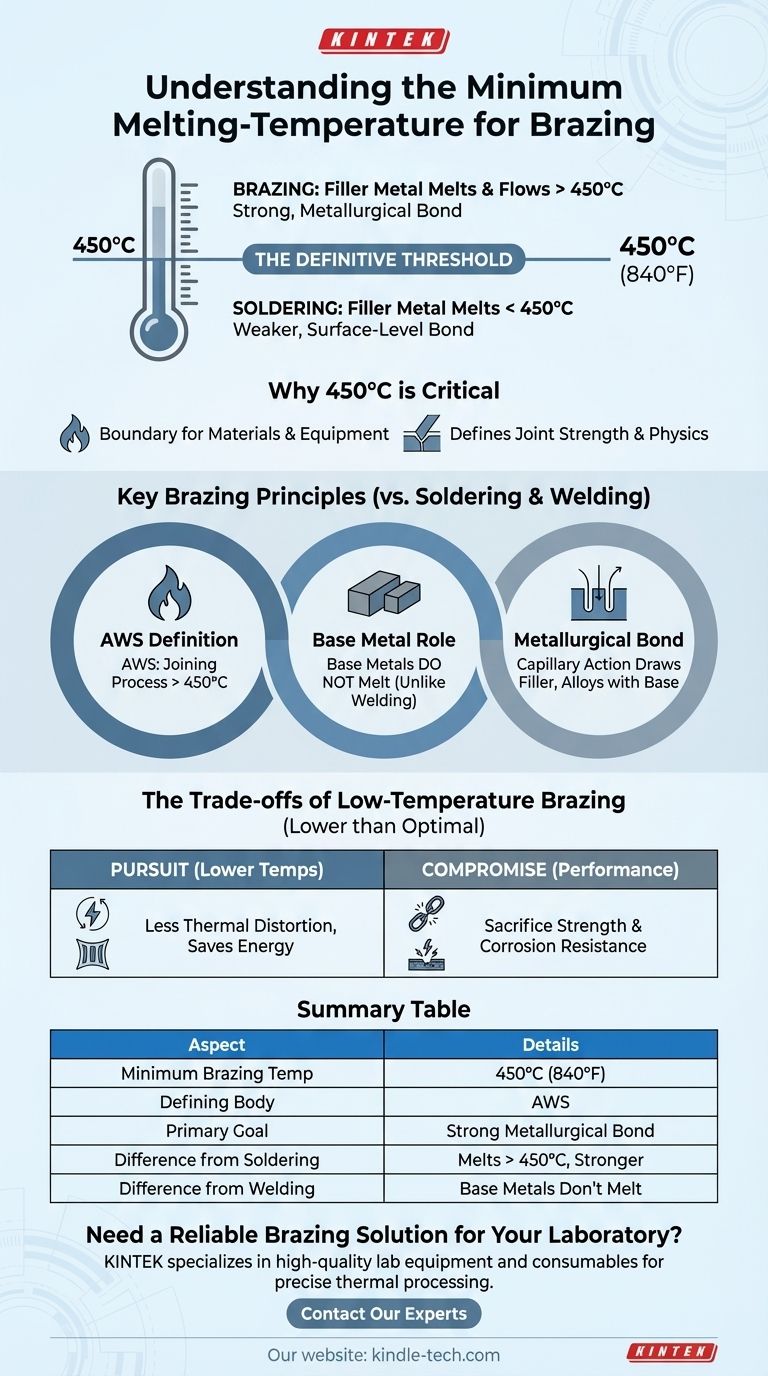
الحد الأدنى المحدد لدرجة حرارة الانصهار لمادة حشو لتصنيفها ضمن اللحام بالنحاس هو 450 درجة مئوية (840 درجة فهرنهايت). هذه الدرجة هي الخط الفاصل المعترف به دوليًا الذي يفصل اللحام بالنحاس عن عملية اللحام بالقصدير ذات درجة الحرارة المنخفضة. لكي تُعتبر العملية لحامًا بالنحاس، يجب أن يذوب معدن الحشو ويتدفق فوق هذه النقطة، ولكن دائمًا أقل من نقطة انصهار المعادن الأساسية التي يتم ربطها.
المبدأ الأساسي ليس درجة الحرارة نفسها فحسب، بل ما تمثله. تميز عتبة 450 درجة مئوية (840 درجة فهرنهايت) اللحام بالنحاس – وهي عملية تخلق وصلة قوية مترابطة معدنيًا عن طريق الخاصية الشعرية – عن اللحام بالقصدير، الذي ينتج عادةً رابطة أضعف على مستوى السطح.

لماذا تعتبر 450 درجة مئوية هي العتبة الحرجة
فهم هذه الدرجة الحرارية المحددة يكشف عن الفيزياء الأساسية التي تحدد عملية الربط بأكملها. إنها الشرط الحدودي الذي يملي المواد والمعدات وقوة التجميع النهائية الناتجة.
تعريف اللحام بالنحاس مقابل اللحام بالقصدير
تُعرّف الجمعية الأمريكية للحام (AWS) اللحام بالنحاس رسميًا على أنه مجموعة من عمليات الربط التي تستخدم معدن حشو بدرجة حرارة سائلة (انصهار) أعلى من 450 درجة مئوية (840 درجة فهرنهايت).
على العكس من ذلك، فإن أي عملية مماثلة تستخدم معدن حشو يذوب أقل من هذه الدرجة الحرارية تُعرّف على أنها لحام بالقصدير. هذا التمييز حاسم لاختيار المواد والمواصفات الهندسية.
دور المعدن الأساسي
المبدأ الأساسي للحام بالنحاس هو أن المعادن الأساسية التي يتم ربطها لا تذوب. تعتمد العملية على تسخين الوصلة إلى درجة حرارة عالية بما يكفي لإذابة سبيكة الحشو، ولكن منخفضة بما يكفي للحفاظ على الأجزاء الأصلية – مثل الفولاذ أو النحاس أو النحاس الأصفر – صلبة.
هذا هو الاختلاف الأساسي بين اللحام بالنحاس واللحام، حيث يتم صهر المعادن الأساسية ودمجها معًا.
كيف تتكون الرابطة المعدنية
الحرارة المستخدمة في اللحام بالنحاس (أعلى من 450 درجة مئوية) كافية لإنشاء رابطة معدنية قوية بين الحشو والمعادن الأساسية.
عند درجات الحرارة هذه، ينجذب معدن الحشو السائل إلى الوصلة الضيقة عن طريق الخاصية الشعرية. ثم يتحد مع طبقة رقيقة من المعدن الأساسي، مما يخلق رابطة دائمة عند التبريد تكون غالبًا أقوى من معدن الحشو نفسه.
مفاضلات اللحام بالنحاس ذي درجة الحرارة المنخفضة
بينما 450 درجة مئوية هي الحد الأدنى، هناك دافع هندسي مستمر لتطوير سبائك تعمل عند أدنى درجات حرارة ممكنة ضمن نطاق اللحام بالنحاس. ومع ذلك، ينطوي هذا السعي على تنازلات كبيرة.
السعي وراء درجات حرارة أقل
يقلل التشغيل عند درجات حرارة منخفضة من خطر التشوه الحراري في الأجزاء الأساسية، ويوفر الطاقة، ويمكن أن يسرع دورات الإنتاج. وهذا يجعل تطوير سبائك لحام بالنحاس فعالة ومنخفضة الحرارة هدفًا مرغوبًا للغاية.
التنازل في الأداء
كما لوحظ في الأبحاث المخبرية، فإن العديد من سبائك اللحام بالنحاس التجريبية منخفضة الحرارة لم تستوفِ بعد المتطلبات الصناعية.
غالبًا ما تضحي هذه السبائك المتخصصة بخصائص حاسمة مثل مقاومة التآكل والقوة الميكانيكية لتحقيق نقطة انصهار أقل. وهذا يجعلها غير مناسبة للعديد من التطبيقات المتطلبة.
أهمية التدفق (Flux)
التدفق (Flux) هو مركب كيميائي يستخدم لتنظيف وحماية المعادن الأساسية من الأكسدة أثناء التسخين، وهو ضروري لتدفق معدن الحشو بشكل صحيح.
يجب أن يكون للتدفق نطاق انصهار وتنشيط متوافق مع معدن الحشو. على سبيل المثال، تنشط بعض التدفقات الشائعة حوالي 565 درجة مئوية (1049 درجة فهرنهايت)، مما يعني أنها مناسبة فقط لسبائك اللحام بالنحاس التي تذوب عند هذه الدرجة الحرارية أو أعلى منها.
اتخاذ الخيار الصحيح لتطبيقك
يعتمد اختيارك لعملية الربط بالكامل على القوة المطلوبة وظروف التشغيل وخصائص المواد للتجميع النهائي.
- إذا كان تركيزك الأساسي هو أقصى قوة للوصلة وأداء عالي الحرارة: اللحام بالنحاس هو الخيار الصحيح، باستخدام سبائك تعمل بشكل جيد فوق الحد الأدنى 450 درجة مئوية.
- إذا كان تركيزك الأساسي هو ربط المكونات الحساسة للحرارة أو تقليل التشوه الحراري: اللحام بالقصدير، الذي يعمل تحت عتبة 450 درجة مئوية، هو العملية المناسبة.
- إذا كنت تستكشف تطبيقات متخصصة منخفضة الحرارة: كن على دراية بأن سبائك اللحام بالنحاس التجريبية منخفضة الحرارة تتطلب تحققًا دقيقًا من خصائصها الميكانيكية والكيميائية قبل الاستخدام الصناعي.
فهم هذه العتبة الحرارية الأساسية هو الخطوة الأولى نحو اختيار استراتيجية ربط موثوقة وفعالة لمشروعك.
جدول الملخص:
| الجانب الرئيسي | التفاصيل |
|---|---|
| الحد الأدنى لدرجة حرارة اللحام بالنحاس | 450 درجة مئوية (840 درجة فهرنهايت) |
| الجهة المحددة | الجمعية الأمريكية للحام (AWS) |
| الهدف الأساسي | إنشاء رابطة معدنية عن طريق الخاصية الشعرية |
| الفرق الرئيسي عن اللحام بالقصدير | يذوب معدن الحشو فوق 450 درجة مئوية، مما يخلق وصلات أقوى |
| الفرق الرئيسي عن اللحام | المعادن الأساسية لا تذوب؛ يذوب معدن الحشو فقط |
هل تحتاج إلى حل لحام بالنحاس موثوق به لمختبرك؟
يعد اختيار مواد ومعدات اللحام بالنحاس المناسبة أمرًا بالغ الأهمية لتحقيق وصلات قوية ومتينة في أبحاثك أو إنتاجك. تتخصص KINTEK في توفير معدات ومستهلكات مخبرية عالية الجودة مصممة خصيصًا لتلبية احتياجاتك الدقيقة في المعالجة الحرارية.
اتصل بخبرائنا اليوم لمناقشة كيف يمكن لحلولنا أن تساعدك على تحسين عمليات اللحام بالنحاس، وضمان نتائج متسقة، وتعزيز سلامة تجميعاتك.
دليل مرئي
المنتجات ذات الصلة
يسأل الناس أيضًا
- ما هو استخدام رغوة النحاس؟ دليل لتطبيقاتها الحرارية والطاقوية عالية الأداء
- الغرض من رقائق النحاس في اختبار بطاريات الصوديوم: مفتاح لقياس الكفاءة الكولومبية والسلامة
- كيف تصنع رغوة النحاس؟ دليل خطوة بخطوة لإنشاء هياكل معدنية مسامية
- هل رغوة المعدن باهظة الثمن؟ تفكيك التكلفة العالية للمواد المتقدمة
- ما هي التطبيقات الشائعة لرغوة النحاس؟ دليل لاستخداماتها عالية الأداء
