بالنسبة للحام بالشعلة، فإن الطريقة الحاسمة لتحقيق معدل إنتاج مرتفع، وتكاليف مخفضة، وجودة موحدة هي اللحام بالشعلة الآلي. يزيل هذا النهج التباين وقيود السرعة للمشغل البشري باستخدام الآلات للتحكم بدقة في كل خطوة من خطوات العملية، من مناولة الأجزاء إلى تطبيق الحرارة وتوزيع معدن الحشو.
التحدي الأساسي في توسيع أي عملية لحام هو التغلب على المفاضلة بين السرعة والجودة. يحل اللحام بالشعلة الآلي هذه المشكلة عن طريق استبدال المهارة المعتمدة على المشغل بدقة الآلة، مما يجعله الخيار الأفضل للتصنيع بكميات كبيرة.

لماذا يقصر اللحام اليدوي في الإنتاج بكميات كبيرة
بينما يعتبر اللحام اليدوي بالشعلة مرنًا وفعالًا للإصلاحات أو الأعمال ذات الدفعات الصغيرة، إلا أنه يعاني بطبيعته من تلبية متطلبات التصنيع الحديثة لثلاثة أسباب رئيسية.
فجوة مهارة المشغل
تعتمد جودة وصلة اللحام اليدوي بالكامل على مهارة المشغل واتساقه. وهذا يؤدي إلى تباين كبير بين العمال المختلفين وحتى مع نفس العامل على مدار وردية عمل طويلة.
سقوف الإنتاج الطبيعية
يمكن للمشغل البشري العمل على وصلة واحدة فقط في كل مرة. وهذا يخلق حدًا صارمًا للإنتاج لا يمكن التغلب عليه دون إضافة المزيد من العمالة، مما يزيد التكاليف بشكل كبير.
الاستخدام غير الفعال للمواد والطاقة
يمكن أن يكون التسخين اليدوي غير متسق، مما يؤدي إلى ارتفاع درجة حرارة الجزء، أو تشوهه، أو لحام غير مكتمل. وبالمثل، غالبًا ما يؤدي التطبيق اليدوي لمعدن الحشو إلى الهدر ويتطلب تنظيفًا أكثر شمولًا بعد اللحام، مما يزيد من التكلفة لكل جزء.
الحل: أنظمة اللحام بالشعلة الآلية
تدمج الأنظمة الآلية عملية اللحام في خط إنتاج، وغالبًا ما تستخدم طاولة فهرسة دوارة أو ناقلًا. هذا النهج المنهجي هو ما يطلق العنان للأداء المتفوق.
تحقيق توحيد لا يتزعزع
تضمن الأتمتة أن كل جزء يخضع لنفس العملية تمامًا. يتم تثبيت الشعلات في المواقع المثلى، ويتم تطبيق الحرارة لمدة دقيقة، ويتم توزيع كمية مقاسة من معدن الحشو في كل مرة، مما يؤدي إلى وصلات موحدة للغاية وقابلة للتكرار.
زيادة معدل الإنتاج إلى أقصى حد
يمكن تصميم نظام آلي بمحطات متعددة لتسخين الأجزاء ولحامها وتبريدها في وقت واحد. من خلال تحريك الأجزاء باستمرار خلال هذه الدورة، يمكن زيادة معدلات الإنتاج بمقدار كبير مقارنة بالطرق اليدوية.
خفض تكاليف الوحدة
بينما يكون الاستثمار الأولي أعلى، تقلل الأتمتة التكاليف بشكل كبير على المدى الطويل. ويتحقق ذلك من خلال انخفاض تكاليف العمالة، وانخفاض كبير في الأجزاء المرفوضة، واستخدام أكثر كفاءة لمعدن الحشو ووقود الغاز، وارتفاع الإنتاجية الإجمالية.
فهم المفاضلات
إن تبني الأتمتة هو قرار استراتيجي يتضمن مفاضلات واضحة. إنه ليس الحل المناسب لكل سيناريو.
الاستثمار الرأسمالي الأولي
العائق الأساسي أمام الأتمتة هو التكلفة الأولية لتصميم وبناء ودمج الآلات. عادة ما يكون هذا الاستثمار مبررًا فقط للإنتاج بكميات كبيرة حيث يمكن تحقيق العائد.
تقليل المرونة لتصميم الأجزاء
غالبًا ما يتم تصميم الأنظمة الآلية لإنتاج جزء معين أو مجموعة من الأجزاء المتشابهة جدًا. قد يتطلب تغيير تصميم الجزء إعادة تشكيل كبيرة ومكلفة، بينما يمكن للمشغل اليدوي التكيف على الفور تقريبًا.
الحاجة إلى رقابة صارمة على العمليات
تتطلب الأتمتة الاتساق في الأجزاء التي يتم تغذيتها إليها. يتم معايرة النظام لمتطلبات خلوص الوصلات المحددة، ونظافة السطح، وأبعاد الأجزاء. أي انحراف في هذه العمليات الأولية يمكن أن يؤثر على جودة اللحام الآلي.
كيفية تطبيق هذا على مشروعك
يتطلب اختيار النهج الصحيح مواءمة طريقتك مع أهداف الإنتاج المحددة الخاصة بك.
- إذا كان تركيزك الأساسي هو الإنتاج بكميات منخفضة أو التصنيع المخصص: يظل اللحام اليدوي بالشعلة هو الخيار الأكثر عملية وفعالية من حيث التكلفة نظرًا لمرونته وتكلفته الأولية المنخفضة.
- إذا كان تركيزك الأساسي هو التصنيع المتكرر بكميات كبيرة: اللحام بالشعلة الآلي هو الطريقة الوحيدة التي يمكنها في نفس الوقت توفير سرعة عالية، وتوحيد استثنائي، وأقل تكلفة للوحدة على المدى الطويل.
- إذا كنت تتوسع ولكنك بحاجة إلى إدارة التكاليف: فكر في الحلول شبه الآلية حيث يقوم المشغل بتحميل الأجزاء في آلة تقوم بعد ذلك بإجراء دورة تسخين آلية قابلة للتكرار.
من خلال مطابقة تقنية اللحام الخاصة بك بشكل صحيح مع حجم إنتاجك، يمكنك بناء عملية تتسم بالكفاءة والموثوقية.
جدول الملخص:
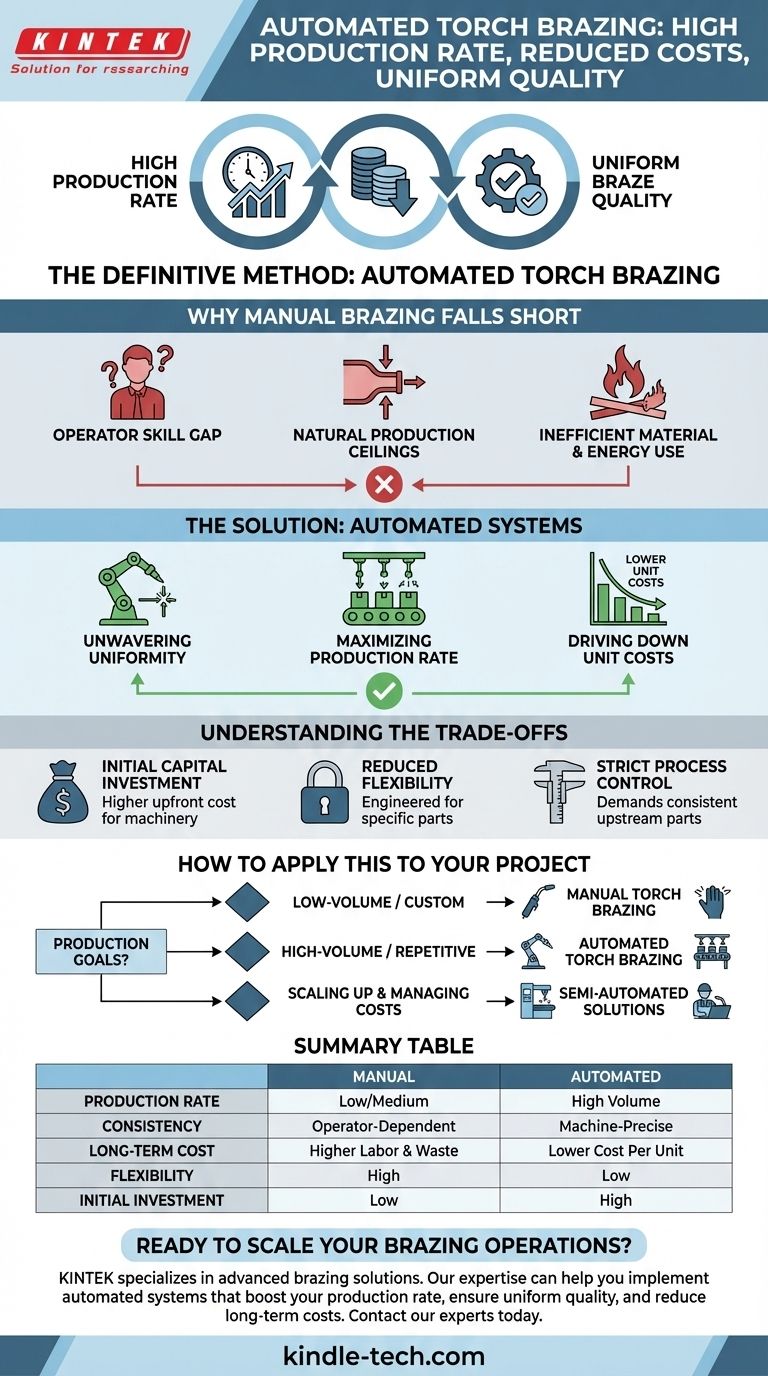
| الميزة | اللحام اليدوي بالشعلة | اللحام الآلي بالشعلة |
|---|---|---|
| معدل الإنتاج | منخفض إلى متوسط | حجم كبير |
| الاتساق | يعتمد على المشغل | دقيق آليًا |
| التكلفة على المدى الطويل | عمالة وهدر أعلى | تكلفة أقل لكل وحدة |
| المرونة | عالية (مثالي للإصلاحات) | منخفضة (تصاميم أجزاء ثابتة) |
| الاستثمار الأولي | منخفض | مرتفع |
هل أنت مستعد لتوسيع عمليات اللحام الخاصة بك بدقة وكفاءة؟ تتخصص KINTEK في معدات المختبرات والإنتاج، بما في ذلك حلول اللحام المتقدمة. يمكن لخبرتنا أن تساعدك في تنفيذ أنظمة آلية تعزز معدل إنتاجك، وتضمن جودة لحام موحدة، وتقلل التكاليف على المدى الطويل. اتصل بخبرائنا اليوم لمناقشة كيف يمكننا تصميم حل لاحتياجات التصنيع بكميات كبيرة!
دليل مرئي
المنتجات ذات الصلة
- فرن التلدين بالتفريغ الهوائي
- نظام معدات الترسيب الكيميائي للبخار (CVD) - فرن أنبوبي PECVD منزلق مع جهاز تغويز السوائل - ماكينة PECVD
يسأل الناس أيضًا
- ما هي درجة حرارة المعالجة الحرارية بالفراغ؟ حقق خصائص مواد فائقة وتشطيبات نقية
- ما هي الوظائف المحددة لإدخال أجواء مختزلة أو بيئات غاز خامل في اللحام الفراغي؟
- كيف تعمل المعالجة الحرارية بالتفريغ؟ تحقيق خصائص مواد فائقة في بيئة نقية
- كيف يعمل فرن اللحام بالنحاس الفراغي؟ تحقيق وصلات معدنية فائقة وخالية من التدفق
- ما هو فرن المعالجة الحرارية بالتفريغ؟ تحقيق نقاء وتحكم لا مثيل لهما

