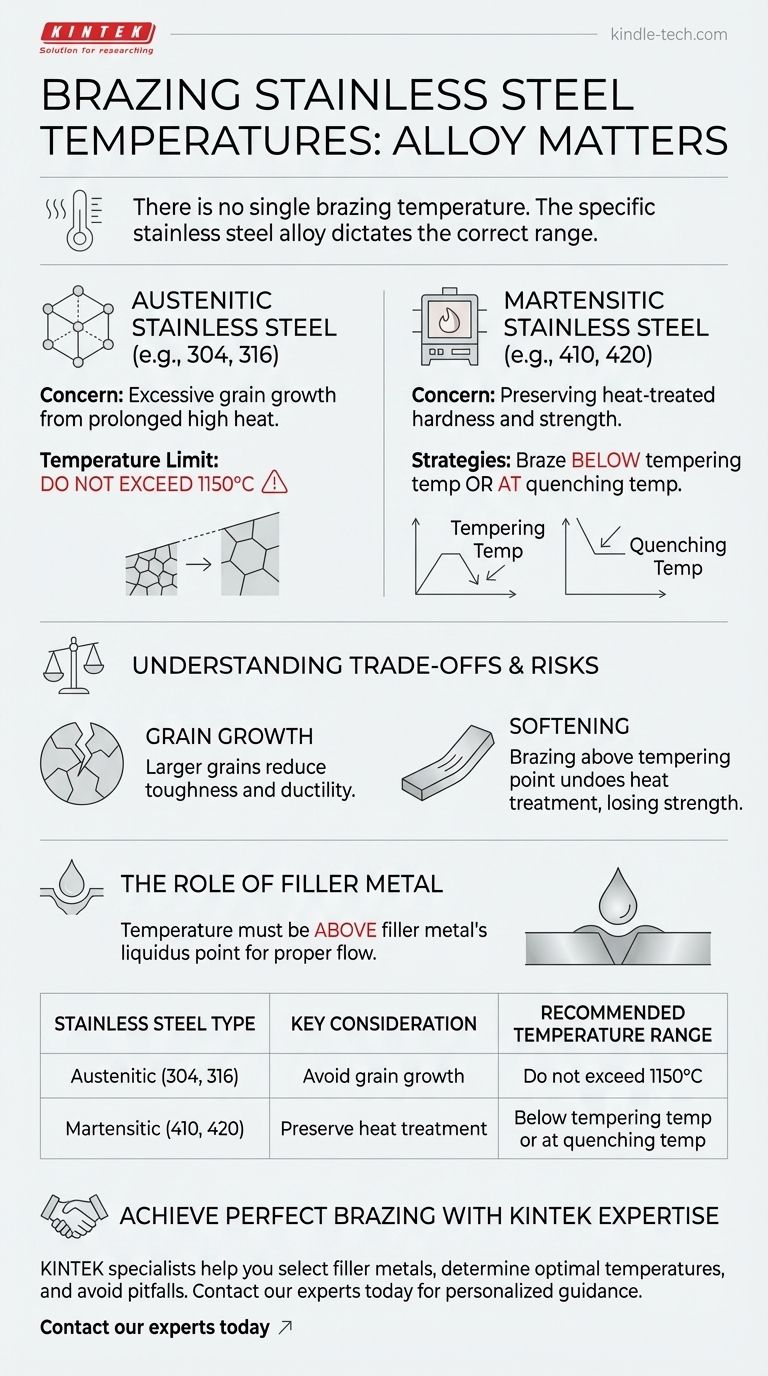
لا توجد درجة حرارة لحام واحدة لجميع أنواع الفولاذ المقاوم للصدأ. يتم تحديد درجة الحرارة الصحيحة من خلال النوع المحدد لسبائك الفولاذ المقاوم للصدأ التي تعمل بها، حيث أن العائلات المختلفة لها خصائص معدنية فريدة يجب الحفاظ عليها. بالنسبة للدرجات الأوستنيتية، يجب ألا تتجاوز درجة الحرارة 1150 درجة مئوية لمنع الضعف، بينما بالنسبة للدرجات المارتنسيتية، يجب أن تتوافق درجة الحرارة مع متطلبات المعالجة الحرارية المحددة لها.
المبدأ الأساسي هو أن درجة حرارة اللحام يجب أن تكون عالية بما يكفي لإذابة معدن الحشو ولكن منخفضة بما يكفي لتجنب إتلاف القوة والهيكل المتأصل للمعدن الأساسي. هذا يعني أن السبيكة المحددة، وليس العملية، هي التي تحدد درجة الحرارة.

لماذا يعد نوع الفولاذ المقاوم للصدأ أمرًا بالغ الأهمية
"الفولاذ المقاوم للصدأ" هو فئة واسعة من السبائك، لكل منها هيكل داخلي مختلف واستجابة للحرارة. يعد فهم العائلة التي ينتمي إليها المعدن الخاص بك هو الخطوة الأولى والأكثر أهمية في تحديد درجة حرارة اللحام الصحيحة.
للفولاذ المقاوم للصدأ الأوستنيتي (على سبيل المثال، 304، 316)
الفولاذ المقاوم للصدأ الأوستنيتي هو النوع الأكثر شيوعًا. لا يمكن تقسيته بالمعالجة الحرارية.
الشاغل الرئيسي عند لحام هذه السبائك هو النمو المفرط للحبوب. قد يؤدي تسخينها بدرجة عالية جدًا ولفترة طويلة إلى تضخم الحبيبات البلورية الداخلية، مما قد يقلل من متانة المادة وقابليتها للطرق.
لهذا السبب، يجب ألا تتجاوز درجة حرارة التسخين للحام الفولاذ المقاوم للصدأ الأوستنيتي 1150 درجة مئوية.
للفولاذ المقاوم للصدأ المارتنسيتي (على سبيل المثال، 410، 420)
الفولاذ المقاوم للصدأ المارتنسيتي قابل للتقسية، مما يعني أن قوته تتحقق من خلال دورات معالجة حرارية محددة من التبريد والتطبيع. يمكن أن يؤدي تطبيق درجة حرارة لحام خاطئة إلى إتلاف هذه الخصائص بسهولة.
لديك استراتيجيتان رئيسيتان لاختيار درجة حرارة اللحام:
-
اللحام تحت درجة حرارة التطبيع: هذا هو النهج الأكثر أمانًا للحفاظ على الصلابة الحالية للمادة. يجب عليك استخدام سبيكة حشو لحام تكون درجة حرارة عملها أقل من درجة حرارة التطبيع النهائية للجزء. هذا يمنع أي تليين للمادة الأساسية.
-
اللحام عند درجة حرارة التبريد: تجمع هذه التقنية المتقدمة بين اللحام وعملية التقسية. يتم تسخين الجزء إلى درجة حرارة التبريد (الأوستنيتية)، ويتم إجراء اللحام، ثم يتم تبريد التجميع كوحدة واحدة. يتطلب هذا اختيارًا دقيقًا لمعدن حشو عالي الحرارة.
فهم المفاضلات والمخاطر
يعد اختيار درجة حرارة اللحام توازنًا. يجب أن تكون درجة الحرارة المثالية ساخنة بما يكفي لتدفق معدن الحشو بشكل صحيح ولكن باردة بما يكفي لحماية الفولاذ المقاوم للصدأ.
خطر درجات الحرارة العالية: نمو الحبوب
كما ذكرنا مع الفولاذ الأوستنيتي، تؤدي الحرارة المفرطة إلى هياكل حبيبية أكبر. قد يؤدي هذا إلى جعل المادة أكثر عرضة للتشقق تحت الضغط، حتى لو كان المفصل الملحوم نفسه قويًا.
خطر درجات الحرارة غير الصحيحة: التليين
بالنسبة للسبائك المارتنسيتية القابلة للتقسية، هذا هو الخطر الأكثر أهمية. إذا قمت باللحام في درجة حرارة أعلى من نقطة التطبيع للمادة، فإنك تلغي فعليًا المعالجة الحرارية، مما يتسبب في فقدان كبير في القوة والصلابة في الجزء النهائي.
دور معدن الحشو
إن اختيار معدن حشو اللحام لا ينفصل عن درجة الحرارة. يجب إجراء عملية اللحام في درجة حرارة أعلى من نقطة الذوبان (liquidus point) لمعدن الحشو (درجة الحرارة التي يكون فيها منصهرًا بالكامل) لضمان التدفق المناسب والتبليل داخل المفصل.
هذا يعني أنه يجب عليك أولاً تحديد قيود درجة الحرارة للفولاذ المقاوم للصدأ الخاص بك ثم اختيار سبيكة حشو تعمل بشكل صحيح ضمن نافذة درجة الحرارة الآمنة هذه.
اتخاذ الخيار الصحيح لتطبيقك
هدفك يحدد استراتيجيتك. يجب أن تتماشى درجة الحرارة التي تختارها مع الخصائص وخطوات المعالجة المقصودة للتجميع النهائي.
- إذا كان تركيزك الأساسي هو الحفاظ على القوة الحالية لجزء مُعالج حراريًا: اختر سبيكة حشو منخفضة الحرارة وتأكد من بقاء دورة اللحام الخاصة بك أقل بكثير من درجة حرارة تطبيع الفولاذ المارتنسيتي.
- إذا كان تركيزك الأساسي هو لحام جزء شائع غير قابل للتقسية (أوستنيتي): اختر حشوًا يتدفق بحرية تحت 1150 درجة مئوية للحصول على وصلة قوية دون المخاطرة بنمو الحبوب في المعدن الأساسي.
- إذا كان تركيزك الأساسي هو كفاءة العملية: فكر في دمج خطوات اللحام والتقسية عن طريق استخدام حشو عالي الحرارة يتوافق مع درجة حرارة تبريد السبيكة المارتنسيتية.
من خلال التعامل مع درجة حرارة اللحام كدالة لسبائكك المحددة، فإنك تضمن كلاً من الوصلة القوية والمادة الأساسية غير المتأثرة.
جدول ملخص:
| نوع الفولاذ المقاوم للصدأ | الاعتبار الرئيسي | نطاق درجة الحرارة الموصى به |
|---|---|---|
| الأوستنيتي (304، 316) | تجنب نمو الحبوب | لا تتجاوز 1150 درجة مئوية |
| المارتنسيتي (410، 420) | الحفاظ على المعالجة الحرارية | أقل من درجة حرارة التطبيع أو عند درجة حرارة التبريد |
احصل على نتائج لحام مثالية للفولاذ المقاوم للصدأ بخبرة KINTEK.
يتطلب لحام الفولاذ المقاوم للصدأ تحكمًا دقيقًا في درجة الحرارة لتجنب إتلاف المعدن الأساسي مع ضمان مفاصل قوية وموثوقة. بصفتنا متخصصين في المعدات والمواد الاستهلاكية للمختبرات، توفر KINTEK الحلول والدعم الذي تحتاجه لإتقان هذه العملية الحاسمة.
يمكن لفريقنا مساعدتك في:
- اختيار مواد الحشو المناسبة لسبائك الفولاذ المقاوم للصدأ المحددة لديك
- تحديد درجة حرارة اللحام المثلى للحفاظ على خصائص المادة
- تجنب الأخطاء الشائعة مثل نمو الحبوب والتليين
لا تتنازل عن مكونات الفولاذ المقاوم للصدأ الخاصة بك - اتصل بخبرائنا اليوم
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- فرن فرن عالي الحرارة للمختبر لإزالة الشوائب والتلبيد المسبق
- فرن الجرافيت الفراغي ذو التفريغ السفلي لمواد الكربون
- فرن المعالجة الحرارية بالتفريغ والتلبيد بالضغط للتطبيقات ذات درجات الحرارة العالية
- فرن الضغط الساخن بالحث الفراغي 600 طن للمعالجة الحرارية والتلبيد
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- ما هي عملية المعالجة الحرارية بالتفريغ؟ تحقيق سيطرة فائقة ونظافة وجودة
- ما هو فرن المعالجة الحرارية الفراغي؟ الدليل الشامل للمعالجة في جو متحكم به
- كيف يتم لحام الفرن بالنحاس؟ دليل للانضمام الدقيق للمعادن بكميات كبيرة



















