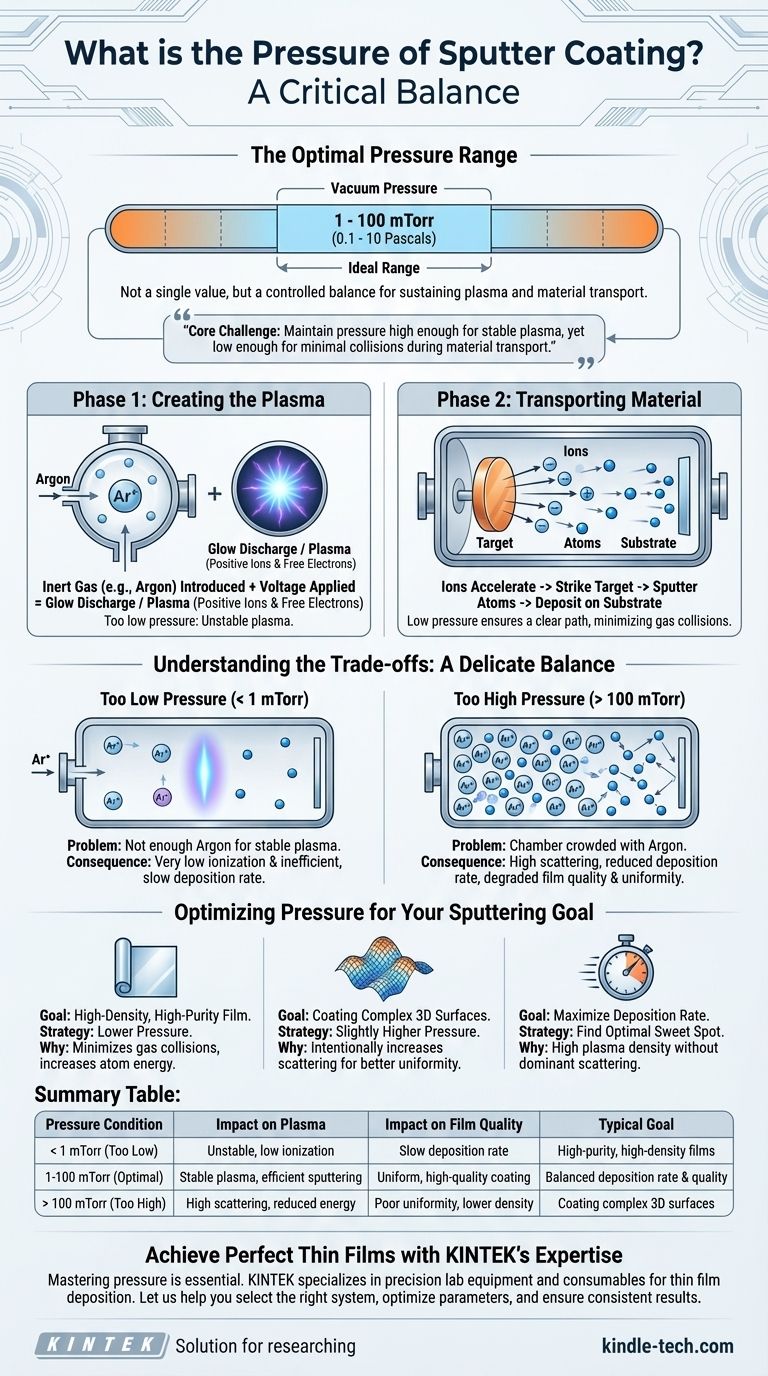
ضغط طلاء الرش ليس قيمة واحدة بل هو نطاق يتم التحكم فيه بعناية داخل فراغ، وعادة ما يتراوح بين 1 و 100 ملي تور (حوالي 0.1 إلى 10 باسكال). هذا الضغط المحدد هو معلمة حاسمة يجب موازنتها بدقة. يجب أن يكون منخفضًا بما يكفي لإنشاء فراغ ولكن مرتفعًا بما يكفي للحفاظ على بلازما الغاز المطلوبة للعملية.
التحدي الأساسي في طلاء الرش هو الحفاظ على ضغط مرتفع بما يكفي لتوليد بلازما أيونية مستقرة لقصف الهدف، ومع ذلك منخفض بما يكفي لضمان أن الذرات المقذوفة يمكن أن تنتقل إلى الركيزة بأقل قدر من الاصطدامات.

الدور الأساسي لضغط الغاز
لفهم طلاء الرش، يجب أن تنظر إليه كعملية تحدث في مرحلتين متميزتين، وكلاهما يحكمهما الضغط. يعمل النظام بأكمله داخل غرفة تفريغ.
المرحلة 1: إنشاء البلازما
تبدأ العملية بإدخال غاز خامل، وهو دائمًا تقريبًا الأرجون، إلى غرفة التفريغ.
يعد الضغط المنخفض لهذا الغاز ضروريًا. يتم تطبيق جهد كهربائي، ويتم تأيين هذا الغاز، مما يؤدي إلى إنشاء تفريغ توهج أو بلازما. تتكون هذه البلازما من أيونات الأرجون موجبة الشحنة وإلكترونات حرة.
بدون عدد كافٍ من ذرات الغاز (أي إذا كان الضغط منخفضًا جدًا)، لا يمكن تشكيل بلازما مستقرة أو الحفاظ عليها.
المرحلة 2: نقل المواد
يتم تسريع أيونات الأرجون موجبة الشحنة من البلازما بواسطة مجال كهربائي، مما يؤدي إلى اصطدامها بمادة الهدف بطاقة عالية.
يؤدي هذا القصف إلى قذف أو "رش" الذرات من الهدف. ثم تنتقل هذه الذرات المقذوفة عبر الغرفة وتترسب على عينتك، لتشكل طبقة رقيقة وموحدة.
هذا هو السبب في أن العملية يجب أن تحدث في فراغ. يضمن الضغط المنخفض أن الذرات المرشوشة لديها مسار واضح للوصول إلى الركيزة مع احتمال منخفض للاصطدام بجزيئات الغاز الشاردة.
فهم المقايضات: توازن دقيق
يعتمد نجاح طلائك بالكامل على إدارة المقايضات بين الضغط المرتفع جدًا مقابل الضغط المنخفض جدًا.
مشكلة الضغط "المنخفض جدًا"
إذا كان ضغط الغرفة منخفضًا بشكل مفرط، فلن يكون هناك ما يكفي من ذرات الأرجون المتاحة لإنشاء بلازما كثيفة ومستقرة.
يؤدي هذا إلى معدل تأين منخفض جدًا، مما يؤدي إلى عملية رش غير فعالة ومعدل ترسيب بطيء بشكل غير عملي على عينتك.
مشكلة الضغط "المرتفع جدًا"
على العكس من ذلك، إذا كان الضغط مرتفعًا جدًا، تصبح الغرفة مزدحمة بذرات الأرجون.
يؤدي هذا إلى اصطدام الذرات المرشوشة بشكل متكرر بذرات الغاز في طريقها إلى الركيزة. تشتت هذه الاصطدامات الذرات المرشوشة، مما يقلل من معدل الترسيب ويقلل من جودة الطبقة وتجانسها.
تحسين الضغط لهدف الرش الخاص بك
الضغط المثالي ليس عالميًا؛ فهو يعتمد على مادتك، وهندسة نظامك، والخصائص المطلوبة لطبقتك النهائية.
- إذا كان تركيزك الأساسي هو طبقة عالية الكثافة والنقاء: ستعمل عمومًا في الطرف الأدنى من نطاق الضغط لتقليل اصطدامات الغاز وزيادة طاقة الذرات التي تصل إلى الركيزة.
- إذا كان تركيزك الأساسي هو طلاء سطح معقد ثلاثي الأبعاد: يمكنك استخدام ضغط أعلى قليلاً لزيادة التشتت عمدًا، مما قد يساعد الطلاء على الترسب بشكل أكثر تجانسًا على الميزات غير المستوية.
- إذا كان تركيزك الأساسي هو زيادة معدل الترسيب إلى أقصى حد: يجب أن تجد "النقطة المثلى" لنظامك المحدد حيث تكون كثافة البلازما عالية ولكن تأثيرات التشتت لم تصبح مهيمنة بعد.
في النهاية، التحكم في الضغط هو المفتاح للتحكم في جودة وكفاءة عملية طلاء الرش الخاصة بك.
جدول الملخص:
| حالة الضغط | التأثير على البلازما | التأثير على جودة الطبقة | الهدف النموذجي |
|---|---|---|---|
| منخفض جدًا (< 1 ملي تور) | غير مستقر، تأين منخفض | معدل ترسيب بطيء | أغشية عالية النقاء والكثافة |
| مثالي (1-100 ملي تور) | بلازما مستقرة، رش فعال | طلاء موحد وعالي الجودة | معدل ترسيب وجودة متوازنة |
| مرتفع جدًا (> 100 ملي تور) | تشتت عالٍ، طاقة منخفضة | ضعف التجانس، كثافة أقل | طلاء الأسطح ثلاثية الأبعاد المعقدة |
احصل على أغشية رقيقة مثالية مع خبرة KINTEK
يعد إتقان ضغط طلاء الرش أمرًا ضروريًا للحصول على نتائج قابلة للتكرار وعالية الجودة في مختبرك. سواء كنت تقوم بتطوير مواد متقدمة، أو أجهزة أشباه الموصلات، أو تحسين خصائص السطح، فإن المعدات والمعايير الصحيحة أمر بالغ الأهمية.
تتخصص KINTEK في معدات المختبرات الدقيقة والمواد الاستهلاكية لجميع احتياجات ترسيب الأغشية الرقيقة. يمكن لفريقنا مساعدتك في اختيار نظام الرش المثالي وتحسين معلمات العملية الخاصة بك لتحقيق أقصى قدر من الكفاءة وجودة الطبقة.
دعنا نساعدك في:
- اختيار نظام الرش المناسب لتطبيقك المحدد
- تحسين الضغط والمعلمات الحرجة الأخرى لموادك
- ضمان ترسيب أغشية رقيقة متسقة وعالية الجودة
اتصل بخبرائنا اليوم لمناقشة متطلبات طلاء الرش الخاصة بك واكتشاف كيف يمكن لـ KINTEK دعم نجاح مختبرك.
دليل مرئي
المنتجات ذات الصلة
- ركيزة نافذة طلاء نقل الأشعة تحت الحمراء من الياقوت
- بوتقة وقارب تبخير بالنحاس الخالي من الأكسجين لطلاء التبخير بالحزمة الإلكترونية
- زجاج بطلاء مضاد للانعكاس بطول موجي 400-700 نانومتر
- طلاء الألماس المخصص بتقنية الترسيب الكيميائي للبخار (CVD) للتطبيقات المخبرية
- قارب تبخير خاص من الموليبدينوم والتنجستن والتنتالوم
يسأل الناس أيضًا
- كيف تساهم سترات التبريد أو المبادلات الحرارية في استقرار تحويل الجلسرين؟ إتقان إدارة الحرارة
- ما هو الطلاء البصري؟ التحكم الرئيسي في الضوء لأداء بصري فائق
- كيف يمكننا إنشاء بيئة اختزالية؟ إتقان طرق التحكم الكيميائي الدقيق
- لماذا نحتاج إلى الطلاء البصري؟ للتحكم في الضوء وتحسين الأداء البصري
- ما هي استخدامات الطلاء البصري؟ التحكم في الضوء لتحسين الأداء في تطبيقاتك





