في جوهرها، تتكون عملية اللحام بالنحاس من ست خطوات أساسية: تحضير السطح، التجميع، التسخين، تدفق المعدن المالئ، التبريد، والتشطيب بعد اللحام. بينما الخطوات عالمية، يتحدد النجاح بالتحكم الدقيق في المتغيرات مثل درجة الحرارة، الوقت، والجو لخلق رابطة معدنية قوية بين المكونات.
مفتاح النجاح في اللحام بالنحاس ليس مجرد اتباع قائمة تحقق، بل فهم أن كل خطوة هي فرصة للتحكم في الجودة النهائية للوصلة. العملية أقل عن التجميع وأكثر عن علم المواد في العمل.

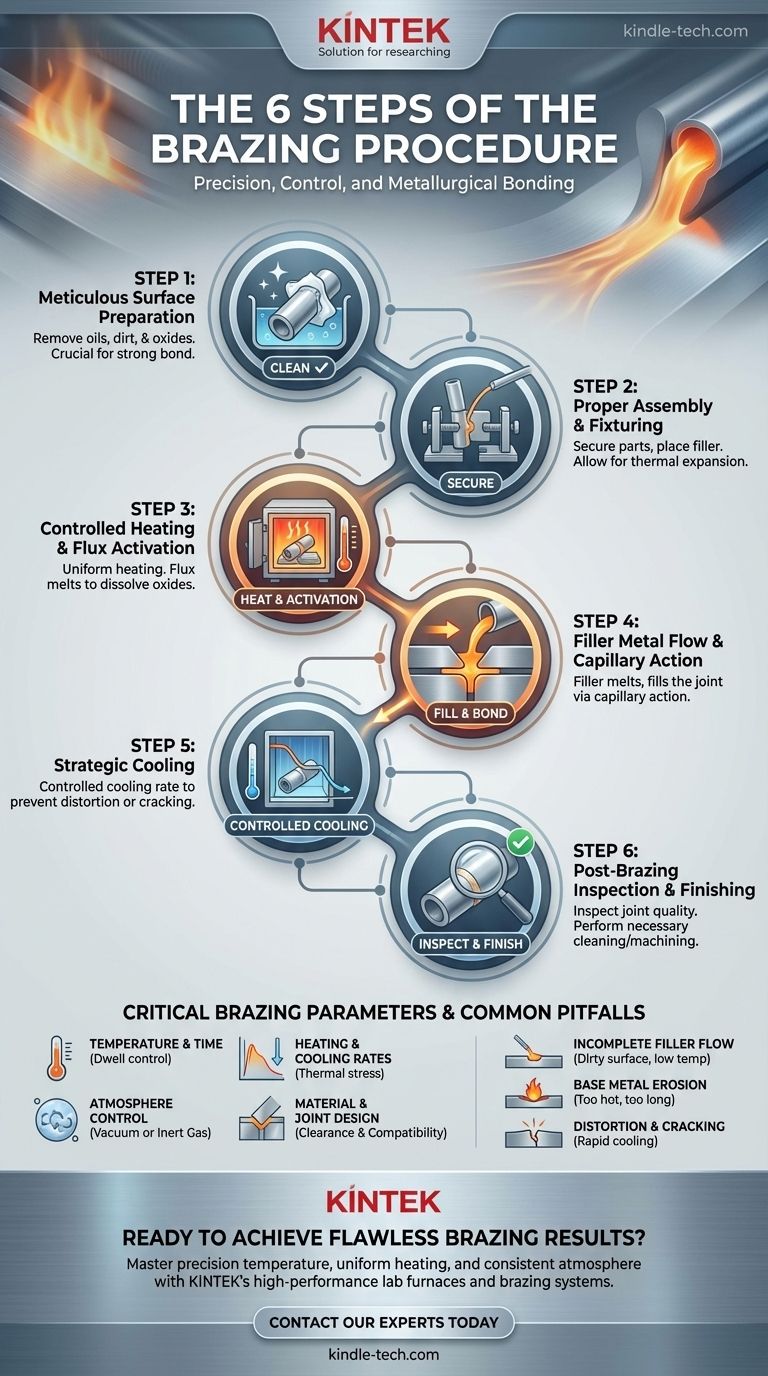
الخطوات الست الأساسية لعملية اللحام بالنحاس
تنتج الوصلة الملحومة بالنحاس الناجحة عن عملية منضبطة ومتحكم بها جيدًا. كل خطوة تبني على سابقتها، وأي فشل في مرحلة مبكرة سيعرض النتيجة بأكملها للخطر.
الخطوة 1: التحضير الدقيق للسطح
قبل حدوث أي تسخين، يجب أن تكون أسطح المكونات المراد ربطها (المعادن الأساسية) نظيفة تمامًا. هذه هي الخطوة الأكثر أهمية لضمان رابطة قوية.
يتضمن ذلك إزالة أي زيوت أو شحوم أو أوساخ، والأهم من ذلك، الأكاسيد. الأكاسيد هي طبقات غير معدنية تمنع المعدن المالئ من التبلل والالتصاق بالمعدن الأساسي. قد يتضمن التنظيف طرقًا كيميائية، مثل استخدام محلول قلوي، أو طرقًا ميكانيكية مثل السفع الكاشط.
الخطوة 2: التجميع والتثبيت الصحيح
يتم بعد ذلك تجميع الأجزاء النظيفة في تشكيلها النهائي. يتم وضع المعدن المالئ للحام بالنحاس، على شكل سلك أو معجون أو شكل مُشكل مسبقًا، عند الوصلة أو بالقرب منها.
يجب تثبيت المكونات بإحكام في مكانها طوال دورة التسخين والتبريد. يجب تصميم المثبتات للسماح بالتمدد الحراري ولتقليل الإجهاد على الأجزاء.
الخطوة 3: التسخين المتحكم به وتنشيط التدفق
يتم تسخين التجميع بالكامل بشكل موحد. مع ارتفاع درجة الحرارة، سيتم تنشيط أي تدفق مطبق.
على سبيل المثال، في لحام الألومنيوم بالنحاس، يذوب التدفق بين 565-572 درجة مئوية (1049-1062 درجة فهرنهايت). يقوم هذا التدفق المنصهر بتكسير وإذابة أي أكاسيد سطحية متبقية أو حديثة التكوين، مما يهيئ المعدن للمادة المالئة.
الخطوة 4: تدفق المعدن المالئ والخاصية الشعرية
عندما يصل التجميع إلى درجة حرارة اللحام بالنحاس، يذوب المعدن المالئ وينجذب إلى الفجوة بين المكونات من خلال ظاهرة تسمى الخاصية الشعرية.
يجب أن تكون درجة الحرارة هذه أعلى من نقطة انصهار المعدن المالئ ولكن أقل من نقطة انصهار المعادن الأساسية. في لحام الألومنيوم بالنحاس، يحدث هذا عادة بين 577-600 درجة مئوية (1071-1112 درجة فهرنهايت). الهدف هو أن يملأ المعدن المالئ الوصلة بالكامل.
الخطوة 5: التبريد الاستراتيجي
بمجرد أن يملأ المعدن المالئ الوصلة، يجب تبريد التجميع إلى درجة حرارة الغرفة. معدل التبريد هو معلمة حرجة.
قد يؤدي التبريد السريع جدًا إلى إجهاد حراري، مما يؤدي إلى تشوه أو تشقق. يُفضل عمومًا دورة تبريد بطيئة ومتحكم بها لضمان الاستقرار الأبعاد وسلامة الجزء النهائي.
الخطوة 6: الفحص والتشطيب بعد اللحام بالنحاس
بعد التبريد، تتم إزالة الأجزاء من الفرن. يتم فحصها للتأكد من جودة الوصلة، والتأكد من أن المعدن المالئ قد تدفق بشكل صحيح وخلق رابطة مستمرة.
اعتمادًا على التطبيق، قد تكون هناك حاجة لعمليات ما بعد اللحام بالنحاس. يمكن أن تشمل هذه إزالة التدفق، المعالجة الحرارية لاستعادة خصائص المواد، التشغيل الآلي، أو التشطيب السطحي.
فهم معلمات اللحام بالنحاس الحرجة
مجرد تنفيذ الخطوات الست لا يكفي. تأتي الجودة الحقيقية من إتقان المعلمات التي تؤثر على النتيجة.
درجة الحرارة والوقت
المعلمتان الأكثر أهمية هما درجة حرارة البقاء ووقت البقاء—مدى سخونة التجميع ومدة بقائه عند تلك الدرجة الحرارة. وقت أو درجة حرارة قليلة جدًا ولن يتدفق المعدن المالئ؛ كثير جدًا وتخاطر بإتلاف المعادن الأساسية.
معدلات التسخين والتبريد
تؤثر السرعة التي تسخن وتبرد بها التجميع بشكل مباشر على الإجهاد الحراري. بالنسبة للأشكال المعقدة أو المواد غير المتشابهة، تعد المعدلات البطيئة والموحدة ضرورية لمنع التشوه.
التحكم في الجو
يجب أن يتم اللحام بالنحاس في جو متحكم به لمنع الأكسدة السريعة لأسطح المعدن الساخنة. يتم تحقيق ذلك إما باستخدام تدفق كيميائي (يغطي الوصلة) أو عن طريق إجراء العملية في فرن تفريغ أو جو من الغاز الخامل.
تصميم المواد والوصلات
يجب أن يكون اختيار المعادن الأساسية والمعدن المالئ والتدفق متوافقًا. علاوة على ذلك، يتم تصميم الفجوة أو الخلوص في الوصلة لتعزيز الخاصية الشعرية. واسعة جدًا، ولن يسد المعدن المالئ الفجوة؛ ضيقة جدًا، ولا يمكن أن يتدفق فيها.
المزالق الشائعة وسبب حدوثها
فهم ما يمكن أن يحدث خطأ يوفر نظرة ثاقبة حول كيفية جعله صحيحًا. يمكن إرجاع معظم حالات فشل اللحام بالنحاس إلى نقص التحكم في معلمة رئيسية.
تدفق غير مكتمل للمعدن المالئ
هذا هو العيب الأكثر شيوعًا ويكاد يكون دائمًا ناتجًا عن عدم كفاية التنظيف أو درجة الحرارة غير المناسبة. إذا كانت الأكاسيد موجودة، لا يمكن للمعدن المالئ أن يبلل السطح. إذا كانت درجة الحرارة منخفضة جدًا، فسيكون المعدن المالئ بطيئًا ولن ينجذب إلى الوصلة.
تآكل المعدن الأساسي
إذا كانت درجة حرارة البقاء عالية جدًا أو كان وقت البقاء طويلاً جدًا، يمكن أن يبدأ المعدن المالئ في التفاعل مع المعدن الأساسي وتآكله. هذا يضعف المكونات ويمكن أن يدمر الجزء.
التشوه والتشقق
عادة ما تحدث هذه الأعطال بسبب سوء الإدارة الحرارية. يؤدي التبريد السريع أو غير المنتظم إلى إجهادات داخلية تشوه أو تشقق التجميع، خاصة عند الوصلة الملحومة بالنحاس.
تحسين عملية اللحام بالنحاس الخاصة بك
ستحدد أهدافك المحددة المعلمات التي تتطلب أكبر قدر من التركيز. يجب عليك دائمًا تحديد عمليتك المثلى من خلال الاختبار التجريبي.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة: أعط الأولوية للتحضير الدقيق للسطح وتأكد من أن الوصلة بأكملها تصل إلى درجة حرارة اللحام بالنحاس الصحيحة والموحدة.
- إذا كان تركيزك الأساسي هو الاستقرار الأبعاد: تحكم في معدلات التسخين والتبريد بعناية فائقة واستخدم مثبتات مصممة جيدًا تسمح بالتمدد الحراري.
- إذا كان تركيزك الأساسي هو التكرارية عالية الحجم: وثق ووحّد كل معلمة، من تركيز محلول التنظيف إلى ملفات تعريف درجة حرارة الفرن ومعدلات التبريد.
من خلال الانتقال من مجرد اتباع الخطوات إلى التحكم النشط في المعلمات الأساسية، تكتسب إتقانًا لعملية اللحام بالنحاس وتضمن نتيجة عالية الجودة في كل مرة.
جدول الملخص:
| الخطوة | الإجراء الرئيسي | الغرض |
|---|---|---|
| 1. تحضير السطح | تنظيف المعادن الأساسية من الزيوت والأوساخ والأكاسيد | ضمان قدرة المعدن المالئ على التبلل والالتصاق بالسطح |
| 2. التجميع والتثبيت | وضع الأجزاء والمعدن المالئ؛ تثبيتها بالمثبتات | تثبيت المكونات في مكانها أثناء الدورات الحرارية |
| 3. التسخين وتنشيط التدفق | تسخين التجميع بشكل موحد؛ تنشيط التدفق | إذابة التدفق لإذابة الأكاسيد؛ الوصول إلى درجة حرارة اللحام بالنحاس |
| 4. تدفق المعدن المالئ | يذوب المعدن المالئ ويتدفق عبر الخاصية الشعرية | ملء فجوة الوصلة بالكامل لتشكيل رابطة مستمرة |
| 5. التبريد | التحكم في معدل التبريد إلى درجة حرارة الغرفة | تقليل الإجهاد الحراري والتشوه والتشقق |
| 6. التشطيب بعد اللحام بالنحاس | فحص الوصلة وإجراء أي تنظيف/تشغيل آلي ضروري | ضمان جودة الوصلة وسلامة الجزء النهائي |
هل أنت مستعد لتحقيق نتائج لحام بالنحاس لا تشوبها شائبة؟ المعدات المناسبة حاسمة للتحكم الدقيق في درجة الحرارة، والتسخين الموحد، وإدارة الجو المتسقة.
تتخصص KINTEK في أفران المختبرات عالية الأداء وأنظمة اللحام بالنحاس المصممة للموثوقية والتكرارية. سواء كنت تعمل في البحث والتطوير أو الإنتاج بكميات كبيرة، تساعدك حلولنا على إتقان معلمات مثل وقت البقاء، ومعدلات التسخين/التبريد، والتحكم في الجو.
دعنا نحسن عملية اللحام بالنحاس الخاصة بك معًا. اتصل بخبرائنا اليوم لمناقشة احتياجات تطبيقك المحددة.
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن معالجة حرارية بالفراغ من الموليبدينوم
- فرن معالجة حرارية وتلبيد التنجستن بالفراغ بدرجة حرارة 2200 درجة مئوية
- فرن معالجة حرارية بالفراغ وفرن صهر بالحث المغناطيسي
- فرن تفحيم الجرافيت عالي الموصلية الحرارية
يسأل الناس أيضًا
- هل يعمل اللحام بالنحاس الأصفر (Brazing) على الحديد الزهر؟ طريقة منخفضة المخاطر لإصلاح المسبوكات المعقدة
- ما الفرق بين اللحام واللحام بالنحاس في الفراغ؟ اختر طريقة الربط الصحيحة لمشروعك
- ما هي تكلفة فرن اللحام الفراغي؟ دليل للعوامل الرئيسية واستراتيجية الاستثمار
- ما هما معدنان مختلفان يمكن ربطهما معًا باللحام بالنحاس؟ شرح الفولاذ والنحاس
- ما هو أحد الأسباب التي تجعل اللحام بالنحاس (Brazing) مفضلاً على طرق الوصل الأخرى؟ وصل المواد المتباينة دون صهرها



















