في جوهره، التلبيد هو الخطوة التصنيعية الحاسمة التي تحول كبسولة المسحوق المضغوطة الهشة إلى جزء صلب قوي ومتماسك وكثيف. من خلال تطبيق الحرارة تحت نقطة انصهار المادة، يبدأ التلبيد انتشارًا ذريًا بين الجزيئات، مما يخلق روابط معدنية قوية، ويقلل من الفراغات الداخلية، ويغير بشكل أساسي الخصائص الميكانيكية والفيزيائية للمادة.
لا ينبغي اعتبار التلبيد مجرد تسخين بسيط. إنه عملية خاضعة للتحكم من الاندماج على المستوى الذري تحول بشكل أساسي مجموعة من الجزيئات ضعيفة التماسك إلى مادة صلبة مصممة هندسيًا بكثافة وقوة معززتين بشكل كبير.

من الكبسولة الهشة إلى الجزء الصلب: التحول الأساسي
لفهم آثار التلبيد، يجب علينا أولاً تقدير حالة المادة قبل بدء العملية. الهدف هو الانتقال من شكل أولي ضعيف إلى منتج نهائي قوي.
الكبسولة "الخضراء"
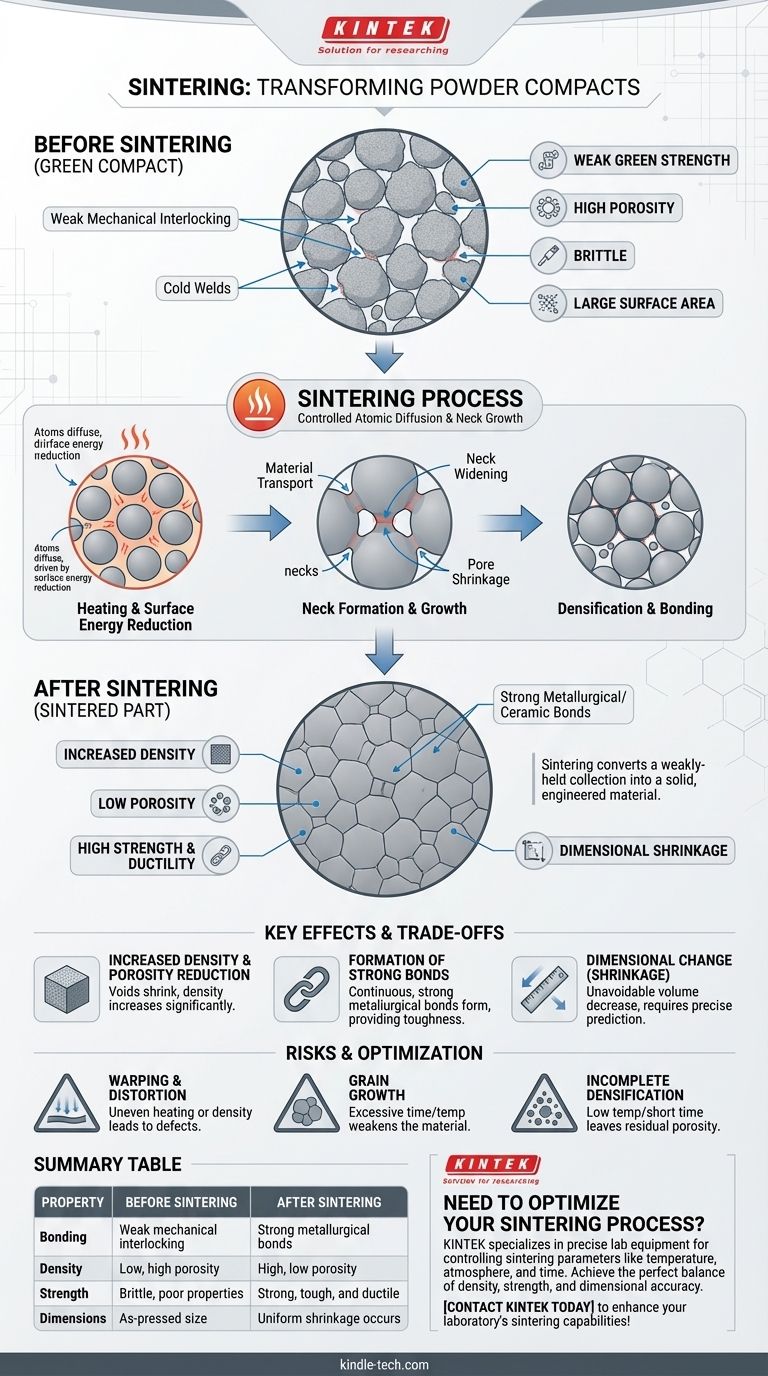
بعد الضغط، يشكل المسحوق شكلاً يعرف باسم الكبسولة "الخضراء". تتماسك الجزيئات معًا فقط عن طريق التشابك الميكانيكي و"اللحامات الباردة" الضعيفة التي تتكون عند نقاط تلامسها تحت الضغط.
تتمتع هذه الكبسولة الخضراء بسلامة هيكلية كافية، أو "القوة الخضراء"، للتعامل معها، لكنها هشة ولها خصائص ميكانيكية ضعيفة.
القوة الدافعة: تقليل طاقة السطح
المحرك الأساسي للتلبيد هو تقليل طاقة السطح. يحتوي المسحوق الناعم على كمية هائلة من مساحة السطح، وهي حالة غير مواتية من الناحية الطاقوية.
يوفر التسخين الطاقة الحرارية اللازمة لتحرك الذرات. يسعى النظام بشكل طبيعي إلى حالة طاقة أقل عن طريق تقليل مساحة السطح هذه، تمامًا مثلما تندمج فقاعات الصابون الصغيرة لتشكيل فقاعات أكبر.
الآلية: الانتشار الذري ونمو العنق
عند درجة حرارة التلبيد، تبدأ الذرات في الانتشار عبر حدود الجزيئات المتجاورة. يؤدي نقل المواد هذا إلى تشكيل "أعناق" ونموها عند نقاط التلامس.
هذه الأعناق هي الروابط المعدنية الأولية. مع استمرار العملية، تتسع هذه الأعناق، وتسحب مراكز الجزيئات أقرب إلى بعضها البعض وتزيل تدريجياً المسام بينها.
التغيرات الفيزيائية والميكانيكية الأساسية
تؤدي التغيرات على المستوى الذري التي يبدأها التلبيد إلى عدة تأثيرات عيانية حرجة على الكبسولة المسحوقية.
زيادة الكثافة وتقليل المسامية
مع تدفق المادة من الجزيئات لتشكيل الأعناق ونموها، تبدأ المساحة الفارغة، أو الفراغات، بين الجزيئات في الانكماش والانغلاق.
تؤدي هذه العملية مباشرة إلى زيادة كبيرة في الكثافة الكلية للجزء. سيكون للمكون الملبد جيدًا مسامية أقل بكثير من سلفه الكبسولة الخضراء.
تشكيل روابط معدنية قوية
يتم استبدال اللحامات الباردة للكبسولة الخضراء بروابط معدنية أو خزفية مستمرة وقوية عبر حدود الجزيئات.
هذا التحول هو المصدر الأساسي لـ قوة الجزء النهائية، وصلابته، ومطاطيته. تصبح الجزيئات الفردية فعليًا كتلة صلبة واحدة.
التغير الأبعادي (الانكماش)
نتيجة مباشرة وحاسمة لزيادة الكثافة هي انخفاض في الحجم الكلي للجزء. تُعرف هذه الظاهرة باسم الانكماش.
هذا التغير في الأبعاد لا مفر منه ويجب التنبؤ به والتحكم فيه بعناية لضمان أن الجزء النهائي يلبي التفاوتات الهندسية المطلوبة.
فهم المقايضات والمخاطر الحتمية
بينما يعتبر التلبيد ضروريًا لإنشاء أجزاء قوية، فإن العملية لا تخلو من التحديات. يتطلب تحقيق الخصائص المرغوبة الموازنة بين العوامل المتنافسة وتخفيف العيوب المحتملة.
تحدي الانكماش
بينما يعتبر الانكماش ضروريًا للتكثيف، يجب أن يكون منتظمًا وقابلاً للتنبؤ به. يمكن أن يؤدي التسخين غير المتساوي أو عدم الاتساق في كثافة الكبسولة الخضراء إلى التواء أو تشوه.
خطر الحبيبات الخشنة
يمكن أن يؤدي الاحتفاظ بمادة عند درجة حرارة عالية لفترة طويلة جدًا إلى نمو مفرط للحبيبات. يمكن أن تضعف الحبيبات الكبيرة المادة غالبًا، مما يقلل من قوتها ويجعلها أكثر هشاشة.
يتضمن تحسين التلبيد تحقيق الكثافة الكاملة مع تقليل نمو الحبيبات غير المرغوب فيه، وهو توازن يتم التحكم فيه غالبًا بالوقت ودرجة الحرارة.
احتمال عدم اكتمال التكثيف
إذا كانت درجة الحرارة منخفضة جدًا أو الوقت قصيرًا جدًا، فقد لا تنغلق المسام بين الجزيئات بالكامل. يمكن أن تعمل هذه المسامية المتبقية كنقطة تركيز إجهاد، مما يضعف بشكل كبير الخصائص الميكانيكية النهائية للجزء.
التحكم في التلبيد لتحقيق النتيجة المرجوة
يتم اختيار المعلمات المحددة لدورة التلبيد — درجة الحرارة، والوقت، والجو — لتحقيق مجموعة محددة من خصائص المواد.
- إذا كان تركيزك الأساسي هو أقصى قوة وكثافة: استهدف درجات حرارة أعلى ووقتًا كافيًا للسماح بالإزالة شبه الكاملة للمسام، ولكن راقب عن كثب لمنع نمو الحبيبات المفرط.
- إذا كان تركيزك الأساسي هو التحكم الدقيق في الأبعاد: يجب عليك توصيف مسحوقك وعملية الضغط بدقة للتنبؤ بالانكماش والتعويض عنه بدقة.
- إذا كان تركيزك الأساسي هو إنشاء مادة مسامية (على سبيل المثال، للمرشحات): استخدم درجات حرارة أقل أو أوقاتًا أقصر لتشجيع تكوين العنق من أجل القوة دون إغلاق شبكة المسام بالكامل.
في النهاية، يكمن إتقان عملية التلبيد في التحكم الدقيق في هذا التحول على المستوى الذري لتصميم الخصائص النهائية لمادتك.
جدول ملخص:
| الخاصية | قبل التلبيد (كبسولة خضراء) | بعد التلبيد |
|---|---|---|
| الترابط | تشابك ميكانيكي ضعيف | روابط معدنية قوية |
| الكثافة | منخفضة، مسامية عالية | عالية، مسامية منخفضة |
| القوة | هشة، خصائص ميكانيكية ضعيفة | قوية، صلبة، ومطاطية |
| الأبعاد | الحجم كما تم ضغطه | يحدث انكماش منتظم |
هل تحتاج إلى تحسين عملية التلبيد لديك للحصول على أجزاء أقوى وأكثر موثوقية؟ تتخصص KINTEK في معدات المختبرات الدقيقة والمواد الاستهلاكية اللازمة للتحكم في معلمات التلبيد مثل درجة الحرارة، والجو، والوقت. تساعدك حلولنا على تحقيق التوازن المثالي بين الكثافة، والقوة، والدقة الأبعاد لموادك. تواصل مع خبرائنا اليوم لمناقشة كيف يمكننا تعزيز قدرات التلبيد في مختبرك!
دليل مرئي
المنتجات ذات الصلة
- فرن معالجة حرارية بالتفريغ والتلبيد بضغط هواء 9 ميجا باسكال
- فرن التلبيد بالبلازما الشرارية فرن SPS
- فرن تلدين الأسلاك الموليبدينوم بالتفريغ للمعالجة الحرارية بالتفريغ
- فرن صغير لمعالجة الحرارة بالتفريغ وتلبيد أسلاك التنغستن
- فرن ضغط فراغ لتلبيد السيراميك البورسلين الزركونيوم لطب الأسنان
يسأل الناس أيضًا
- لماذا يجب معالجة الأجسام الخضراء المنتجة عن طريق نفث المادة الرابطة في فرن تلبيد فراغي؟
- كيف يمكننا تقليل مسامية التلبيد؟ حسّن عمليتك لتحقيق أقصى كثافة
- ما هي عملية التلبيد في الكيمياء؟ دليل خطوة بخطوة للانصهار في الحالة الصلبة
- ما هي عملية التلبيد بالضغط؟ تحقيق كثافة وقوة فائقتين للأجزاء عالية الأداء
- ما هو فرن التلبيد الفراغي؟ إطلاق العنان للنقاء والأداء في المواد المتقدمة



















