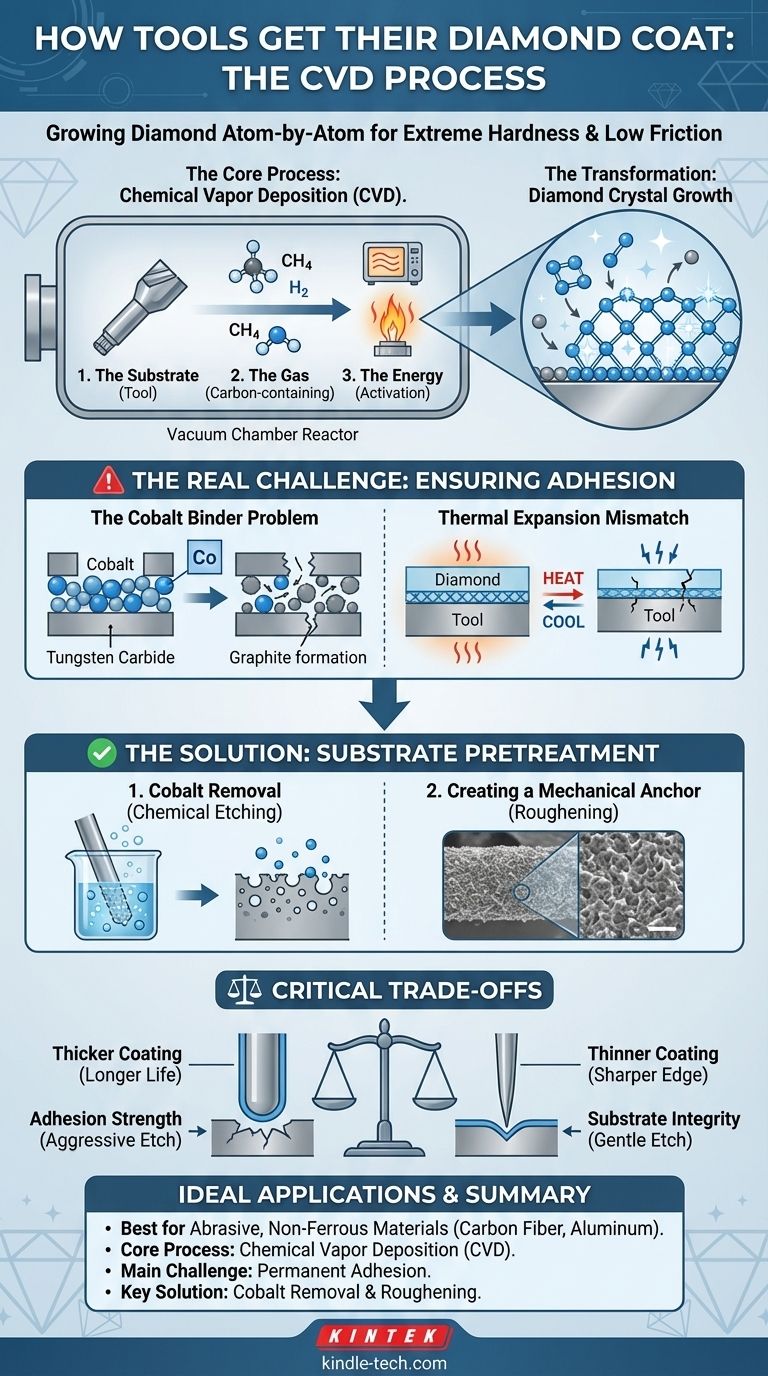
في الأساس، يتم ترسيب طلاءات الماس على سطح الأداة باستخدام عملية تسمى الترسيب الكيميائي للبخار (CVD). في غرفة مفرغة، يتم تنشيط الغازات المحتوية على الكربون مثل الميثان، مما يتسبب في تحرر ذرات الكربون وترتيبها بدقة في شبكة بلورية ماسية على الأداة. هذا يحول الأداة القياسية إلى أداة تتمتع بالصلابة القصوى والاحتكاك المنخفض للماس.
التحدي الأساسي لطلاء الماس ليس عملية الترسيب بحد ذاتها، بل ضمان التصاق طبقة الماس بالمواد الأساسية للأداة بشكل دائم. بدون حل مشكلة الالتصاق هذه، ستفشل الطبقة بسرعة أثناء الخدمة.
العملية الأساسية: الترسيب الكيميائي للبخار (CVD)
لفهم التحديات، تحتاج أولاً إلى فهم العملية الأساسية. الترسيب الكيميائي للبخار (CVD) يشبه زراعة البلورات ذرة بذرة أكثر من كونه يشبه الطلاء.
مبدأ الترسيب
تخيل بخار الماء يتكثف ليشكل أنماط صقيع معقدة على زجاج نافذة بارد. تعمل عملية الترسيب الكيميائي للبخار (CVD) على مبدأ مماثل ولكن في ظل ظروف أكثر تحكمًا بكثير. يتم تشجيع ذرات الكربون من الطور الغازي على الاستقرار والارتباط بسطح صلب - الأداة - في هيكل بلوري محدد: الماس.
المكونات الرئيسية
تتم العملية داخل غرفة مفاعل محكمة الإغلاق. هناك حاجة إلى ثلاثة أشياء:
- الركيزة: الأداة نفسها، المصنوعة عادةً من الكربيد الملبد.
- الغاز: مصدر للكربون، وأكثرها شيوعًا هو الميثان (CH₄)، ممزوجًا بالهيدروجين.
- الطاقة: طريقة تنشيط، مثل الميكروويف أو فتيل ساخن، لتفكيك جزيئات الغاز وإنشاء بلازما تفاعلية.
التحول إلى الماس
تؤدي الطاقة المكثفة إلى تفكيك جزيئات الميثان والهيدروجين. يلعب الهيدروجين دورًا حاسمًا في كشط أي كربون يحاول تكوين روابط جرافيت أضعف، مما يضمن ترسيب الكربون ذي البنية الماسية القوية فقط على سطح الأداة المسخن. على مدى ساعات، تتراكم هذه الذرات لتشكل طبقة ماسية مستمرة ونقية.
التحدي الحقيقي: ضمان الالتصاق
الإشارات صحيحة: النقطة الأكثر أهمية للفشل هي الرابط بين طبقة الماس والأداة. إذا لم يلتصق الطلاء، فإن صلابته لا تهم.
مشكلة مادة الكوبالت الرابطة
تتكون معظم أدوات القطع من الكربيد الملبد، والذي يتكون من حبيبات كربيد التنجستن الصلبة التي يثبتها معًا رابط معدني من الكوبالت. أثناء درجات الحرارة العالية لعملية الترسيب الكيميائي للبخار (CVD)، يصبح رابط الكوبالت هذا مشكلة كبيرة. إنه يعمل كمحفز يعزز تكوين الجرافيت اللين بدلاً من الماس الصلب، مما يسمم الواجهة ويخلق رابطًا ضعيفًا.
عدم تطابق التمدد الحراري
يتمدد الماس والكربيد الملبد وينكمشان بمعدلات مختلفة جدًا عند التسخين والتبريد. عندما تبرد الأداة بعد عملية الطلاء، يخلق عدم التطابق هذا إجهادًا هائلاً عند الطبقة الحدودية، مما قد يتسبب في تشقق طبقة الماس أو تقشرها أو تساقطها.
الحل: المعالجة المسبقة للركيزة
بسبب هذه التحديات، فإن مجرد وضع أداة في مفاعل الترسيب الكيميائي للبخار (CVD) سينتج عنه طلاء عديم الفائدة. يجب إعداد سطح الأداة بدقة، أو "معالجته مسبقًا"، لجعله قابلاً لاستقبال رابط ماسي قوي.
إزالة الكوبالت المسبب للمشاكل
الخطوة الأكثر أهمية في المعالجة المسبقة هي إزالة الكوبالت من سطح الأداة. يتم ذلك عادةً من خلال عمليات الحفر الكيميائي التي تذيب بشكل انتقائي رابط الكوبالت من الميكرونات القليلة العلوية من الركيزة، تاركة سطحًا خاليًا من الكوبالت من كربيد التنجستن لينمو عليه الماس.
إنشاء مرساة ميكانيكية
بعد الحفر الكيميائي، غالبًا ما يتم خشونة السطح ماديًا على نطاق مجهري. هذا يخلق تضاريس سطحية أكثر تعقيدًا مع مساحة أكبر لطبقة الماس "للإمساك بها"، مما يؤسس لتشابك ميكانيكي أقوى بالإضافة إلى الرابط الكيميائي.
عامل التعقيد
كما تشير مراجعك، فإن خطوات المعالجة المسبقة هذه صعبة التنفيذ بشكل موحد على الأدوات ذات الأشكال المعقدة، مثل أخاديد المثقاب أو أداة التفريز النهائية. يمكن أن يؤدي الحفر أو الخشونة غير المتساوية إلى مناطق ضعف في الالتصاق، مما يخلق نقاط ضعف حيث سيفشل الطلاء أولاً تحت ضغط التشغيل الآلي.
فهم المفاضلات
طلاء الماس ليس حلاً سحريًا، وتتضمن العملية مقايضات هندسية حرجة.
سماكة الطلاء مقابل حدة الحافة
يوفر الطلاء السميك (على سبيل المثال، 10-15 ميكرون) عمرًا أطول في المواد الكاشطة ولكنه يمكن أن يقرب حافة القطع الحادة، مما يجعله أقل فعالية للتشطيب عالي الدقة. يحافظ الطلاء الأرق (على سبيل المثال، 2-5 ميكرون) على الحافة الحادة ولكنه يتآكل بشكل أسرع.
قوة الالتصاق مقابل سلامة الركيزة
الحفر الكيميائي العدواني ممتاز لإزالة الكوبالت وتعزيز الالتصاق، ولكن إذا تم المبالغة فيه، فقد يضعف ركيزة الكربيد الملبد الأساسية. هذا يمكن أن يجعل حافة القطع هشة وعرضة للتشقق، مما يبادل وضع فشل بآخر.
التكلفة مقابل الأداء
تجعل العملية متعددة الخطوات للمعالجة المسبقة ودورات الترسيب الكيميائي للبخار (CVD) الطويلة الأدوات المطلية بالماس أكثر تكلفة بشكل ملحوظ. يجب أن تكون الزيادة في الأداء كبيرة بما يكفي لتبرير الاستثمار مقارنة بطلاءات متقدمة أخرى مثل TiAlN أو AlCrN، خاصة بالنسبة للمواد التي لا تتطلب الماس بشكل صارم.
اتخاذ الخيار الصحيح لتطبيقك
يتطلب اختيار الأداة المناسبة النظر إلى ما وراء ملصق "المطلي بالماس" والنظر في خصوصيات العملية فيما يتعلق بهدفك.
- إذا كان تركيزك الأساسي هو أقصى عمر للأداة في المواد الكاشطة للغاية غير الحديدية (مثل مركبات ألياف الكربون أو الألومنيوم عالي السيليكون): أعطِ الأولوية لطلاء أكثر سمكًا من مورد يفصّل عملية المعالجة المسبقة لإزالة الكوبالت، حيث يشير هذا إلى التركيز على الالتصاق القوي.
- إذا كان تركيزك الأساسي هو الحفاظ على التفاوتات الضيقة والميزات الحادة على الأجزاء المعقدة: اختر طلاءًا رقيقًا ومتوافقًا للغاية وتحقق من خبرة الطلاء المحددة في الأشكال الهندسية المعقدة لضمان التصاق موحد.
- إذا كان تركيزك الأساسي هو التشغيل الآلي للأغراض العامة أو الفعالية من حيث التكلفة: قيّم بعناية ما إذا كانت مكاسب الأداء للماس تبرر التكلفة مقارنة بطلاءات الترسيب الفيزيائي للبخار (PVD) الأقل تكلفة ولكنها فعالة للغاية.
إن فهم التفاعل بين الترسيب والالتصاق هو المفتاح لاختيار أداة تحقق حقًا وعد الماس.
جدول ملخص:
| الجانب الرئيسي | الوصف |
|---|---|
| العملية الأساسية | الترسيب الكيميائي للبخار (CVD) |
| التحدي الرئيسي | ضمان الالتصاق الدائم بالركيزة الأساسية للأداة |
| المعالجة المسبقة الرئيسية | إزالة الكوبالت وخشونة السطح |
| المفاضلة الحرجة | سماكة الطلاء مقابل حدة الحافة |
| مثالي لـ | تشغيل المواد الكاشطة غير الحديدية (مثل ألياف الكربون، الألومنيوم) |
هل أنت مستعد لتعزيز أداء التشغيل الآلي لديك باستخدام الأدوات المطلية بالماس؟
تتخصص KINTEK في معدات المختبرات واستهلاكياتها عالية الأداء، بما في ذلك تقنيات الطلاء المتقدمة. تضمن خبرتنا حصولك على أدوات ذات التصاق ومتانة فائقة، مصممة خصيصًا لاحتياجاتك المختبرية أو الصناعية المحددة.
اتصل بنا اليوم عبر نموذج الاتصال الخاص بنا لمناقشة كيف يمكن لحلولنا المطلية بالماس أن تطيل عمر الأداة وتحسن نتائجك!
دليل مرئي
المنتجات ذات الصلة
- نظام معدات الترسيب الكيميائي للبخار (CVD) - فرن أنبوبي PECVD منزلق مع جهاز تغويز السوائل - ماكينة PECVD
- نظام معدات ترسيب البخار الكيميائي متعدد الاستخدامات ذو الأنبوب الحراري المصنوع حسب الطلب للعملاء
- نظام معدات آلة HFCVD لطلاء النانو الماسي لقوالب السحب
- فرن أنبوبي ترسيب بخار كيميائي ذو حجرة مقسمة مع نظام محطة تفريغ معدات آلة ترسيب بخار كيميائي
- آلة فرن أنبوبي لترسيب البخار الكيميائي متعدد مناطق التسخين نظام حجرة ترسيب البخار الكيميائي معدات
يسأل الناس أيضًا
- ما هي عمليات الترسيب في الطور البخاري؟ فهم CVD مقابل PVD للحصول على أغشية رقيقة فائقة
- ما هي عملية الترسيب بالبخار الكيميائي؟ بناء أغشية رقيقة فائقة من الذرة إلى الذرة
- كيف يتم نمو أنابيب الكربون النانوية؟ إتقان الإنتاج القابل للتطوير باستخدام الترسيب الكيميائي للبخار
- ما مدى تكلفة الترسيب الكيميائي للبخار؟ فهم التكلفة الحقيقية للطلاء عالي الأداء
- ما هي مزايا الترسيب بالبخار الكيميائي؟ احصل على أغشية رقيقة فائقة الجودة لمختبرك


















