأكملها إلى درجة حرارة موحدة. تضمن الوصلة المصممة جيدًا أن يصل كلا الجزأين إلى درجة حرارة اللحام بالنحاس في وقت واحد، مما يسمح لمعدن الحشو بالتدفق بسرعة وبشكل متساوٍ.
فهم المفاضلات: السرعة مقابل الجودة
يعد تطبيق أقصى قدر من الطاقة لتحقيق أقصر وقت خطأً شائعًا يؤدي إلى نتائج سيئة. الهدف هو تسخين متحكم فيه وقابل للتكرار، وليس مجرد سرعة خام.
خطر السخونة الزائدة والتشوه
يؤدي تسخين جزء بسرعة كبيرة إلى تدرجات حرارية شديدة، حيث يكون السطح أكثر سخونة بكثير من اللب. يمكن أن يؤدي ذلك إلى تلف السطح، ونمو الحبوب في المعدن، وتشوه أو التواء الجزء، خاصة في التجميعات ذات المواد غير المتشابهة أو الأشكال المعقدة.
خطر تدفق الحشو غير المكتمل
يتطلب اللحام بالنحاس الناجح أن تكون الوصلة بأكملها عند درجة الحرارة الصحيحة. إذا تم تطبيق الحرارة بسرعة كبيرة وبشكل غير منتظم، فقد تصبح منطقة واحدة ساخنة بما يكفي لإذابة معدن الحشو قبل أن يصبح باقي الوصلة جاهزًا. يتسبب هذا في تدفق الحشو بشكل غير صحيح، مما يخلق فراغات ويؤدي إلى رابطة ضعيفة وغير موثوقة.
ضمان نشاط التدفق والحشو المناسب
إذا كنت تستخدم تدفقًا، فإنه يحتاج إلى قدر محدد من الوقت عند درجة حرارة معينة لأداء عمله التنظيفي. وبالمثل، يحتاج سبيكة حشو اللحام بالنحاس إلى لحظة وجيزة للتدفق عن طريق الفعل الشعري وترطيب أسطح الوصلة بالكامل. يمكن أن يؤدي التسرع في "وقت النقع" هذا إلى المساس بالرابطة المعدنية.
اتخاذ الخيار الصحيح لهدفك
وقت اللحام بالنحاس المثالي هو توازن بين سرعة الإنتاج وجودة الوصلة. يحدد تطبيقك المحدد أين يجب أن تركز جهود التحسين الخاصة بك.
- إذا كان تركيزك الأساسي هو زيادة الإنتاجية للإنتاج الضخم: استثمر في نظام مؤتمت للغاية بملفات ذات شكل مخصص ومصدر طاقة مضبوط بدقة لتحقيق دورة تسخين قابلة للتكرار تستغرق ثوانٍ.
- إذا كان تركيزك الأساسي هو لحام التجميعات الكبيرة أو المعقدة بالنحاس: أعط الأولوية للتسخين الموحد على السرعة الخام. استخدم ترددًا أقل وملفًا مصممًا بعناية، مع قبول وقت دورة أطول (مثل 1-3 دقائق) لضمان سلامة الوصلة ومنع التشوه.
- إذا كان تركيزك الأساسي هو العمل مع مواد حساسة للحرارة أو غير متشابهة: طبق ملف تسخين متعدد المراحل، مثل مرحلة تسخين مسبق منخفضة الطاقة تليها مرحلة تصعيد نهائية، لإدارة الإجهاد الحراري وضمان رابطة عالية الجودة.
في النهاية، ليس وقت اللحام بالنحاس بالحث الأمثل هو الأسرع الممكن، بل هو الأسرع الذي ينتج بشكل موثوق وصلة قوية وخالية من العيوب.
جدول الملخص:
| العامل | التأثير على وقت اللحام بالنحاس | اعتبار رئيسي |
|---|---|---|
| مصدر الطاقة (kW) | طاقة أعلى = تسخين أسرع | مطابقة الطاقة لكتلة الجزء وأهداف الإنتاج |
| التردد (kHz) | تردد عالٍ للأجزاء الصغيرة؛ منخفض للأجزاء الكبيرة | يتحكم في عمق اختراق الحرارة |
| خصائص المواد | المواد المغناطيسية تسخن بشكل أسرع؛ المواد عالية التوصيل تبدد الحرارة | يؤثر على كفاءة الطاقة |
| تصميم الملف والاقتران | الملفات المخصصة والاقتران المحكم يقللان الوقت بشكل كبير | العامل الأكثر أهمية للكفاءة |
| كتلة الجزء وهندسة الوصلة | الأجزاء الأكبر والأثقل تتطلب وقتًا أطول | الهدف هو التسخين الموحد لمنطقة الوصلة بأكملها |
هل أنت مستعد لتحسين عملية اللحام بالنحاس لديك؟
سواء كان هدفك هو الإنتاج بكميات كبيرة أو ربط تجميعات معقدة وحساسة للحرارة، فإن خبرة KINTEK في أنظمة اللحام بالنحاس بالحث يمكن أن تساعدك في تحقيق التوازن المثالي بين السرعة والجودة. نحن متخصصون في توفير معدات المختبرات والمواد الاستهلاكية المناسبة لتلبية احتياجات مختبرك المحددة.
اتصل بنا اليوم لمناقشة كيف يمكن لحلولنا أن توفر أوقات دورة أسرع، ونتائج قابلة للتكرار، ووصلات أقوى وخالية من العيوب لتطبيقاتك.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
- فرن صهر بالحث الفراغي على نطاق المختبر
- فرن صهر القوس الفراغي غير المستهلك
- فرن صهر بالحث القوسي الفراغي
يسأل الناس أيضًا
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة





