للحام بالنحاس الناجح، لا يقتصر متطلب الحرارة الرئيسي على درجة حرارة واحدة بل على ملف حراري كامل. يجب تسخين التجميع إلى درجة حرارة أعلى قليلاً من نقطة انصهار معدن الحشو ولكن أقل من نقطة انصهار المواد الأساسية، والاحتفاظ بها لمدة محددة (وقت البقاء). يجب أن تتم هذه العملية في جو متحكم فيه للسماح لمعدن الحشو بالتدفق بشكل صحيح وتشكيل وصلة قوية.
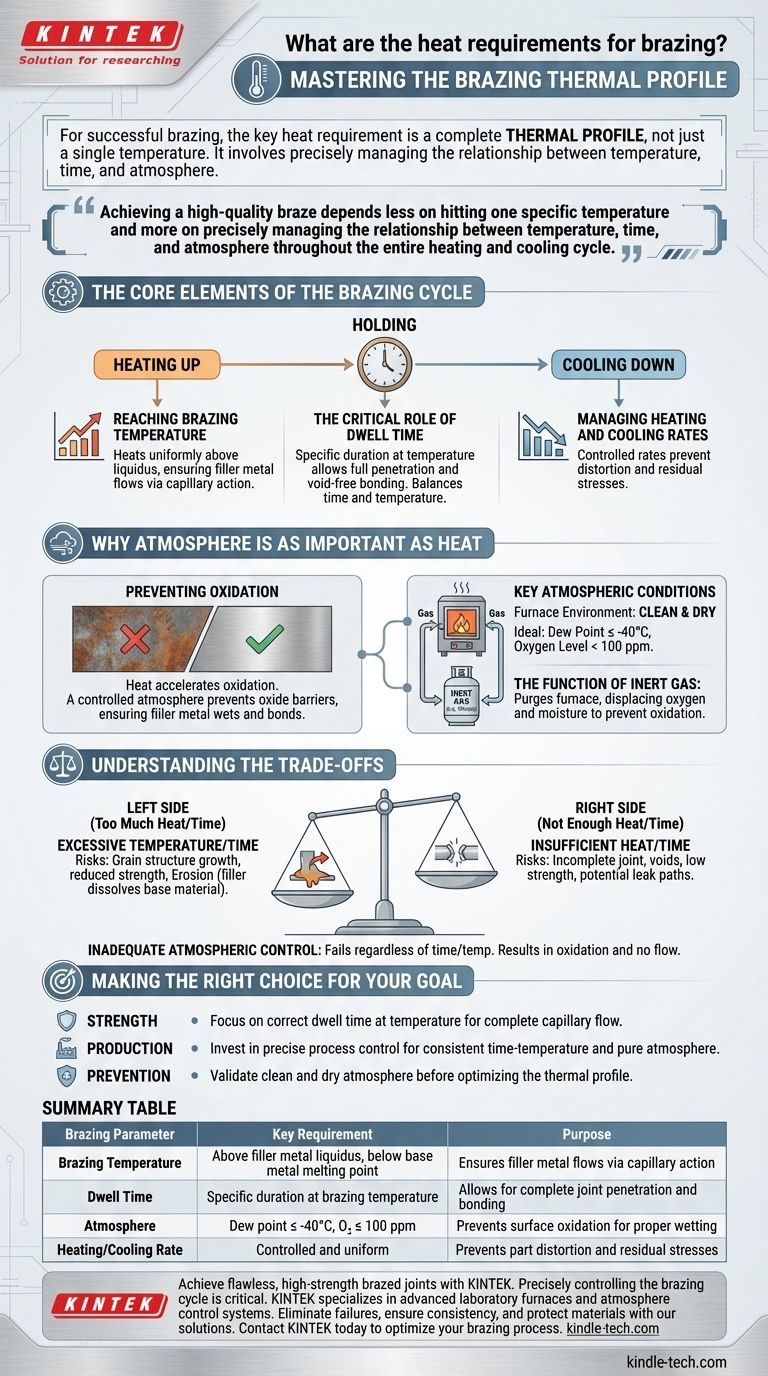
يعتمد تحقيق لحام نحاسي عالي الجودة بشكل أقل على الوصول إلى درجة حرارة محددة واحدة وأكثر على إدارة العلاقة بين درجة الحرارة والوقت والجو بدقة طوال دورة التسخين والتبريد بأكملها.
العناصر الأساسية لدورة اللحام بالنحاس
تطبيق الحرارة في اللحام بالنحاس هو عملية ديناميكية تُعرف باسم دورة اللحام بالنحاس أو الملف الحراري. وهي تتكون من أكثر من مجرد درجة حرارة قصوى.
الوصول إلى درجة حرارة اللحام بالنحاس
الهدف الأساسي هو تسخين التجميع بأكمله بشكل موحد إلى درجة حرارة اللحام بالنحاس المحددة. يتم اختيار هذه الدرجة لتكون أعلى من نقطة السيولة (النقطة التي يصبح عندها معدن الحشو سائلاً تمامًا).
يضمن ذلك أن سبيكة الحشو يمكن أن تتدفق بحرية عبر الخاصية الشعرية إلى الفجوة الضيقة بين المواد الأساسية.
الدور الحاسم لوقت البقاء
مجرد الوصول إلى درجة الحرارة ليس كافياً. يجب الاحتفاظ بالتجميع عند تلك الدرجة لمدة محددة، تُعرف باسم وقت البقاء.
هذا التوازن بين الوقت ودرجة الحرارة أمر بالغ الأهمية. يسمح وقت البقاء الكافي لمعدن الحشو السائل باختراق الوصلة بالكامل، مما يخلق رابطة خالية من الفراغات. تحسين هذا، على سبيل المثال، باستخدام أوقات بقاء أطول، يمكن أن يقلل بشكل كبير من الخردة ويحسن اتساق المنتج.
إدارة معدلات التسخين والتبريد
مدى سرعة تسخين الأجزاء (معدل الارتفاع) ومدى سرعة تبريدها هو أيضًا جزء من متطلبات الحرارة. يمكن أن يتسبب التسخين السريع أو غير المتساوي في التشوه، بينما يمكن أن يؤدي التبريد غير الصحيح إلى إجهادات متبقية تضعف التجميع النهائي.
لماذا الجو مهم مثل الحرارة
سيؤدي تطبيق الحرارة في بيئة غير متحكم فيها إلى فشل اللحام بالنحاس. تسرع الحرارة التفاعلات الكيميائية، وأهمها التحكم في الأكسدة.
منع الأكسدة
عندما تسخن المعادن الأساسية، فإنها ستشكل بسهولة أكاسيد على سطحها إذا تعرضت للهواء. تعمل طبقة الأكسيد هذه كحاجز، مما يمنع معدن الحشو السائل من "التبلل" أو الالتصاق بالمواد الأساسية.
يتطلب اللحام بالنحاس الناجح أن تكون الأسطح نظيفة تمامًا على المستوى المجهري، وهو شرط يستحيل الحفاظ عليه بالحرارة ما لم يتم التحكم في الجو.
الظروف الجوية الرئيسية
لمنع الأكسدة، يتم إجراء اللحام بالنحاس عادة في فرن ذو جو متحكم فيه. يجب أن تكون البيئة نظيفة وجافة.
غالبًا ما تتضمن الظروف المثالية نقطة ندى تبلغ -40 درجة مئوية أو أقل (مما يشير إلى بخار ماء منخفض جدًا) ومستوى أكسجين أقل من 100 جزء في المليون (ppm).
وظيفة الغاز الخامل
عادة ما يتم إنشاء هذه البيئة الواقية عن طريق تطهير الفرن بغاز خامل، وهو في الغالب النيتروجين. يزيح هذا الغاز الأكسجين والرطوبة، مما يضمن أن الحرارة يمكن أن تؤدي وظيفتها دون التسبب في أكسدة مدمرة.
فهم المفاضلات
يتطلب تحسين دورة اللحام بالنحاس موازنة العوامل المتنافسة. يؤدي الانحراف عن المعايير المثالية إلى مخاطر كبيرة.
الكثير من الحرارة أو الوقت
يمكن أن تكون درجة الحرارة الزائدة أو وقت البقاء الطويل جدًا مدمرة. يمكن أن تتسبب في نمو بنية حبيبات المعدن الأساسي، مما يقلل من قوته. في بعض الحالات، يمكن أن يؤدي ذلك حتى إلى تآكل، حيث يبدأ معدن الحشو السائل في إذابة المادة الأساسية.
ليس بما فيه الكفاية من الحرارة أو الوقت
عدم كفاية الحرارة أو وقت البقاء هو سبب أكثر شيوعًا للفشل. إذا لم يصبح معدن الحشو سائلاً تمامًا أو لم يكن لديه الوقت للتدفق، فستكون الوصلة غير مكتملة. يؤدي هذا إلى فراغات وقوة منخفضة ومسارات تسرب محتملة.
عدم كفاية التحكم في الجو
إذا فشلت الضوابط الجوية - على سبيل المثال، إذا كانت نقطة الندى مرتفعة جدًا أو تسرب الأكسجين إلى الفرن - فسيفشل اللحام بالنحاس بغض النظر عن إعدادات الوقت ودرجة الحرارة. ستتأكسد الأجزاء، ولن يتدفق معدن الحشو إلى الوصلة.
اتخاذ القرار الصحيح لهدفك
يتطلب تحقيق لحام نحاسي مثالي نظرة شاملة للعملية. ستحدد أولويتك المحددة أين تركز انتباهك.
- إذا كان تركيزك الأساسي هو قوة الوصلة وسلامتها: ركز على تحقيق وقت البقاء الصحيح عند درجة حرارة تضمن أن معدن الحشو سائل تمامًا، مما يسمح بالتدفق الشعري الكامل.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات كبيرة وتقليل الخردة: استثمر في التحكم الدقيق في العملية للحفاظ على ملف تعريف ثابت للوقت ودرجة الحرارة وجو فرن نقي لكل دورة.
- إذا كان تركيزك الأساسي هو منع فشل الأجزاء: تأكد من أن جو الفرن الخاص بك تم التحقق من نظافته وجفافه (نقطة ندى منخفضة، O₂ منخفض) قبل البدء في تحسين الملف الحراري.
في النهاية، يتطلب إتقان اللحام بالنحاس التعامل مع الحرارة والوقت والجو كنظام مترابط، وليس كمتغيرات منفصلة.
جدول الملخص:
| معلمة اللحام بالنحاس | المتطلب الرئيسي | الغرض |
|---|---|---|
| درجة حرارة اللحام بالنحاس | أعلى من نقطة سيولة معدن الحشو، أقل من نقطة انصهار المعدن الأساسي | يضمن تدفق معدن الحشو عبر الخاصية الشعرية |
| وقت البقاء | مدة محددة عند درجة حرارة اللحام بالنحاس | يسمح باختراق الوصلة بالكامل والترابط |
| الجو | نقطة الندى ≤ -40 درجة مئوية، O₂ ≤ 100 جزء في المليون | يمنع أكسدة السطح للتبلل الصحيح |
| معدل التسخين/التبريد | متحكم فيه وموحد | يمنع تشوه الأجزاء والإجهادات المتبقية |
حقق وصلات لحام نحاسي خالية من العيوب وعالية القوة مع KINTEK.
التحكم الدقيق في دورة اللحام بالنحاس - درجة الحرارة والوقت والجو - أمر بالغ الأهمية لسلامة منتجك وعائد الإنتاج. تتخصص KINTEK في أفران المختبرات المتقدمة وأنظمة التحكم في الجو المصممة خصيصًا لعمليات اللحام بالنحاس الموثوقة والقابلة للتكرار.
تساعدك حلولنا على:
- القضاء على فشل الوصلات والخردة من خلال الحفاظ على نقاء الجو الأمثل (نقطة ندى منخفضة، O₂ منخفض).
- ضمان نتائج متسقة دفعة بعد دفعة مع تحديد دقيق للملف الحراري.
- حماية المواد الأساسية الخاصة بك من مشاكل مثل التآكل ونمو الحبيبات.
سواء كانت أولويتك هي قوة الوصلة القصوى أو كفاءة الإنتاج بكميات كبيرة، فإن KINTEK لديها الخبرة والمعدات لتلبية احتياجات مختبرك في اللحام بالنحاس.
اتصل بـ KINTEK اليوم لمناقشة كيف يمكن لمعدات مختبرنا تحسين عملية اللحام بالنحاس لديك.
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- هل يمكن استخدام اللحام بالنحاس للأغراض المعدنية الحديدية؟ نعم، وإليك كيفية ضمان وصلة قوية.
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
