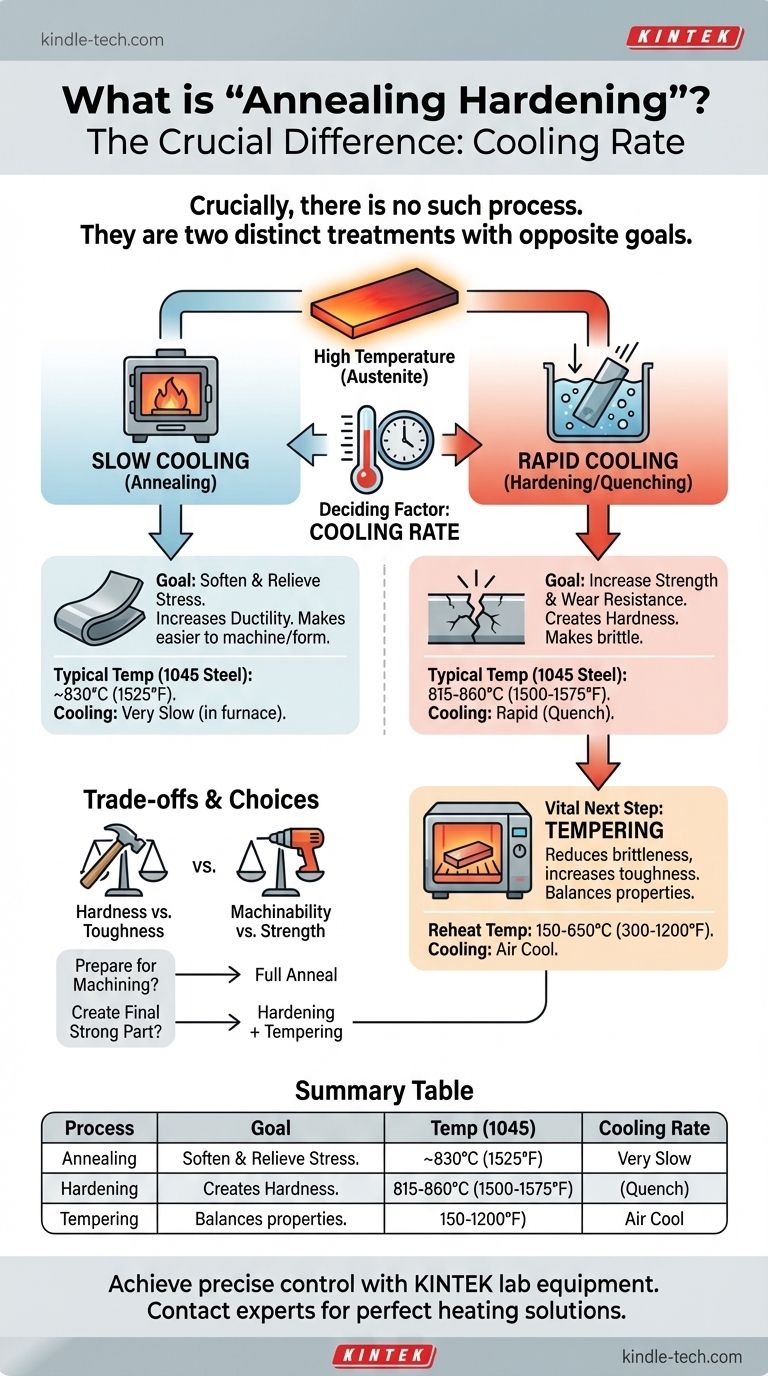
من الأهمية بمكان أنه لا توجد عملية صناعية قياسية تسمى "التلدين والتصليد". هاتان معالجتان حراريتان متميزتان بأهداف متعارضة. التلدين هو عملية تستخدم لتليين المعدن وزيادة ليونته، بينما يستخدم التصليد لزيادة قوته ومقاومته للتآكل.
المبدأ الأساسي الذي يجب فهمه هو أن كلتا العمليتين تبدآن بتسخين المعدن إلى درجة حرارة عالية مماثلة، ولكن النتيجة تحددها بالكامل سرعة التبريد. يؤدي التبريد البطيء إلى حالة لينة وملدنة، بينما يؤدي التبريد السريع (التبريد المفاجئ) إلى حالة صلبة.

الهدفان الأساسيان: التليين مقابل التصليد
لاختيار درجة الحرارة والعملية الصحيحة، يجب أن تكون واضحًا أولاً بشأن هدفك. هل تحاول جعل المعدن أسهل في العمل، أم تحاول إنشاء منتج نهائي قوي ومتين؟
التلدين: الهدف هو التليين وتخفيف الإجهاد
يجعل التلدين المعدن لينًا ومطيلًا قدر الإمكان. يتم ذلك عادةً لإعداد المادة للعمليات اللاحقة مثل التشغيل الآلي، أو الختم، أو التشكيل، أو لتخفيف الإجهادات الداخلية الناتجة أثناء العمل السابق.
تتضمن العملية تسخين الفولاذ إلى درجة حرارة معينة، والاحتفاظ به هناك لفترة كافية لتحويل الهيكل الداخلي، ثم تبريده ببطء شديد، غالبًا عن طريق تركه داخل الفرن أثناء تبريده.
بالنسبة للفولاذ الكربوني الشائع مثل 1045، يتطلب التلدين الكامل التسخين إلى حوالي 830 درجة مئوية (1525 درجة فهرنهايت) قبل بدء دورة التبريد البطيء.
التصليد: الهدف هو زيادة القوة
التصليد، المعروف أيضًا بالتبريد المفاجئ، يجعل الفولاذ أكثر صلابة وقوة بشكل ملحوظ، ولكنه أيضًا أكثر هشاشة. يستخدم للأجزاء النهائية التي تتطلب مقاومة عالية للتآكل، مثل الأدوات والسكاكين والتروس.
تتضمن العملية تسخين الفولاذ إلى درجة حرارة مماثلة للتلدين لتحويل هيكله الداخلي (الأوستنة)، ثم تبريده بسرعة عن طريق غمره في وسط مثل الماء أو الزيت أو المحلول الملحي.
بالنسبة لنفس الفولاذ الكربوني 1045، يتراوح نطاق درجة حرارة التصليد بين 815-860 درجة مئوية (1500-1575 درجة فهرنهايت)، يليه مباشرة تبريد سريع.
لماذا تعتبر سرعة التبريد هي العامل الحاسم
تبدأ كلتا العمليتين بتسخين الفولاذ فوق "درجة حرارة حرجة"، مما يعيد ترتيب هيكله البلوري الداخلي إلى شكل يسمى الأوستنيت. تحدد الخصائص النهائية للفولاذ بما يحدث عندما يبرد هذا الأوستنيت.
التبريد البطيء يخلق الليونة
عند التبريد ببطء، يكون للهيكل البلوري وقت للتحول إلى أشكال ناعمة ومستقرة مثل الفريت والبيرليت. هذا هو جوهر التلدين.
التبريد السريع يحبس الصلابة
عند التبريد السريع (التبريد المفاجئ)، لا يملك الهيكل وقتًا للتحول بشكل صحيح. يصبح محبوسًا في حالة شديدة الإجهاد، صلبة، وهشة تسمى المارتنسيت. هذا هو مفتاح التصليد.
الدور الحاسم للتخمير
الجزء الذي تم تصليده غالبًا ما يكون هشًا جدًا للاستخدام العملي. يجب أن يخضع لمعالجة حرارية ثانوية بدرجة حرارة أقل تسمى التخمير.
يتضمن التخمير إعادة تسخين الجزء المتصلد إلى درجة حرارة تتراوح بين 150-650 درجة مئوية (300-1200 درجة فهرنهايت). تقلل هذه العملية من الهشاشة وتزيد من المتانة، مع تضحية طفيفة بالصلابة. تحدد درجة حرارة التخمير المحددة التوازن النهائي للخصائص.
فهم المفاضلات
يعد اختيار المعالجة الحرارية دائمًا مسألة موازنة بين الخصائص المتنافسة. من المستحيل تعظيم جميع الخصائص المرغوبة في وقت واحد.
الصلابة مقابل المتانة
هذه هي المفاضلة الأساسية. قطعة الفولاذ المتصلدة بالكامل وغير المخمرة تكون شديدة الصلابة ولكنها ستتحطم مثل الزجاج إذا تعرضت للضرب. يضحي التخمير ببعض من تلك الصلابة القصوى لكسب المتانة الأساسية ومنع الفشل الكارثي.
قابلية التشغيل الآلي مقابل القوة
الجزء الملدن ناعم، غير كاشط، وسهل التشغيل الآلي، لكنه يفتقر إلى القوة اللازمة للتطبيقات الصعبة. الجزء المتصلد يتمتع بقوة عالية ولكنه صعب للغاية في التشغيل الآلي. لهذا السبب يتم التشغيل الآلي دائمًا تقريبًا قبل عملية التصليد والتخمير النهائية.
أهمية مواصفات المواد
نطاقات درجات الحرارة المقدمة هنا هي إرشادات عامة للفولاذ الكربوني العادي. تعتمد درجة الحرارة الدقيقة لأي عملية بشكل حاسم على السبائك المحددة. عناصر مثل الكروم والمنغنيز والموليبدينوم تغير درجات الحرارة الحرجة ومعدلات التبريد المطلوبة. استشر دائمًا ورقة بيانات المادة للحصول على تعليمات دقيقة.
اتخاذ القرار الصحيح لهدفك
يملي هدفك العملية الصحيحة.
- إذا كان تركيزك الأساسي هو إعداد المعدن للتشغيل الآلي، أو الثني، أو التشكيل: تحتاج إلى إجراء تلدين كامل، باستخدام تبريد بطيء ومتحكم فيه لتحقيق أقصى قدر من الليونة وتخفيف الإجهاد الداخلي.
- إذا كان تركيزك الأساسي هو إنشاء جزء نهائي قوي ومقاوم للتآكل: تحتاج إلى عملية من خطوتين تتضمن التصليد (التسخين والتبريد السريع) يليه مباشرة التخمير لتحقيق التوازن المطلوب بين الصلابة والمتانة.
- إذا كان تركيزك الأساسي هو تحسين بنية الحبيبات لزيادة المتانة مع بعض الزيادة في القوة: يجب أن تفكر في التطبيع، والذي يتضمن التسخين إلى درجة حرارة مماثلة للتلدين ولكن السماح للجزء بالتبريد في الهواء الساكن.
باختيار المعالجة الحرارية الصحيحة ومعدل التبريد، يمكنك التحكم بدقة في الخصائص الميكانيكية النهائية للفولاذ الخاص بك.
جدول الملخص:
| العملية | الهدف | نطاق درجة الحرارة (لفولاذ 1045) | معدل التبريد |
|---|---|---|---|
| التلدين | التليين، زيادة الليونة | ~830 درجة مئوية (1525 درجة فهرنهايت) | بطيء جدًا (في الفرن) |
| التصليد | زيادة القوة، مقاومة التآكل | 815-860 درجة مئوية (1500-1575 درجة فهرنهايت) | سريع (تبريد مفاجئ) |
| التخمير | تقليل الهشاشة بعد التصليد | 150-650 درجة مئوية (300-1200 درجة فهرنهايت) | تبريد هوائي |
تحكم بدقة في خصائص المواد الخاصة بك باستخدام معدات المختبر المناسبة.
يعتمد نجاح المعالجات الحرارية مثل التلدين والتصليد على التحكم الدقيق في درجة الحرارة والنتائج المتسقة. تتخصص KINTEK في أفران المختبر عالية الجودة، والأفران، وأنظمة التبريد المصممة لتلبية المتطلبات الدقيقة للعمليات المعدنية.
سواء كنت تقوم بإعداد عينات للتحليل أو تصليد المكونات النهائية، فإن معداتنا تضمن الموثوقية والتكرارية.
دع KINTEK تكون شريكك في المختبر. اتصل بخبرائنا اليوم للعثور على حل التسخين المثالي لتطبيقك المحدد ومتطلبات المواد.
دليل مرئي