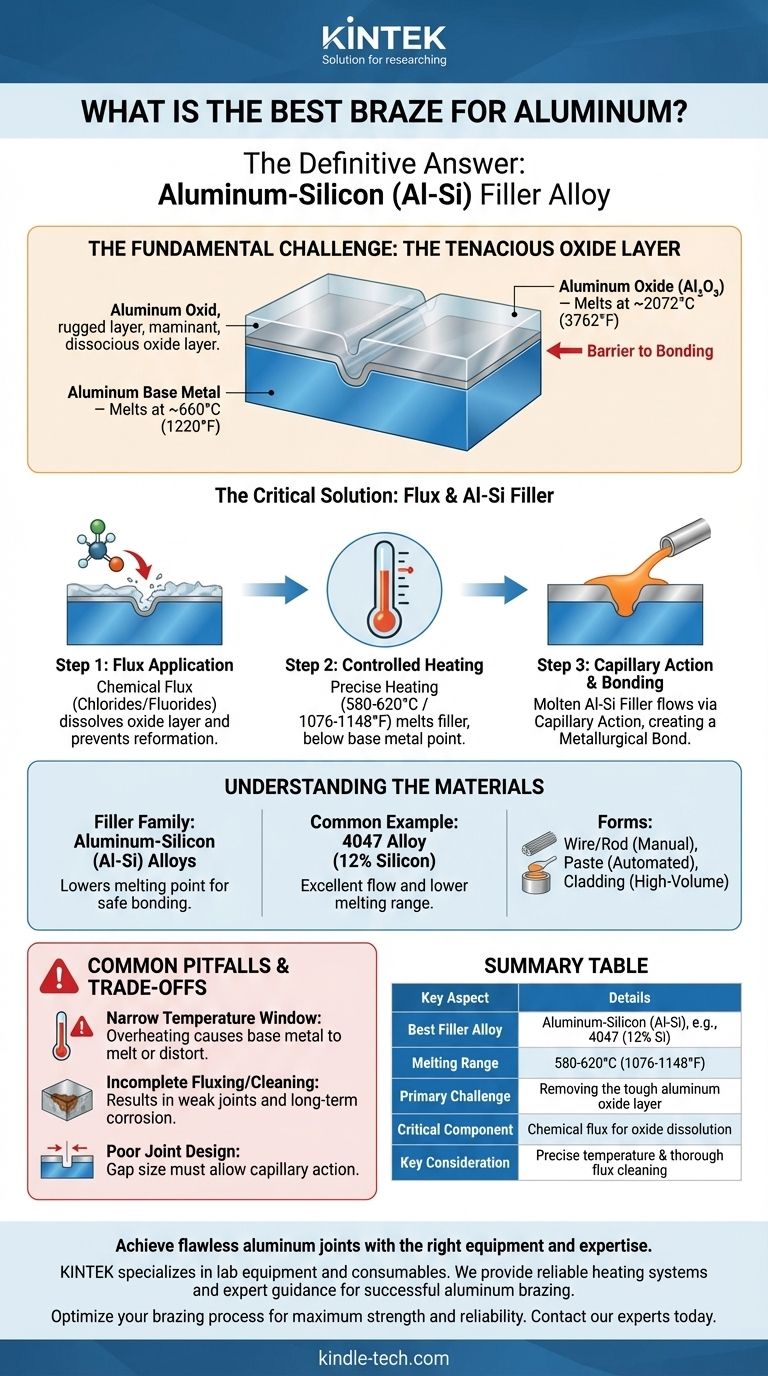
أفضل وأكثر مواد اللحام بالنحاس شيوعًا للألمنيوم هي سبائك الحشو من الألومنيوم والسيليكون (Al-Si). تم تصميم هذه السبائك خصيصًا بنقطة انصهار أقل من أجزاء الألمنيوم الأساسية التي تقوم بتوصيلها، ولكنها عالية بما يكفي لإنشاء رابطة قوية ودائمة. ومع ذلك، فإن الخيار "الأفضل" الحقيقي هو نظام يجمع بين معدن الحشو المناسب والتدفق الصحيح وطريقة التسخين الدقيقة للتغلب على التحديات الكيميائية الفريدة للألمنيوم.
التحدي الأساسي في لحام الألمنيوم بالنحاس ليس عملية التوصيل نفسها، بل هو هزيمة طبقة أكسيد الألومنيوم القاسية وعالية الحرارة التي تتشكل على سطحه على الفور. أفضل نهج للحام بالنحاس هو الذي يزيل بفعالية طبقة الأكسيد هذه، مما يسمح لمعدن الحشو بتكوين رابطة معدنية مباشرة مع الألمنيوم النظيف الموجود تحته.

التحدي الأساسي: أكسيد الألومنيوم
قبل اختيار معدن الحشو، يجب أن تفهم العقبة الأساسية في توصيل الألمنيوم. إنها حاجز كيميائي يحدد العملية بأكملها.
طبقة الأكسيد العنيدة
الألومنيوم معدن شديد التفاعل. في اللحظة التي يتعرض فيها للهواء، فإنه يشكل طبقة صلبة وشفافة وخاملة كيميائيًا من أكسيد الألومنيوم (Al₂O₃).
طبقة الأكسيد هذه ذاتية الشفاء، حيث تتشكل مرة أخرى على الفور إذا تم خدشها أو إزالتها.
لماذا يمثل هذا الأكسيد مشكلة
نقطة انصهار طبقة أكسيد الألومنيوم تبلغ حوالي 2072 درجة مئوية (3762 درجة فهرنهايت). هذا أعلى بكثير من نقطة انصهار معدن الألمنيوم الأساسي نفسه، والتي تبلغ حوالي 660 درجة مئوية (1220 درجة فهرنهايت).
لا يمكنك اللحام بالنحاس عبر هذا الحاجز الأكسيدي. سيتكتل معدن الحشو ببساطة على السطح، رافضًا "التبليل" أو الارتباط بالألمنيوم الموجود تحته.
الدور الحاسم للتدفق (Flux)
لحل هذه المشكلة، يتطلب اللحام بالنحاس تدفقًا (Flux). التدفق هو مركب كيميائي عدواني، عادة ما يكون مزيجًا من الكلوريدات والفلوريدات، يقوم بوظيفتين حاسمتين.
أولاً، يهاجم كيميائيًا ويذيب طبقة الأكسيد أثناء تسخين الجزء. ثانيًا، يحمي منطقة الوصلة المنظفة من الأكسجين، مما يمنع الأكسيد من إعادة التشكيل ويسمح لمعدن الحشو المنصهر بالتدفق بحرية.
فهم مواد لحام الألمنيوم بالنحاس
إن "عملية اللحام بالنحاس" نفسها هي مزيج من معدن حشو محدد وتدفق مطابق.
عائلة حشوات الألومنيوم والسيليكون (Al-Si)
المعيار الصناعي للحام الألمنيوم بالنحاس هو عائلة سبائك الألومنيوم والسيليكون. إضافة السيليكون إلى الألمنيوم تقلل بشكل فعال من نقطة انصهاره.
تم تصميم معادن الحشو هذه لتذوب في نافذة دقيقة، عادة ما تكون بين 580-620 درجة مئوية (1076-1148 درجة فهرنهايت). هذه الدرجة حرارة عالية بما يكفي للترابط القوي ولكنها آمنة تحت نقطة انصهار معظم سبائك الألمنيوم الأساسية الشائعة.
مثال على سبيكة شائعة: 4047
أحد الأمثلة الرئيسية هو سبيكة 4047، التي تحتوي على حوالي 12٪ سيليكون. نقطة انصهارها المنخفضة وخصائص التدفق الممتازة تجعلها واحدة من أكثر معادن الحشو استخدامًا لسبائك اللحام بالنحاس مثل 6061 و 3003.
أشكال مادة الحشو
يمكن تطبيق معدن الحشو والتدفق بعدة طرق، اعتمادًا على عملية التصنيع:
- سلك/قضيب: للحام اليدوي بالشعلة، غالبًا ما يكون مغطى بالتدفق.
- معجون: مزيج من مسحوق معدن الحشو والتدفق يمكن توزيعه بدقة.
- تكسية (Cladding): صفائح لحام بالنحاس حيث يتم ربط طبقة رقيقة من سبيكة الحشو معدنيًا بسبائك أساسية مركزية. هذا شائع في الإنتاج بكميات كبيرة، مثل مشعات السيارات.
المزالق والمقايضات الشائعة
النجاح في لحام الألمنيوم بالنحاس يتطلب فهم نافذة عمليته الضيقة ونقاط الفشل المحتملة.
نافذة درجة الحرارة الضيقة
التحدي الأكبر هو التحكم في درجة الحرارة. نقطة انصهار حشو Al-Si أقل بقليل من نقطة انصهار المادة الأساسية.
قد يؤدي ارتفاع درجة الحرارة ولو بهامش صغير إلى ترهل الجزء بأكمله أو تشوهه أو انصهاره بالكامل. التسخين الدقيق والموحد ضروري للغاية.
التدفق غير المكتمل أو التنظيف غير الكافي
يجب أن يكون التدفق موجودًا في كل مكان يُقصد أن يتدفق إليه اللحام. أي منطقة يتم تفويتها ستحتفظ بطبقة الأكسيد الخاصة بها، مما يؤدي إلى وصلة غير مكتملة أو فاشلة.
علاوة على ذلك، فإن معظم التدفقات الفعالة أكالة للغاية. بعد اللحام بالنحاس، يجب تنظيف جميع بقايا التدفق جيدًا من الجزء، عادةً بالماء الساخن والفرك، لمنع التآكل طويل الأمد الذي يمكن أن يدمر التجميع.
تصميم وصلة سيئ
يعتمد اللحام بالنحاس على الخاصية الشعرية لسحب معدن الحشو المنصهر إلى الفجوة بين الجزأين.
إذا كانت الفجوة كبيرة جدًا، فستكون الخاصية الشعرية ضعيفة جدًا لملء الوصلة. إذا كانت الفجوة صغيرة جدًا، فقد لا يتمكن التدفق والحشو من اختراقها، مما يؤدي إلى فراغات ورابطة ضعيفة.
اتخاذ الخيار الصحيح لهدفك
اختيار "أفضل" لحام بالنحاس يدور حول مطابقة المواد والعملية لهدفك المحدد.
- إذا كان تركيزك الأساسي هو توصيل سبائك الألمنيوم الشائعة (مثل 6061 أو 3003): فإن حشو Al-Si مثل 4047 هو المعيار الصناعي وأفضل نقطة بداية لك، مقترنًا بتدفق كيميائي مناسب.
- إذا كنت تنتج تجميعات معقدة مثل المبادلات الحرارية: فكر في استخدام صفائح لحام مكسوة، والتي توفر التطبيق الأكثر اتساقًا وموثوقية لمعدن الحشو.
- إذا كنت تقوم بإجراء إصلاحات يدوية أو نماذج أولية باستخدام شعلة: استخدم قضيب لحام بالنحاس مغطى بالتدفق أو به قلب من التدفق وركز على ممارسة تطبيق حرارة متساوٍ لتجنب صهر الجزء الأساسي.
- إذا كانت الموثوقية طويلة الأمد هي أولويتك القصوى: يجب أن تتضمن عمليتك خطوة تنظيف صارمة ومُعتمدة بعد اللحام بالنحاس لإزالة جميع بقايا التدفق المسببة للتآكل تمامًا.
في نهاية المطاف، يعتمد اللحام الناجح للألمنيوم بالنحاس على نظام خاضع للرقابة يضم الحشو والتدفق والحرارة المناسبة، بدلاً من الاعتماد على سبيكة واحدة "أفضل".
جدول ملخص:
| الجانب الرئيسي | التفاصيل |
|---|---|
| أفضل سبيكة حشو | ألومنيوم-سيليكون (Al-Si)، على سبيل المثال، 4047 (12٪ سيليكون) |
| نطاق الانصهار | 580-620 درجة مئوية (1076-1148 درجة فهرنهايت) |
| التحدي الأساسي | إزالة طبقة أكسيد الألومنيوم القاسية (تنصهر عند حوالي 2072 درجة مئوية) |
| المكون الحاسم | تدفق كيميائي (كلوريدات/فلوريدات) لإذابة الأكسيد ومنع إعادة التشكيل |
| الأشكال الشائعة | سلك/قضيب، معجون، أو صفائح لحام مكسوة |
| الاعتبار الرئيسي | التحكم الدقيق في درجة الحرارة والتنظيف الشامل بعد اللحام بالنحاس ضروريان |
احصل على مفاصل ألومنيوم خالية من العيوب باستخدام المعدات والخبرة المناسبة.
يتطلب لحام الألمنيوم بالنحاس تحكمًا دقيقًا في درجة الحرارة وفهمًا عميقًا لعلوم المواد لتجنب المخاطر الشائعة مثل انصهار المعدن الأساسي أو تآكل التدفق.
تتخصص KINTEK في معدات المختبرات والمواد الاستهلاكية، وتخدم الاحتياجات المخبرية. نحن نوفر أنظمة التسخين الموثوقة والتوجيه الخبير اللازمين للحام الألمنيوم بالنحاس بنجاح، سواء كنت في مجال البحث والتطوير أو النماذج الأولية أو الإنتاج.
دعنا نساعدك في تحسين عملية اللحام بالنحاس لتحقيق أقصى قدر من القوة والموثوقية.
اتصل بخبرائنا اليوم لمناقشة تطبيقك المحدد والعثور على الحل المثالي لمختبرك.
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
