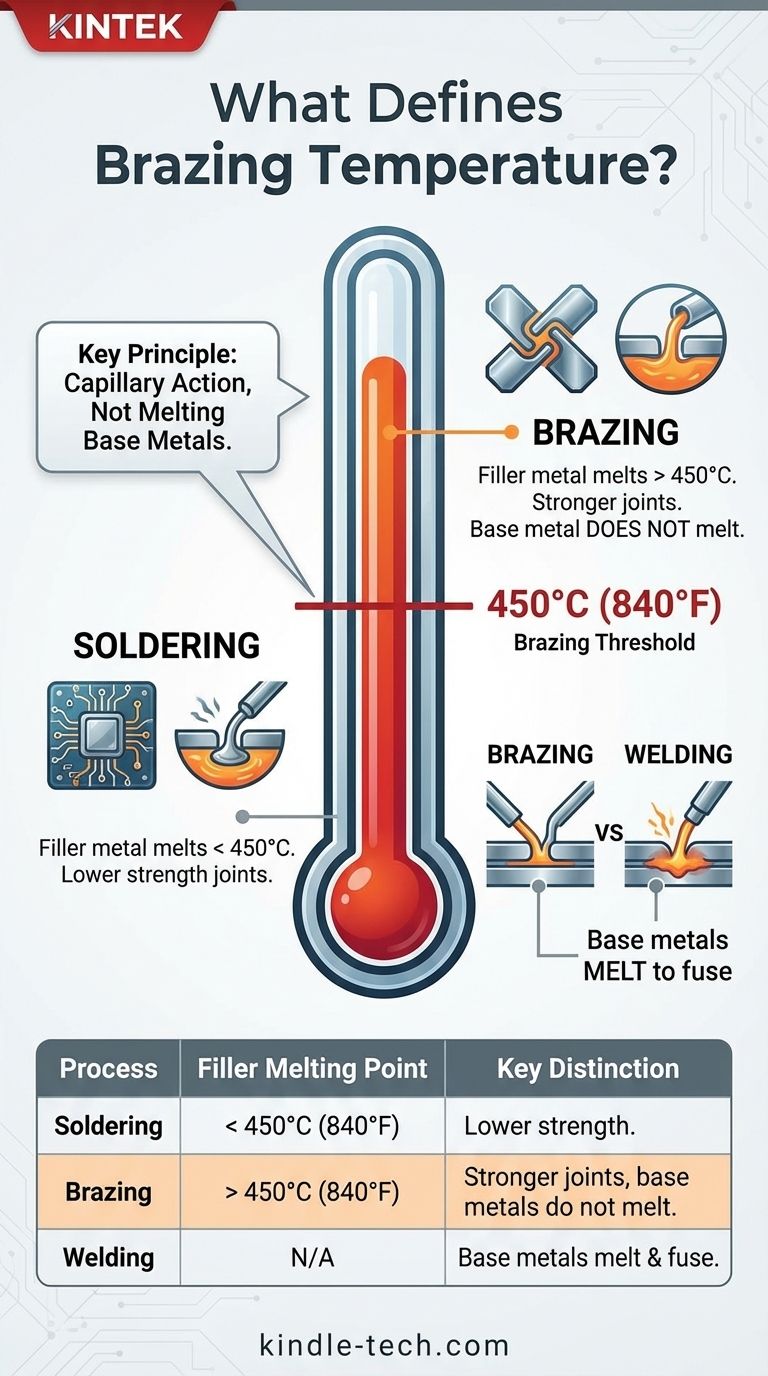
يُعرَّف اللحام بالنحاس (Brazing) من خلال عتبة درجة حرارة محددة. وفقًا لجمعية اللحام الأمريكية (AWS) والمعايير الدولية، تعتبر عملية وصل المعادن لحامًا بالنحاس عندما تستخدم معدن حشو ينصهر عند درجة حرارة تتجاوز 450 درجة مئوية (840 درجة فهرنهايت). والأهم من ذلك، أن هذه العملية تسخن المعادن الأساسية ولكنها لا تذيبها أبدًا، مما يضمن بقاء هيكلها الأساسي سليمًا.
علامة 450 درجة مئوية (840 درجة فهرنهايت) هي الخط الفاصل القياسي في الصناعة بين اللحام بالنحاس واللحام بالقصدير. ومع ذلك، فإن المبدأ الحقيقي للحام بالنحاس ليس درجة حرارة محددة، بل هو فعل وصل المعادن باستخدام معدن حشو منصهر دون إذابة المواد الأساسية نفسها.
اللحام بالنحاس مقابل اللحام بالقصدير: فاصل درجة الحرارة الحاسم
التمييز بين اللحام بالنحاس واللحام بالقصدير ليس اعتباطيًا. إنه تصنيف يعتمد على قدرات وخصائص معادن الحشو والوصلات الناتجة.
اتفاقية 450 درجة مئوية (840 درجة فهرنهايت)
درجة الحرارة هذه هي العتبة المقبولة عالميًا التي تفصل اللحام بالقصدير عن اللحام بالنحاس. إذا كان معدن الحشو له درجة حرارة سائلة (الدرجة التي يصبح عندها منصهرًا بالكامل) أقل من هذه النقطة، فإن العملية هي لحام بالقصدير (Soldering). إذا كانت درجة الحرارة السائلة أعلى من هذه النقطة، فإن العملية هي لحام بالنحاس (Brazing).
لماذا هذه الدرجة مهمة
هذا التمييز يرتبط مباشرة بقوة الوصلة. معادن الحشو المستخدمة في اللحام بالنحاس تختلف من الناحية المعدنية عن اللحامات بالقصدير، مما يخلق وصلات أقوى بكثير وأكثر ملاءمة للتطبيقات عالية الإجهاد أو درجات الحرارة العالية. اللحامات بالقصدير، على الرغم من فائدتها، توفر قوة ميكانيكية أقل بكثير.
ما وراء العتبة: ما الذي يحدد درجة حرارة اللحام بالنحاس الفعلية؟
في حين أن 450 درجة مئوية هي الحد الأدنى، فإن معظم عمليات اللحام بالنحاس تتم عند درجات حرارة أعلى بكثير. يتم تحديد درجة الحرارة الدقيقة بالكامل من خلال المواد المعنية.
دور معدن الحشو
يتم تحديد درجة حرارة اللحام بالنحاس المحددة من خلال نقطة انصهار سبيكة معدن الحشو. يتم اختيار السبائك المختلفة بناءً على المعادن الأساسية التي يتم وصلها والخصائص المرغوبة للوصلة النهائية.
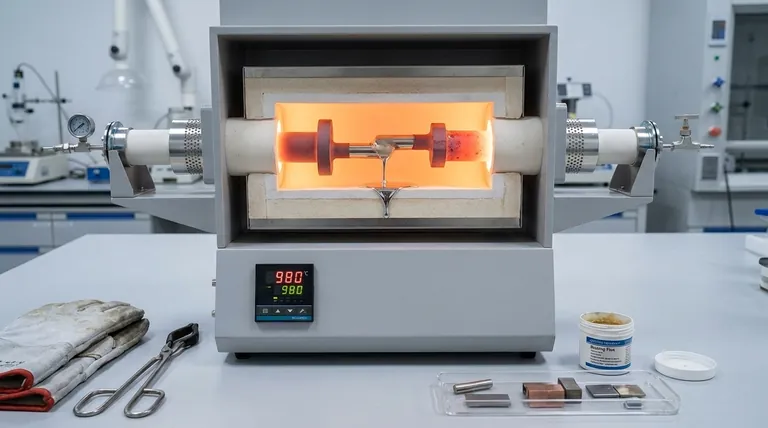
على سبيل المثال، تذوب سبائك اللحام بالنحاس الشائعة القائمة على الفضة بين 620 درجة مئوية و 845 درجة مئوية (1150 درجة فهرنهايت و 1550 درجة فهرنهايت). غالبًا ما يتم إجراء اللحام بالنحاس للصلب في فرن عند حوالي 1120 درجة مئوية (2050 درجة فهرنهايت).
أهمية الخاصية الشعرية (Capillary Action)
يعمل اللحام بالنحاس عن طريق الخاصية الشعرية، حيث يتم سحب معدن الحشو المنصهر إلى الفجوة الضيقة بين المعادن الأساسية. يجب تسخين التجميع إلى درجة حرارة أعلى بقليل من نقطة انصهار الحشو لضمان تدفقه بالكامل وتكوين رابطة قوية ومستمرة.
كيف يختلف اللحام بالنحاس عن اللحام (Welding)
من الضروري عدم الخلط بين اللحام بالنحاس واللحام (Welding). يعمل اللحام (Welding) عن طريق إذابة المعادن الأساسية نفسها، مما يتسبب في اندماجها معًا، وغالبًا مع إضافة مادة حشو. اللحام بالنحاس لا يذيب المعادن الأساسية أبدًا، مما يجعله عملية أقل عدوانية حراريًا.
فهم المفاضلات
اختيار درجة حرارة اللحام بالنحاس لا يتعلق فقط بتلبية تعريف؛ بل يتعلق بموازنة المتطلبات التقنية والسلبيات المحتملة.
إدخال الحرارة والتشوه
تؤدي درجات حرارة اللحام بالنحاس الأعلى إلى إدخال المزيد من الطاقة الحرارية في التجميع. يمكن أن يؤدي هذا إلى تغيير خصائص المعادن الأساسية (على سبيل المثال، إبطال معالجة حرارية سابقة) أو التسبب في التواء وتشوه، وهو مصدر قلق حاسم للمكونات الدقيقة.
اختيار معدن الحشو والتكلفة
يحدد اختيار معدن الحشو درجة الحرارة، والتي بدورها تؤثر على التكلفة والأداء. غالبًا ما تكون سبائك اللحام بالنحاس ذات درجة الحرارة المنخفضة والقائمة على الفضة أكثر تكلفة من حشوات النحاس ذات درجة الحرارة العالية، ولكنها تقلل من خطر التلف الحراري للأجزاء الأساسية.
قوة الوصلة ودرجة حرارة الخدمة
ترتبط درجة حرارة اللحام بالنحاس بأداء الوصلة النهائية. تُستخدم سبائك اللحام بالنحاس ذات درجات الحرارة العالية (مثل الحشوات القائمة على النيكل) عادةً لإنشاء وصلات يجب أن تعمل بشكل موثوق في بيئات درجات الحرارة العالية، كما هو الحال في محرك الطائرة النفاثة.
كيفية تطبيق هذا على مشروعك
استخدم عتبة درجة الحرارة كدليل لاختيار العملية الصحيحة لهدفك المحدد.
- إذا كان تركيزك الأساسي هو وصل المكونات الحساسة للحرارة أو تقليل التشوه: استكشف اللحام بالقصدير أو سبائك اللحام بالنحاس ذات درجة الحرارة المنخفضة التي تعمل فوق عتبة 450 درجة مئوية بقليل.
- إذا كان تركيزك الأساسي هو تحقيق أقصى قدر من قوة الوصلة للتطبيقات الهيكلية: ستحتاج إلى سبائك اللحام بالنحاس ذات درجة الحرارة العالية، مثل الحشوات القائمة على النحاس أو النيكل، والتي تتطلب تحكمًا في الفرن عند درجات حرارة تتجاوز 1000 درجة مئوية بكثير.
- إذا كان تركيزك الأساسي هو ببساطة التمييز بين العمليات: تذكر القاعدة - إذا انصهر الحشو تحت 450 درجة مئوية فهو لحام بالقصدير؛ وإذا انصهر فوق 450 درجة مئوية دون إذابة المعدن الأساسي، فهو لحام بالنحاس.
إن فهم هذا المبدأ الأساسي يسمح لك باختيار عملية الوصل الصحيحة بناءً على خصائص المواد ومتطلبات الأداء.
جدول ملخص:
| العملية | نقطة انصهار معدن الحشو | التمييز الرئيسي |
|---|---|---|
| اللحام بالقصدير (Soldering) | أقل من 450 درجة مئوية (840 درجة فهرنهايت) | وصلات ذات قوة أقل للتطبيقات الأقل تطلبًا. |
| اللحام بالنحاس (Brazing) | أعلى من 450 درجة مئوية (840 درجة فهرنهايت) | وصلات أقوى؛ يتم تسخين المعادن الأساسية ولكن لا تنصهر. |
| اللحام (Welding) | غير منطبق (تنصهر المعادن الأساسية) | يتم صهر المعادن الأساسية لاندماجها معًا. |
هل أنت مستعد لتحقيق وصلات لحام بالنحاس مثالية وعالية القوة؟ يعد التحكم الدقيق في درجة الحرارة لفرن مختبر KINTEK ضروريًا لإجراء لحام ناجح، مما يضمن تدفق معدن الحشو بشكل صحيح دون إتلاف المواد الأساسية الخاصة بك. سواء كنت تعمل مع مكونات حساسة أو سبائك ذات درجة حرارة عالية، يمكن لخبرائنا المساعدة في اختيار المعدات المثالية لمشروعك. اتصل بـ KINTEK اليوم لمناقشة تحديات وصل المعادن المحددة لديك واكتشاف كيف يمكن لحلولنا المعملية أن تعزز نتائجك.
دليل مرئي
المنتجات ذات الصلة
- فرن أنبوب كوارتز معملي بدرجة حرارة 1700 درجة مئوية وفرن أنبوبي من الألومينا
- فرن تفحيم الجرافيت الفراغي فائق الحرارة
- فرن تفحيم الجرافيت الفراغي العمودي عالي الحرارة
- فرن أنبوبي مقسم 1200 درجة مئوية مع فرن أنبوبي مختبري من الكوارتز
- فرن معالجة حرارية بالفراغ من الموليبدينوم
يسأل الناس أيضًا
- كيف تنظف أنبوب فرن أنبوبي؟ دليل خطوة بخطوة للتنظيف الآمن والفعال
- كيف تعمل فرن الأنبوب؟ إتقان التحكم الدقيق في درجة الحرارة والجو المحيط
- ما هي مزايا فرن الأنبوب؟ تحقيق تجانس وتحكم فائقين في درجة الحرارة
- ما هي الأنبوب المستخدم للفرن الأنبوبي؟ اختر المادة المناسبة لدرجة الحرارة والجو
- ما هي درجة حرارة الأنبوب الخزفي العالية؟ من 1100 درجة مئوية إلى 1800 درجة مئوية، اختر المادة المناسبة



















