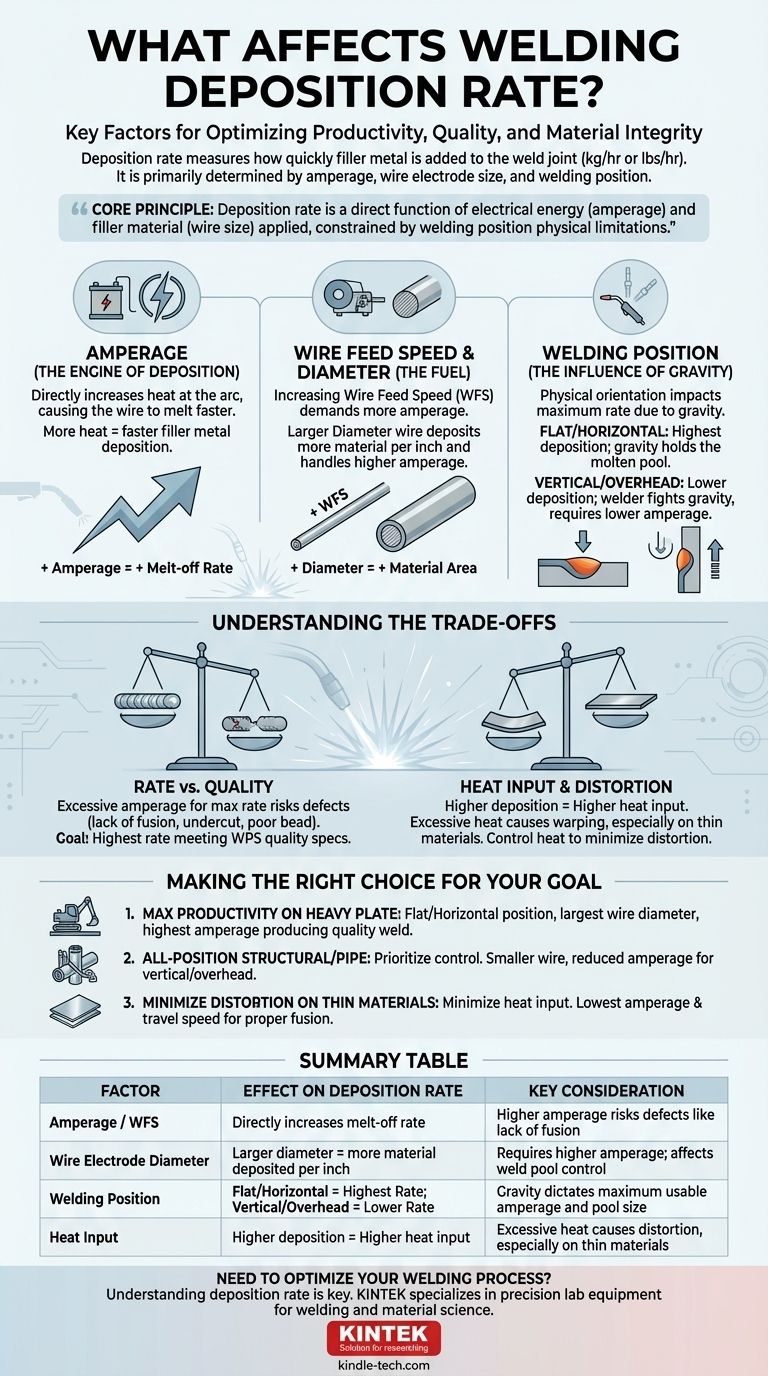
في اللحام، يتم تحديد معدل الترسيب بشكل أساسي من خلال شدة التيار، وحجم سلك القطب، ووضع اللحام. تعمل هذه العوامل معًا للتحكم في مدى سرعة ذوبان المعدن الحشو وإضافته إلى وصلة اللحام، والذي يُقاس عادةً بالكيلوجرام أو الرطل في الساعة.
المبدأ الأساسي واضح ومباشر: معدل الترسيب هو دالة مباشرة لكمية الطاقة الكهربائية التي تطبقها (شدة التيار) وكمية مادة الحشو التي يمكنك توصيلها بفعالية (حجم السلك)، وكل ذلك مقيد بالقيود الفيزيائية لوضع اللحام.

المحركات الأساسية لمعدل الترسيب
للتحكم بفعالية في عملية اللحام وتحسينها، يجب أن تفهم كيف يؤثر كل متغير أساسي على النتيجة. هذه العوامل ليست مستقلة؛ إنها جوانب مترابطة لنظام واحد.
شدة التيار (محرك الترسيب)
شدة التيار، أو التيار الكهربائي، هي العامل الأكثر أهمية الذي يؤثر على معدل ذوبان سلك القطب. فكر في الأمر كمحرك يدفع العملية بأكملها.
تؤدي زيادة شدة التيار إلى زيادة مباشرة في كمية الحرارة المتولدة عند القوس، مما يتسبب في ذوبان السلك بشكل أسرع. وينتج عن ذلك ترسيب المزيد من معدن الحشو في وصلة اللحام خلال فترة زمنية معينة.
سرعة تغذية السلك وقطره (الوقود)
في العمليات شبه الأوتوماتيكية الحديثة مثل GMAW (MIG)، ترتبط شدة التيار مباشرة بسرعة تغذية السلك (WFS). تتطلب زيادة سرعة تغذية السلك المزيد من شدة التيار من مصدر الطاقة لإذابة السلك أثناء تغذيته.
يلعب قطر سلك القطب أيضًا دورًا حاسمًا. فالسلك ذو القطر الأكبر يحتوي على مساحة مقطع عرضي أكبر، مما يعني ترسيب المزيد من المواد لكل بوصة من السلك الذي يتم تغذيته في اللحام. يمكن للأسلاك الأكبر أيضًا التعامل مع شدة تيار أعلى، مما يزيد من تأثيرها على معدل الترسيب.
وضع اللحام (تأثير الجاذبية)
يؤثر التوجيه الفيزيائي للحام بشكل عميق على أقصى معدل ترسيب يمكن تحقيقه. ويرجع ذلك في المقام الأول إلى تأثيرات الجاذبية على حوض اللحام المنصهر.
تسمح الأوضاع المسطحة والأفقية بأعلى معدلات الترسيب. في هذه الأوضاع، تساعد الجاذبية على تثبيت المعدن المنصهر في الوصلة، مما يسمح للحام باستخدام شدة تيار أعلى وإنشاء حوض لحام أكبر دون أن يتسرب أو يترهل.
وعلى العكس من ذلك، تجبر الأوضاع الرأسية والعلوية اللحام على مقاومة الجاذبية. وهذا يتطلب استخدام إعدادات شدة تيار أقل للحفاظ على حوض اللحام صغيرًا وسهل التحكم فيه، مما يقلل بطبيعته من معدل الترسيب.
فهم المقايضات
إن مجرد السعي لتحقيق أعلى معدل ترسيب ممكن هو هدف شائع ولكنه مضلل. يتطلب التحسين الحقيقي الموازنة بين السرعة والجودة والتحكم.
المعدل مقابل الجودة
يمكن أن يؤدي السعي لتحقيق أقصى قدر من الترسيب عن طريق زيادة شدة التيار بشكل مفرط إلى عيوب لحام خطيرة. يمكن أن تشمل هذه العيوب عدم الاندماج، أو النحت السفلي، أو مظهر الخرزة الرديء، وكلها تعرض سلامة اللحام للخطر.
الهدف هو إيجاد أعلى معدل ترسيب يلبي باستمرار مواصفات الجودة المطلوبة المحددة بواسطة مواصفات إجراء اللحام (WPS).
مدخلات الحرارة والتشوه
يؤدي معدل الترسيب الأعلى، المدفوع بشدة التيار العالية، إلى زيادة مباشرة في مدخلات الحرارة إلى المادة الأساسية. يمكن أن تتسبب الحرارة الزائدة في التواء وتشوه كبيرين، خاصة في المواد الرقيقة.
غالبًا ما يكون التحكم في مدخلات الحرارة هدفًا أكثر أهمية من زيادة السرعة، حيث أن تصحيح التشوه يمكن أن يكون أكثر تكلفة ويستغرق وقتًا طويلاً من اللحام الأولي.
اتخاذ القرار الصحيح لهدفك
معدل الترسيب المثالي ليس رقمًا واحدًا ولكنه هدف يعتمد على المتطلبات المحددة للوظيفة. استخدم هذه المبادئ لتوجيه إعداداتك.
- إذا كان تركيزك الأساسي هو أقصى إنتاجية على الألواح السميكة: قم باللحام في الوضع المسطح أو الأفقي، واستخدم أكبر قطر سلك عملي للمفصل، واضبط شدة التيار على أعلى مستوى لا يزال ينتج لحامًا عالي الجودة.
- إذا كان تركيزك الأساسي هو اللحام الهيكلي أو الأنابيب في جميع الأوضاع: أعط الأولوية للتحكم في حوض اللحام. وهذا يعني قبول معدل ترسيب أقل باستخدام أسلاك ذات قطر أصغر وشدة تيار مخفضة، خاصة للممرات الرأسية والعلوية.
- إذا كان تركيزك الأساسي هو تقليل التشوه في المواد الرقيقة: الهدف هو تقليل مدخلات الحرارة. استخدم أقل شدة تيار وسرعة حركة ممكنة لا تزال تحقق الاندماج المناسب، مما يؤدي إلى معدل ترسيب منخفض.
يتيح لك إتقان هذه المتغيرات تجاوز مجرد ربط المعادن والبدء في هندسة النتيجة الأكثر كفاءة وفعالية لأي تحدي لحام.
جدول الملخص:
| العامل | التأثير على معدل الترسيب | اعتبار رئيسي |
|---|---|---|
| شدة التيار / سرعة تغذية السلك | يزيد مباشرة من معدل الذوبان | شدة التيار الأعلى تعرض لخطر عيوب مثل عدم الاندماج |
| قطر سلك القطب | قطر أكبر = المزيد من المواد المترسبة لكل بوصة | يتطلب شدة تيار أعلى؛ يؤثر على التحكم في حوض اللحام |
| وضع اللحام | مسطح/أفقي = أعلى معدل؛ رأسي/علوي = معدل أقل | تحدد الجاذبية أقصى شدة تيار وحجم حوض لحام يمكن استخدامهما |
| مدخلات الحرارة | ترسيب أعلى = مدخلات حرارة أعلى | الحرارة الزائدة تسبب التشوه، خاصة في المواد الرقيقة |
هل تحتاج إلى تحسين عملية اللحام لديك؟
يعد فهم معدل الترسيب أمرًا أساسيًا للموازنة بين الإنتاجية والجودة وسلامة المواد. تعد معدات المختبر المناسبة ضرورية لتطوير إجراءات اللحام والتحقق منها.
تتخصص KINTEK في توريد معدات المختبرات الدقيقة والمواد الاستهلاكية التي تدعم اختبار المواد وتطوير العمليات. سواء كنت تبحث عن تقنيات جديدة أو تضمن مراقبة الجودة، فإننا نوفر الأدوات الموثوقة التي يحتاجها مختبرك.
اتصل بخبرائنا اليوم لمناقشة كيف يمكن لـ KINTEK دعم تحديات مختبرك في اللحام وعلوم المواد.
دليل مرئي
المنتجات ذات الصلة
- نظام معدات آلة HFCVD لطلاء النانو الماسي لقوالب السحب
- معدات ترسيب البخار الكيميائي المعزز بالبلازما الدوارة المائلة فرن أنبوبي آلة
- معدات ترسيب البخار الكيميائي CVD نظام غرفة انزلاق فرن أنبوبي PECVD مع جهاز تسييل الغاز السائل آلة PECVD
- نظام ترسيب بخار كيميائي معزز بالبلازما بترددات الراديو RF PECVD
- آلة تثبيت العينات المعدنية للمواد والمختبرات التحليلية
يسأل الناس أيضًا
- ما هو ترسيب البلازما الكيميائي بالميكروويف (MPCVD)؟ دليل لتركيب الماس عالي النقاء والمواد
- كيف يتم طلاء شيء بالماس؟ دليل لطرق نمو الترسيب الكيميائي للبخار (CVD) مقابل طرق الطلاء
- كيف يتم صنع طلاء الماس؟ دليل لطرق الترسيب الكيميائي للبخار (CVD) والترسيب الفيزيائي للبخار (PVD)
- كيف تنمو الماسات المصنوعة بتقنية الترسيب الكيميائي للبخار (CVD)؟ دليل خطوة بخطوة لإنشاء الماس المصنوع في المختبر
- كيف تحسب تغطية الطلاء؟ دليل عملي لتقدير المواد بدقة



















